
礦井提升絞車主軸更換工藝
2017-05-30 23:23:20曹曉朋楊旭王斌
科技尚品 2017年2期
關鍵詞:施工
曹曉朋 楊旭 王斌

摘 要:重點介紹礦山主提升機主軸的更換方法,總結主軸更換的質量控制重點、施工工藝,為工程的優化施工總結了經驗,在同類型施工過程中具有借鑒推廣價值。
關鍵詞:礦井提升機;主軸更換
1 前言
小康礦需更換提升絞車的主軸。該絞車新軸重11.32T、長4958mm。原絞車主軸11T、長4958mm。絞車電機定子重26.9T,轉子重25.8T,滾筒半部重14.9T。
2 主要施工步驟及施工方法
2.1 施工前期準備
(1)電機定子兩側焊接滑道及限位塊,便于施工后恢復。
(2)使用棉布蘸柴油對新軸表面進行清洗,核對主軸裝配尺寸。
(3)對電機定子外殼、電氣接線、滑環及閘樁進行拆除。
(4)檢查電機定子、轉子之間的氣隙,做好記,便于施工恢復。
(5)對絞車電源停電閉鎖,并懸掛停電牌。
2.2 施工的主要步驟
電機定子拆除→電機轉子拆除→滾筒上半部拆除→主軸拆除→軸承拆除→軸承恢復安裝→新軸安裝就位→滾筒安裝→電機轉子安裝→電機定子安裝→其他附件恢復作業→試運轉
2.3 主要施工方法
2.3.1 電機定子拆除
對電機定子、轉子繞組進行放電,加短路接地線。拆除定子地腳螺栓,確定定子與其他構件無連接后拆除。將4根5m長Ф24mm鋼絲繩扣掛在廠房天車大鉤上,鋼絲繩扣兩端分別與電機定子4個起吊環連接,形成8繩受力。上提天車鉤頭使鋼絲繩略受力后停車,檢查鋼絲繩扣受力情況,各繩扣受力應均勻一致。在電機端,將兩臺5T手拉葫蘆分別掛在電機定子兩側的牽引環上,手拉葫蘆的鉤頭掛在固定的起重環上,使手拉葫蘆鏈略受力。點動上提大鉤,使懸吊定子的鋼絲繩受力緩慢增加,當定子出現輕微晃動時停止起吊。測量定子底座的離地間隙及轉子與定子的間隙,定子的離地間隙必須小于電機規定的氣隙。定子離地且與轉子無刮碰,操作兩臺5T手拉葫蘆,將定子牽離轉子,同時指揮天車向遠離轉子方向移動。當定子整體被牽離轉子后停至。利用天車對定子進行吊運,操作天車,將定子落在支架上。
2.3.2 電機轉子拆除
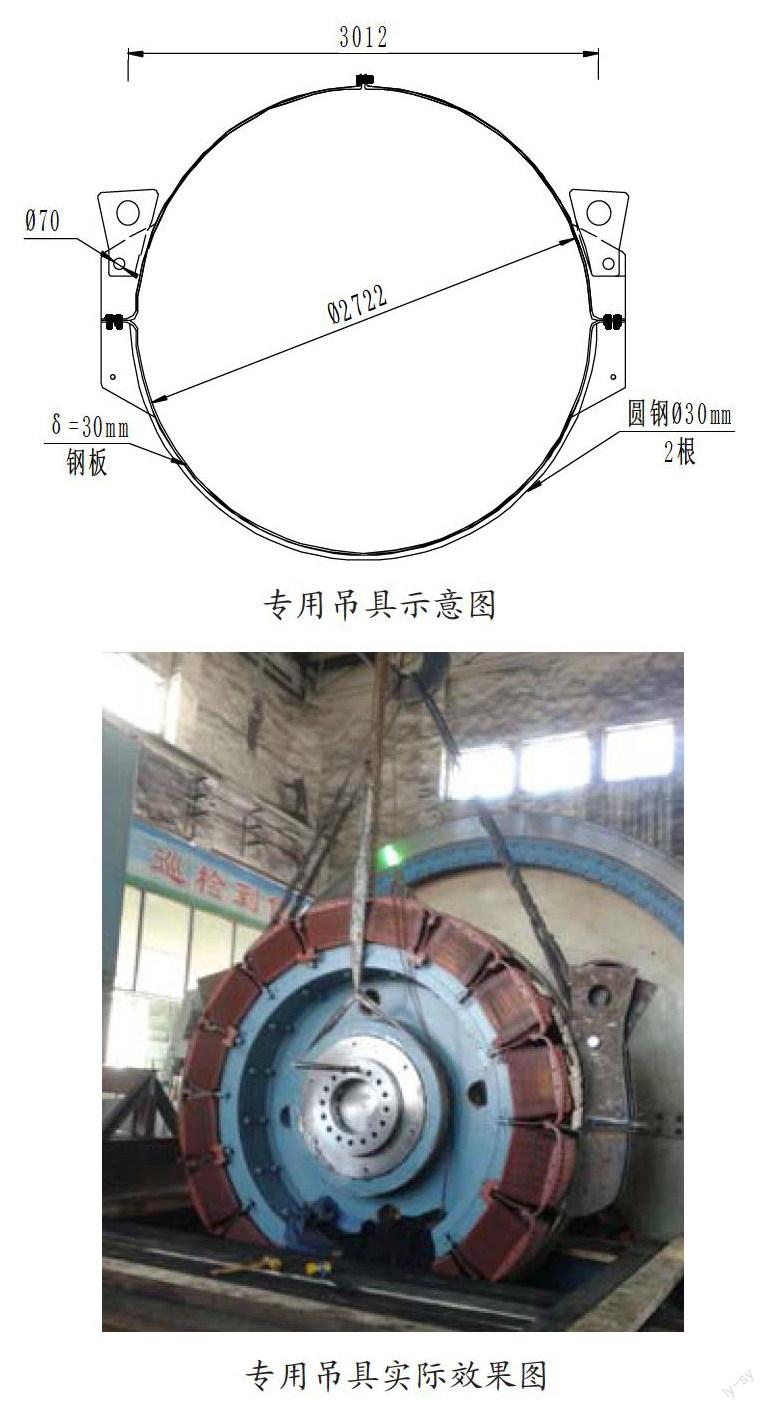
轉子的拆除和安裝為施工中質量控制點。轉子自重25.8T,根據轉子的重量、尺寸、結構特點及現場施工條件,加工專用吊裝工具(如下圖)。專用吊裝工具簡圖及現場實際效果圖如下。專用吊裝工具安裝時,需在卡具與轉子之間均勻鋪設5mm薄木板,防止吊裝工具損傷轉子。
專用吊裝工具安裝完畢后,點動上提天車使鋼絲繩略受力。轉子與主軸分離使用液壓裝置。施工壓力根據設備說明書、現場溫度、使用年限取值,拆除需3塊壓力表,壓力表量程不小于120MPa。實際施工中壓力約為105MPa。接通打壓裝置后,3臺打壓裝置同步工作,待達到95MPa后保壓,若轉子無松動,繼續升壓,每次升壓1~2MPa,升壓后保壓不少于20分鐘。待轉子與主軸脫離后,將轉子移出主軸,放置在電機基礎坑內,完成轉子拆除。
2.3.3 滾筒及主軸拆除
