GCr15軸承鋼冶煉工藝的選擇與控制
2017-05-30 10:48:04王強(qiáng)
現(xiàn)代鹽化工 2017年4期
王強(qiáng)

摘要:目前,市場中所廣泛的應(yīng)用的軸承鋼加工材料種類繁多,隨著對軸承鋼質(zhì)量要求的逐步提升,GCr15逐漸成為現(xiàn)代最為主要的軸承鋼冶煉加工材料之一,其對解決軸承鋼斷裂及使用耐久性較低問題均具有—定的效果。文章將以GCr15軸承鋼加工工藝選擇與運(yùn)用為核心,對該鋼種的軸承鋼工優(yōu)勢及其問題進(jìn)行明確闡述,為充分發(fā)揮出GCr15軸承鋼的實(shí)際作用提供理論知識方面的幫助。
關(guān)鍵詞:GCr15;軸承鋼;冶煉;工藝;控制
近年來,機(jī)械設(shè)備運(yùn)用及普及度的提升使鋼材加工速度也隨之加快。軸承最為多種機(jī)械設(shè)備應(yīng)用的核心部件,不僅直接影響到設(shè)備運(yùn)行效益,同時也對設(shè)備使用安全性產(chǎn)生影響,因此高質(zhì)量軸承鋼的生產(chǎn)便凸顯的至關(guān)重要。GCr15軸承鋼的運(yùn)用,充分解決了軸承鋼強(qiáng)度不高的問題,使軸承鋼運(yùn)用廣泛性得到顯著提升,對解決以上問題具有良好的應(yīng)用效果。
1概述
軸承素稱“工業(yè)的心臟”,由于軸承應(yīng)具備長壽命、高精度、低發(fā)熱量、高速性、高剛性、低噪聲及高耐磨性等特性,這對軸承鋼的化學(xué)成分均勻性、非金屬夾雜物含量和類型、碳化物粒度和分布,以及脫碳等要求嚴(yán)格,因此軸承鋼質(zhì)量的好壞也成為一個國家鋼鐵冶煉水平的一個標(biāo)志。
1.1國內(nèi)外軸承鋼行業(yè)發(fā)展概況
我國軸承鋼制造發(fā)展已有50余年歷史,在規(guī)范方面僅2010年初期階段即已達(dá)2200余家。2015年,我國各類軸承配套設(shè)備生產(chǎn)數(shù)量更是達(dá)到83億套,實(shí)現(xiàn)全部收入為912億元。現(xiàn)階段,我國軸承生產(chǎn)行業(yè)實(shí)際產(chǎn)量逐步增加,市場需求量也有所提升,在數(shù)量方面我國實(shí)際軸承生產(chǎn)早已走在世界前列。雖我國數(shù)量方面占有絕對優(yōu)勢,但在軸承質(zhì)量、軸承降噪及軸承精度等方面仍與西方部分發(fā)達(dá)軸承制造企業(yè)存在一定的差距。
目前,在亞洲板塊軸承制造領(lǐng)先企業(yè)以日本山裼公司為主。而西歐則以Svenska Kullargerfabriken,Ascometal等公司技術(shù)工藝最為成熟,是現(xiàn)代軸承生產(chǎn)工藝水平較高的主要企業(yè)。其中瑞典Svenska Kullargerfabriken公司軸承產(chǎn)量占世界全部產(chǎn)量的31%,是當(dāng)前世界軸承產(chǎn)量最高及質(zhì)量最好的軸承生產(chǎn)企業(yè)。
1.2國內(nèi)外軸承鋼冶煉設(shè)備和工藝特點(diǎn)
國外軸承鋼冶煉主要采用大電爐設(shè)備進(jìn)行熔爐,可充分解決殘余元素問題,并提高軸承鋼質(zhì)量,通過二次精煉的方式將其與空氣脫離,從而形成真空,以此降低鋼結(jié)構(gòu)中實(shí)際氣體含量,該方法不僅有效解決了鋼制軸承氧化問題,同時也進(jìn)一步保障了軸承鋼基礎(chǔ)質(zhì)量品質(zhì)穩(wěn)定。
