單反相機接點連接器的制作
2017-05-30 20:31:55李波
影像技術 2017年2期
李波

摘要:現有單反相機接點連接器的制作采用傳統制作工藝,精度差,成本高;文章具體介紹了一種新的模具制作工藝,注塑沖壓一體制作,使之滿足圖紙精度要求,成本大幅縮小。
關鍵詞:端子手動插入成形;注塑沖壓一體模具;新模具結構
中圖分類號:TB852.1 文獻標識碼:B DOI:10.3969/j.issn.1001-0270.2017.02.32
Abstract:The manufacture of SLR camera's connector is used by traditional process technique, low accuracy, high cost; This article has introduced a new process which mix of mold and die structure to meet requirement, lower cost.
Key Words:Manual Insert Molding; Tooling Including Mold and Die Structure; New Mold Structure
1 引言
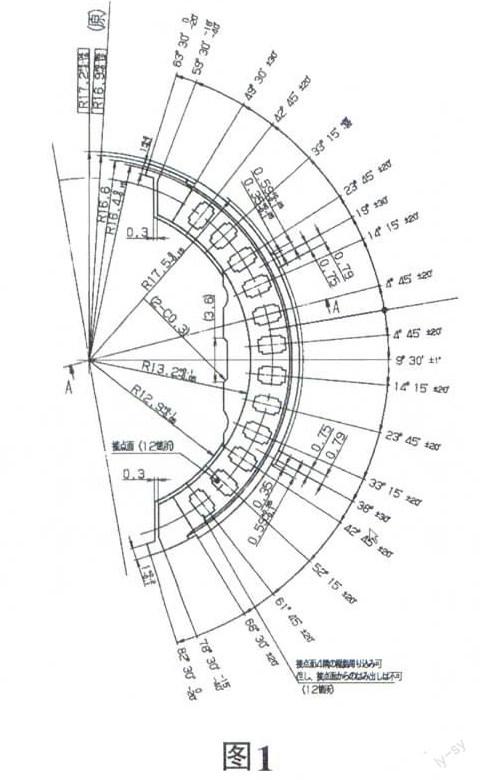
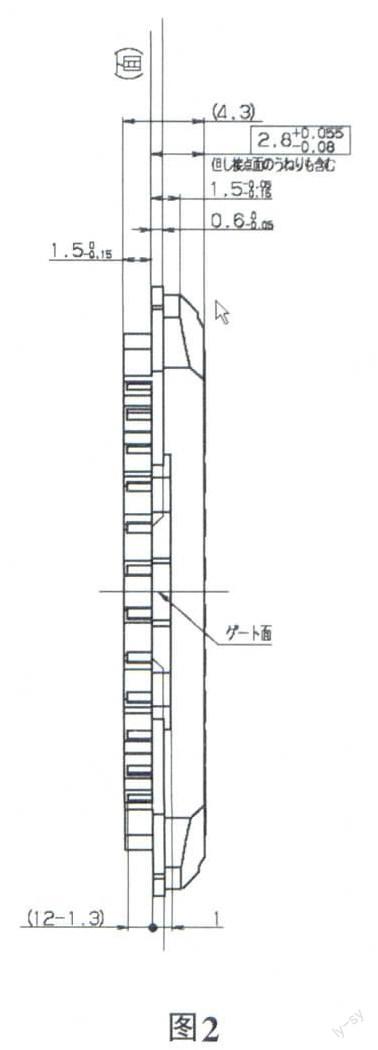
圖1、圖2分別為單反相機接點連接器產品的正視圖與側視圖,圖3為接片圖。
其中,接片材料:C2680,厚0.20mm;表面處理:全面鍍鎳,1-2um部分鍍金,0.5um;以上要求毛刺最大不超過0.02mm。成型產品材料:PA-46玻纖含量30%;澆口殘留不超過0.2mm;要求毛刺最大不超過0.05mm,外形毛刺不超過0.1mm,要求接點滑動面處接點與樹脂面高度差不超過0.03mm。
2 工藝編排
因為產品需求量為100kpcs/m,注塑模設計為1模4個產品對應。
傳統制作工藝為材料電鍍→沖壓加工→注塑品加工→端子壓入塑料品。
采用此法加工,有以下幾點注意事項:
注塑品的尺寸收縮問題。產品為弧形形狀,里面還有供端子插入的12個形狀不規則的孔,注塑出來的產品極易發生變形。
接點滑動面接點與樹脂面高度差超差。由于采用的治具插入端子方式,端子最后卡住的地方要滿足12根端子與樹脂面高度差在0.03以內變得極其困難。
端子壓入塑料品時的變形問題。由于接點角度公差需滿足±20′,在端子壓入塑料品時,即使使用專有治具壓入,此時的變形問題也很難控制。
以上原因,產品在加工時報廢率接近50%,成本很高;且一直以來供貨不足,客戶一直投訴,降低了我司的信譽度。
為了保持與客戶的良好合作,我們在征得客戶同意的基礎上,通過一小部分的形狀修改,提出了與原來完全不同的工藝制作方式,制作方式如下:材料電鍍→沖壓加工→手動插入成形制作。此工藝與原來不同的是:
①端子不是分別加工,12枚端子通過一個連接形狀把所有端子制作成以下形狀,見圖4。
②端子手動放入注塑模內一次成形,端子壓入工程取消。
采用手動插入端子后成形制作工藝,在產品精度上,由于注塑時塑料包住金屬端子變形,產品的后收縮變小,變形更小;端子在注塑前已經被嚴格定位好,成形后角度公差穩定性,一致性較好。在效率上,手動插入成形一次制作完成,節省了大量的手動端子壓入注塑品時間(手動壓入時間:1個產品大約30s),成本大大縮短。因此,果斷采用了新的制作工藝。
3 模具的設計要點及加工工藝
插入成形采用的人工手動放入端子后注塑成形,為考慮注塑操作工的勞動強度及防止出現裝錯問題,盡量把12片端子一起簡單的放入。因此,我們把端子設計成了一體的端子形狀,可以簡單的一次放入模具,靠孔與端子外形定位。可以保證角度的精度。