滾筒拆除使用平衡梁,可以在確保施工安全的前提下,提高施工效率。將平衡梁掛至大鉤上,平衡梁兩端吊點掛2根Φ24mm鋼絲繩扣,將鋼絲繩扣下垂至滾筒內橫梁上并與其連接。點動提升32T天車鉤頭,將滾筒上部分緩慢吊起,移動天車將滾筒放置在預先擺放好的道木上。滾筒拆除完畢后,拆除主軸,將天車大鉤停在主軸上方,利用一根6m、Φ24mm鋼絲繩繩扣捆綁在主軸的法蘭盤外側,將天車鉤頭與鋼絲繩扣連接在一起;另用一根較短的Φ24mm鋼絲繩扣在天車大鉤上掛一臺10T手拉葫蘆,手拉葫蘆的鉤頭通過一根Φ24mm鋼絲繩扣與主軸的另一端連接在一起,在鋼絲繩與主軸的接觸面用皮帶做保護。點動上提大鉤試吊,確認安全后繼續起吊。觀察主軸兩端若有一端已被吊起時,停止起吊,操作10T手拉葫蘆,調整主軸使主軸保持水平。繼續起吊,待主軸的下面高過軸承座的最高點時,水平移動天車將主軸放置在擺好的道木垛上。
2.3.4 軸承拆除
軸承的拆除為施工中的技術要點。主軸上共有2套軸承型號分別為:SKF231/500 CAK/W33、SKF231/630 CAK/W33。將軸放置平穩后,利用軸承廠家專用工具拆除軸承。首先拆除SKF231/500 CAK/W33,軸承拆卸需2套打壓裝置,每臺壓力值約為1MPa,當壓力到達0.8MPa軸承無松動后,保壓20分鐘,若無松動繼續升壓,每升壓0.1MPa后保壓10分鐘。待軸承松動后使用銅棒均勻敲擊軸承四周使軸承脫離主軸。SKF231/630 CAK/W33拆除方法同SKF231/500 CAK/W33。待軸承完全松動后采用吊裝帶吊裝軸承,拆除的軸承使用柴油清理。
2.4 安裝恢復
2.4.1 軸承恢復安裝
將SKF231/500 CAK/W33軸承內側的密封圈和端蓋套在新軸上,安裝軸承端蓋對稱均勻擰緊端蓋螺栓,擰緊后在軸承軸向移動前方設1臺百分表用于監測軸承移動。連接打壓裝置,2臺打壓裝置同時緩慢升壓,同時觀察百分表的讀數,待百分表監測軸承已發生移動,緩慢升壓,直至軸承移動到設計安裝位置。SKF231/630 CAK/W33軸承安裝方法與SKF231/500 CAK/W33基本相同,必須采用百分表進行監測,3臺打壓裝置同步緩慢升壓,當百分表監測軸承移動后,再次擰緊固定環上的M12螺栓確保液壓環緊貼軸承保持軸承內壓力,按此循環將軸承安裝至設計位子。軸承安裝就位后需保壓1小時。軸承安裝完畢后安裝主軸,新軸安裝完畢后,復核軸水平度,要求軸的水平度不超過0.1/1000。
2.4.2 滾筒安裝
滾筒安裝前需對各接合面進行打磨清洗,接合面要光潔、無污跡,打磨完畢后再使用酒精進行擦拭。各接合面均按此方法處理。利用平衡梁吊運滾筒,對正滾筒與主軸法蘭的螺栓孔,穿入高強螺栓并緊固。
高強螺栓緊固時,使用力矩扳手且必須分為初擰和終擰。為提高施工效率使用扭矩倍增器。高強螺栓初擰扭矩建議約為終擰扭矩的75%,螺栓的初擰順序為從剛度大的地方向不受約束的自由端順序進行,或者從螺栓中心群向四周方向進行。
2.4.3 電機轉子及定子安裝