(1)國外軸承鋼冶煉均選用大型冶煉設(shè)備,冶煉數(shù)量固定,冶煉質(zhì)量控制便捷性高,可充分降低鋼鐵冶煉所帶來的高能源消耗,保障軸承鋼生產(chǎn)的經(jīng)濟(jì)效益。大型冶煉設(shè)備軸承鋼煉制不易出現(xiàn)結(jié)構(gòu)壞損問題,使用年限更長,可為機(jī)械設(shè)備提供可靠結(jié)構(gòu)支持。
(2)鋼鐵殘余元素對軸承鋼質(zhì)量影響嚴(yán)重,為此主要通過對鋼料選用的源頭控制實(shí)現(xiàn)降低殘余元素數(shù)量,避免殘余元素與軸承鋼生產(chǎn)產(chǎn)生直接接觸。高爐鐵液是現(xiàn)代高質(zhì)量軸承鋼生產(chǎn)的主要用料,可有效對殘余元素進(jìn)行控制,從根本上將殘余元素進(jìn)行隔絕。
(3)出鋼技術(shù)控制是解決軸承鋼氧化嚴(yán)重問題的核心關(guān)鍵。國外部分企業(yè)已有效實(shí)現(xiàn)對軸承鋼制作的無渣出鋼處理,通過真空處理技術(shù)來實(shí)現(xiàn)鋼材料與渣的零接觸,從而保障軸承鋼生產(chǎn)的實(shí)際質(zhì)量。
電爐初煉是我國軸承鋼生產(chǎn)所選用的主要是設(shè)備,該設(shè)備具備鋼質(zhì)材料出鋼直徑大的基本特點(diǎn),能夠進(jìn)一步實(shí)現(xiàn)對大型軸承鋼的一次性生產(chǎn),提高大型軸承鋼的基本質(zhì)量。在小型企業(yè)的軸承鋼生產(chǎn)中,多采用小電爐及模鑄生產(chǎn)方式。為統(tǒng)一國內(nèi)軸承鋼生產(chǎn)質(zhì)量,保障生產(chǎn)標(biāo)準(zhǔn)的一致,我國軸承鋼生產(chǎn)企業(yè)均要求采用LF精煉設(shè)備進(jìn)行軸承鋼精煉,同時VD真空精煉處理設(shè)備應(yīng)用也相對廣泛。就從基礎(chǔ)運(yùn)用的脫氮及脫氫效果而言,RH精煉處理設(shè)備優(yōu)勢相對明顯,并且對成本的控制效果也相對較好。當(dāng)下,我國與國外部分企業(yè)軸承鋼生產(chǎn)的差距在于冶煉容量較低,難以保障冶煉質(zhì)量的恒定,同時精煉工藝尚存在一定的技術(shù)問題。
2 GCr15質(zhì)量要求和常見缺陷
2.1質(zhì)量要求
軸承用途及種類的差異使其質(zhì)量要求及常見缺陷問題也存在一定差別。目前市面所廣泛應(yīng)用的軸承鋼以滲碳軸承鋼、高溫軸承鋼、高碳鉻軸承鋼、銹軸承鋼及特種軸承鋼為主。GCr15軸承鋼是現(xiàn)代軸承鋼生產(chǎn)的主要鋼種,與現(xiàn)代多數(shù)企業(yè)設(shè)備相對應(yīng),具備良好的可塑性,同時結(jié)構(gòu)硬度較高,通過淬火及回火可使其表面強(qiáng)度及內(nèi)部強(qiáng)度得到進(jìn)一步提升。該鋼種耐磨性較高,不易產(chǎn)生疲勞問題,同時具備一定的耐腐蝕性,能夠在多種環(huán)境下施工,實(shí)際適應(yīng)性較強(qiáng),在多種設(shè)備中均能夠發(fā)揮良好應(yīng)用效果。在塑性方面,由于該鋼種結(jié)構(gòu)密度具有一定的可調(diào)控性,因此可按相關(guān)要求對GCr15進(jìn)行深層鑄造及處理。
(1)受其可調(diào)控性影響,該鋼種應(yīng)用可按照生產(chǎn)雙方要求進(jìn)行不同規(guī)格的硬度設(shè)計,通過對軸承鋼用途的分析來執(zhí)行合理設(shè)計規(guī)劃,充分解決傳統(tǒng)鋼種應(yīng)用靈活性差的相關(guān)問題。