接下來是注塑模的設計,為保證產品端子面的角度精度滿足圖紙要求,在端子放入注塑模時,需要對它進行定位。我們把端子先端追加了形狀,在可動側模芯里加一個槽,讓端子頭部卡在里面,在注射成型時,防止樹脂高速充填時端子位置移動。
下圖為模具結構圖,由于端子放入為人工操作,需要留出足夠的操作空間,故滑塊?輥?輱?訛需要后退到足夠的空間,行程大,需要用氣缸帶動滑塊運動。在上下模芯⑥⑨合模以前,由氣缸帶動連桿?輥?輳?訛,從而推動滑塊?輥?輱?訛向前運動卡住端子,合模好后由楔緊塊?輥?輴?訛卡住滑塊,避免注塑充填時滑塊后退;開模時也設定好,當注塑機打開到一定位置時,氣缸才開始動作,當氣缸運動到指定位置時,氣缸上的傳感器感應,告訴機器可以開始下步動作。
此時加工出來的產品的端子連接處還不是產品的形狀,正常的處理是產品從注塑模里取出后再手動沖壓切斷。這里,為節省人員及設備,我們這里采用了一種新的結構,在注塑模里注塑的過程中同時把端子切斷,注塑完成后取出的產品就為最終產品。下面,我們詳細介紹此種結構。
在端子切斷時間節點上,為保證尺寸和切斷斷面質量的前提下,我們選擇在滑塊?輥?輱?訛把端子緊緊壓住的狀態下切斷。在上面的基礎上我們追加了端子切斷結構,在滑塊?輥?輱?訛內部,追加了一把鋒利的切刃?輥?輯?訛,由于需要切的是金屬,為保證切刃的壽命與效果,材質采用冷沖模用材料SKH51,切刃頭部設計成與端子成10°的夾角。切刃的另一側為下模模芯,由于考慮到量產過程中需要更換,所以分了一個鑲塊,采用與切刃同樣的材質。模具合模后,用楔緊塊③推動切刃前進,因為需要切刃在需要時前進,采用氣缸推動推桿①帶動楔緊塊運動。開模狀態時,推桿①往后退,楔緊塊在彈簧④的彈簧力帶動下處于后退狀態,此時切刃?輥?輯?訛在彈簧?輥?輰?訛的彈力下處于后退的自由狀態;合模后,由注塑機接一個信號通知氣缸動作往前推,推動連桿①往前帶動③和?輥?輯?訛往前切斷多余的端子。量產過程中,由于楔緊塊③受端子切斷的抵抗力,在摩擦過程中易磨損,故追加了一個定位框②,材料采用耐磨材料CARDIE,HRC58-60。
切斷后的端子廢料處理需要在模芯墊板與下模板做避讓孔,同時在下模墊板上加工一個橫槽,外加一個廢料收集框,當廢料掉在下模墊板上時,采用吹氣方式把廢料吹出到廢料收集框里。
4 試作結果與總結
模具初次試作時,發生了切刃動作不良現象發生,經分析,未切刃?輥?輯?訛與滑塊?輥?輱?訛在注塑機的高壓下變形,不能滑動。解決辦法:拆卸滑塊調整間隙調整,再次試作,滑動無不良發生。
試作后檢測產品發現產品的端子切斷部分有附著銀粉,仔細分析得出有兩個原因:
①人工放入端子時偏位造成合模時端子擠傷。
②端子切斷時材料擦傷。
解決辦法:
①手動調整端子放入時的間隙,加強拋光,避免產生擦傷。
②切刃刀口修正,修正鑲塊刃口鋒利度,減少毛刺的發生。
③外接吹氣裝置,模具打開時對相應部位進行瞬間吹氣。
再次試作,因銀粉附著的不良品大大減少。
對于尺寸要求高的接片產品,需事先從影響產品的各個環節去考慮,不僅需從設計考慮穩定的結構,從加工上去提高精度,還需結合沖壓注塑工程去綜合考慮。此模具結構的特色為把塑料模與沖壓模結合在一起,在人力成本不斷上升的今天,更需要我們不斷創新去適應競爭激烈的市場。
參考文獻:
[1]澤畠孝成.実用プレス成形技術[M].東京:日刊工業新聞[1]社,1991:64-69.
[2]青葉堯.射出成形金型設計·製造[M].東京:日刊工業新聞[1]社,2008:47-68.
[3]京利工業金型技術グループ:知りたいプレス金型[M].東[1]京:ジャパンマシニスト社,1991:23-37.