按拆除方法將電機轉子套至主軸后,使用16根8.8級M36×150mm螺栓固定端蓋,并均勻、對稱緊固螺栓,螺栓扭矩按2500NM緊固,使端蓋壓緊轉子,利用液壓工具打壓安裝。打壓前在主軸上對稱安裝2臺百分表監測轉子的軸向移動,3臺打壓裝置同步緩慢升壓,同時觀察百分表的指針,當發現百分表讀數變化時,嚴格監測轉子的軸向移動距離,待轉子到達設計位置后停止升壓。轉子就位后打壓的液壓裝置不可以撤離,至少要保壓2小時,保壓3小時以上為最佳。轉子就位后,按順序安裝轉子的隔離環、密封圈、端蓋及螺栓。電機定子安裝方法基本同轉子施工方法,定子安裝完畢后復測電機定子與轉子之間的氣隙,并做好記錄。
2.4.4 其他附件恢復
將滑環、閘樁、電器等其他設備恢復。試運行前使用酒精擦拭閘盤。
3 施工的經驗總結
(1)電機定子水平方向的牽引可以利用廠房內已有的建筑屋主梁,減少暫設的工程量,提高施工效率。
(2)電機是設備的核心部件,吊運時必須確保其安全。電機轉子吊裝時采用如本次施工中的專用吊裝工具,可以確保轉子與吊裝工具均勻接觸,使轉子均勻受力,確保轉子在起吊時保持平衡,防止起吊過程中起吊工具對轉子繞組的損傷。電機轉子、定子重量大、設備昂貴吊裝時盡量減少其吊裝量,如本次施工中利用電機基礎坑放置轉子,減少起吊工程量及占用的空間,防止其他構件起吊時誤傷轉子且安全可靠。
(3)采用預制的平衡梁懸吊滾筒,可以合理分配各吊點的載荷、保持滾筒懸吊平穩及有效保護滾筒不受鋼絲繩擠壓,確保設備及施工的安全。
(4)軸承的拆除和安裝為本次施工中的技術難點,應根據軸承的型號及說明書,查找軸承的徑向及軸向的壓力值范圍,結合施工現場的溫度、現場軸承實際情況,確定軸承徑向及軸向的壓力值。升壓必須緩慢防止壓力過高損傷軸承。
(5)設備上拆除的螺栓數量多、規格多,施工時按使用位置分別存放,便于保管和施工恢復。施工中的高強螺栓必須分別進行初擰和終擰。高強螺栓緊固完畢后,設備試運行8小時后,使用扭矩扳手逐個進行檢查。
5 結語
該施工方法的應用實施,優化了施工程序,解決了轉子及軸承分離的技術難點,在實際應用中縮短了施工工期,將國外專家認可的11天施工工期縮短為4天,節約了人力、物力、財力,增加經濟效益。在礦山行業、水泥行業及冶金行業有廣泛的推廣價值。
參考文獻
[1]煤礦安裝工程質量檢驗評定標準MT5010-95[M].煤炭工業出版社,2009.
[2]煤礦安全規程[M].煤炭工業出版社,2011.
(作者單位:鐵法煤業集團礦建分公司)
猜你喜歡
建材發展導向(2022年18期)2022-09-22 07:13:20
建材發展導向(2022年12期)2022-08-19 02:33:10
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年22期)2022-01-18 06:12:46
建材發展導向(2021年19期)2021-12-06 03:20:50
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年12期)2021-07-22 08:06:58
建材發展導向(2021年9期)2021-07-16 07:11:36
上海建材(2017年4期)2017-10-16 01:33:34
中國房地產業(2016年2期)2016-03-01 01:25:48