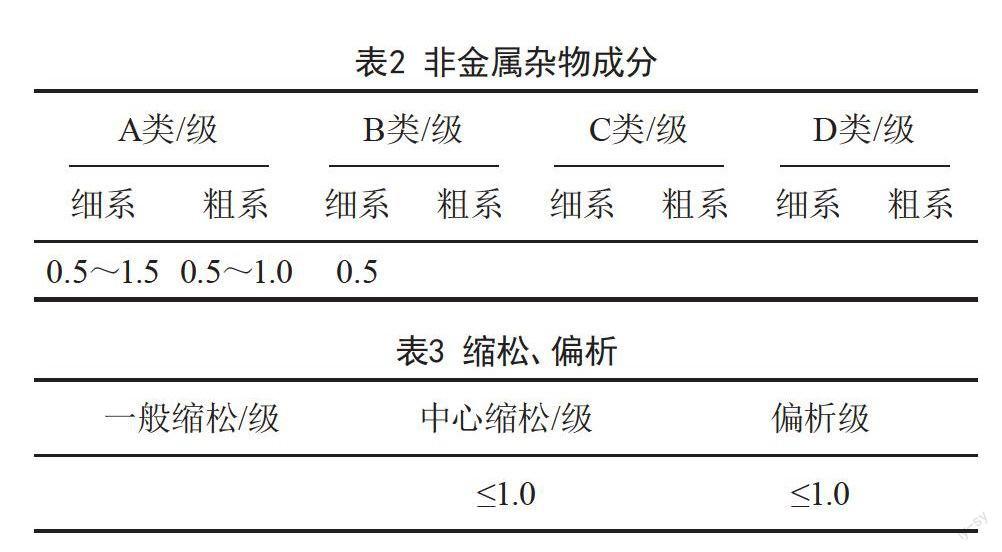
(2)非金屬夾雜物規(guī)定。細(xì)系:A類,2.5級,B類,2.0級,c類,0.5級,D類,1.0級;粗系:A類,1.5級,B類,1.0級,C類,0.5級,D類,1.0級。
(3)該鋼種結(jié)構(gòu)密度較高,在對直徑小于60 mm直徑剛才冶煉時,應(yīng)及時對顯微孔隙進(jìn)行控制,并提高結(jié)構(gòu)密集度。對直徑高于60 mm直接鋼材,則需按照鋼材冶煉設(shè)計方案對顯微孔隙進(jìn)行評級,以免顯微孔隙對鋼材使用造成影響。
(4)軋制規(guī)格的不同直接影響軸承鋼質(zhì)量,在對鋼材脫碳層深度處理中,要求將蒸餾度控制0.15~1.2 mm范圍內(nèi)。由于該類鋼材通常通途不定,因此需根據(jù)委托方需求對鋼結(jié)構(gòu)表面按相關(guān)規(guī)格進(jìn)行處理,確保鋼材冶煉符合標(biāo)準(zhǔn)。
2.2 GCr15常見缺陷
(1)GCr15結(jié)構(gòu)缺陷產(chǎn)生的首要問題即使表面裂紋問題,該問題的產(chǎn)生于后期軋制及前期冶煉技術(shù)處理有關(guān)。而縮孔及夾渣問題則多來源鋼結(jié)構(gòu)氧化及出鋼控制方面,由于所采取的出鋼擋渣措施有效性較低,導(dǎo)致出鋼控制無法起到預(yù)期效果,繼而產(chǎn)生夾渣現(xiàn)象。
(2)該鋼種內(nèi)部缺陷問題主要由夾雜物超標(biāo)及氧含量超標(biāo)產(chǎn)生。鋼材冶煉及加工處理夾雜物的產(chǎn)生無可避免,即使選用真空加工環(huán)境也難以保障剛才中無夾雜物。對夾雜物的控制如在相對合理范圍內(nèi),則無需進(jìn)行技術(shù)處理,而若夾雜物嚴(yán)重超標(biāo),則易對鋼材使用產(chǎn)生影響,容易造成鋼材斷裂問題。氧含量超過對鋼材影響較為嚴(yán)重,不僅可產(chǎn)生白點(diǎn)及氣孔,同時還易形成偏析及縮松問題,使鋼材結(jié)構(gòu)強(qiáng)度下降。
3 GCr15冶煉工藝的選擇與控制
3.1工藝路線
65t Consteel EAF->65t LF->65tVD->R9mCC連鑄機(jī)。65tConsteel EAF出鋼采用擋渣出鋼,鋼包中采用精煉渣、石灰、氟石等造渣。采用LF精煉脫氧、脫硫、去夾雜及微合金化,調(diào)節(jié)酸溶鋁A1的含量,再經(jīng)過VD進(jìn)行脫氣、渣洗鋼液處理。連鑄采用全程保護(hù)澆注,中間包等溫控制,穩(wěn)定拉坯速度以及液面自動控制等。
3.2 Consteel EAF冶煉工藝要點(diǎn)
(1)初煉爐冶煉要求首先對冶煉材料進(jìn)行脫碳及脫磷處理,通過增加熱裝鐵液量的方式來對磷含量進(jìn)行控制,并確保碳的含量能夠保持在相對合理范圍內(nèi)。現(xiàn)階段較為標(biāo)準(zhǔn)的鐵液用量為鋼鐵料入爐冶煉鐵液60%、國標(biāo)鐵為10%、廢鋼30%。
(2)為提高冶煉對磷元素的有效提出,冶煉全稱將采用泡渣引弧操作。在初煉爐的無渣出鋼方面,應(yīng)選用偏心爐底出鋼技術(shù),并輔以擋渣技術(shù)降低渣物質(zhì)產(chǎn)生概率。出鋼溫度要求控制在1630℃以上,最高溫不應(yīng)超過1 650℃,以提高鋼材冶煉溫度適應(yīng)性。
(3)為避免其余雜質(zhì)混入鋼材,并提高基礎(chǔ)成渣性,將在出鋼階段加入適量造渣材料,以便在提高其脫硫效率的同時保障成渣效果。如冶煉成渣速度響度較慢,可適量加入固定數(shù)量的優(yōu)勢活性石灰,以便對渣進(jìn)行有效處理。
3.3精煉工藝要點(diǎn)
軸承鋼精煉爐渣主要有3項任務(wù):(1)減少夾雜物數(shù)量,特別是減少氧化物夾雜的數(shù)量;(2)改善夾雜物的性質(zhì)和形態(tài),使塑性夾雜物所占比例增加,減少或消除CaO型的球狀夾雜物;(3)降低鋼中硫含量。
(1)精煉渣堿度控制不得低于2,最高應(yīng)控制在2.5以下。其目的在于降低夾雜物數(shù)量,提高鋼材整體強(qiáng)度。渣精煉前期結(jié)構(gòu)應(yīng)逐步提升電流埋弧操作,從而提高熔爐溫度,通過高溫環(huán)境進(jìn)行脫氧劑脫硫反應(yīng),以此將部分雜質(zhì)進(jìn)行吸附,降低鋼材內(nèi)雜質(zhì)比重。
(2)精煉要求采用Sic工藝進(jìn)行處理,并加入適量硅鈣鋇成分,使其與氬氣底流攪拌過程中能夠產(chǎn)生生物上浮反應(yīng)。如實(shí)際操作反應(yīng)狀態(tài)不佳,可喂入固定數(shù)量的鋁線,同時提升氫氣流量,以此提高精煉反應(yīng)效果。該項技術(shù)能夠在保障鋼液不裸露的基礎(chǔ)上提高對樣鋁含量的控制。
(3)精煉取樣后應(yīng)保持白渣狀態(tài)操作,提高精煉渣實(shí)際吸附能力,繼而在區(qū)域夾雜物的同時提高脫氧及脫硫效果。
3.4連鑄
(1)連鑄機(jī)基本參數(shù)流數(shù):4流;鑄機(jī)半徑:89 000/17 500 mm;流間距:1250 mm,結(jié)晶器長度:850 mm;澆鑄斷面:150 mm×150 mm;最大拉速:2.8 m/min電磁攪拌方式:(4VI+F)-EMS:二次冷卻方式:足輥水冷0段+氣霧冷卻1,2,3段。創(chuàng)澆鑄過程中鋼包加包蓋保溫,以減少鋼液面下降時高溫包襯裸露向外界的散熱,實(shí)現(xiàn)全保護(hù)澆注。嚴(yán)格套管操作,大包、中間包水口套管上部全部采用耐火纖維氈隔氣。中間包加蓋,以減少散熱,保證過程溫度平穩(wěn),溫差波動控制在2℃以內(nèi)。
4結(jié)語
GCr15軸承鋼冶煉對解決軸承鋼質(zhì)量及結(jié)構(gòu)穩(wěn)定具有重要意義,是現(xiàn)代軸承制作所需的主要鋼種之一。對GCr15軸承鋼冶煉技術(shù)的運(yùn)用其基礎(chǔ)掌握難度相對較大,要求其不僅能夠按照不同軸承鋼規(guī)格對鋼材冶煉加以優(yōu)化,同時需及時做好GCr15軸承鋼質(zhì)量控制,通過提高該類軸承鋼實(shí)際結(jié)構(gòu)強(qiáng)度來保障生產(chǎn)加工效益,從而為GCr15軸承鋼在機(jī)械設(shè)備方面的有效運(yùn)用奠定堅實(shí)基礎(chǔ)。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國科技博覽(2016年18期)2016-10-19 08:43:03
科技視界(2016年21期)2016-10-17 17:06:18
商(2016年27期)2016-10-17 05:41:05
大眾理財顧問(2016年9期)2016-10-11 17:10:17
科技視界(2016年20期)2016-09-29 13:07:14
大眾理財顧問(2016年8期)2016-09-28 14:00:43
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52