雙聯齒輪熱擠壓成形工藝數值模擬
2017-06-01 12:31:12王成國中國電子科技集團公司第三十八研究所
鍛造與沖壓 2017年3期
文/王成國·中國電子科技集團公司第三十八研究所
雙聯齒輪熱擠壓成形工藝數值模擬
文/王成國·中國電子科技集團公司第三十八研究所
雙聯齒輪是當今重要的傳動零件,在汽車等領域都有著廣泛的應用。當前雙聯齒輪的生產以機械加工方法為主,存在生產效率低、材料利用率低及生產能耗大等缺陷,遠遠不能滿足工業發展的需求。本文采用熱擠壓工藝成形雙聯齒輪坯,并借助DEFORM-3D軟件對雙聯齒輪熱擠壓成形進行數值模擬,分析主要工藝參數對成形結果的影響,研究結果為雙聯齒輪坯的實際生產提供了理論支持。
變速箱雙聯齒輪是汽車工業中常用的關鍵零件之一。由于雙聯齒輪結構的特殊性,其精密成形制造是十分困難的。雙聯齒輪的傳統生產方法有機械加工、大小齒輪分別加工后用電子束焊接成一體,但都存在工序長、成本高的問題。為了滿足當今社會的節能減排、綠色制造的環保要求,采用高質量、高效率、低成本、低能耗的凈成形或近凈成形工藝來進行生產制造尤為重要。熱擠壓成形工藝屬于少無切削的金屬塑性加工工藝,具有材料利用率高、生產效率高、產品質量好和生產成本低等一系列優點,在很大程度上能夠滿足技術、經濟和社會上的要求。閉式模鍛工藝齒形填充效果較差,易產生折疊或充不滿等缺陷;而擠壓成形工藝齒形填充良好,是雙聯齒輪精鍛成形的優選方案。本文結合數值模擬技術,分析雙聯齒輪坯熱擠壓成形變形規律,并探討熱擠壓工藝參數對成形結果的影響,為雙聯齒輪的生產提供理論依據。
工藝方案分析
圖1所示為雙聯齒輪的零件圖,該零件由大端和小端組成,中間是直徑為40mm的通孔。根據零件形狀確定雙聯齒輪成形工藝流程為:下料→熱擠壓→沖孔→滾齒→精加工,其鍛件三維圖如圖2所示。齒面加工余量為0.6mm,齒頂和齒根加工余量均為1mm,其余部分加工余量視情況而定。根據體積不變的原則,考慮到熱擠壓成形后零件表面的氧化,確定選用φ59mm×115mm 的棒料作為初始坯料。

圖1 雙聯齒輪零件圖
該鍛件兩端帶凸緣,中間為空心,屬于杯筒類鍛件,根據零件特點,采用正反復合擠壓成形工藝,先成形小端后成形大端的方式,熱擠壓示意圖如圖3所示。為節省計算時間、方便觀察實際充填情況,模擬選用1/2模型。雙聯齒輪坯材料為20CrMnTi,選擇對應于DEFORM-3D材料庫中的AISI-5120材料。考慮到材料鍛造溫度以及坯料氧化,坯料初始溫度為820℃,擠壓前對模具進行預熱至300℃,摩擦系數為0.3,凸模擠壓速度均為10mm/s。
圖2 雙聯齒輪坯鍛件圖

圖3 熱擠壓示意圖
成形結果分析
速度場分析
圖4所示為雙聯齒輪坯鍛件各階段速度場分布圖。在壓下量較小時,小端金屬在凸模作用下向齒腔四周流動,出現典型的鼓狀形狀,與此同時,坯料整體具有向下做剛性平移的趨勢;在壓下量達到70%時,材料在凸模作用下發生反擠,并與凸模端面接觸,發生反鐓變形,開始成形小端形狀輪廓;隨著變形的進行,大端部分金屬流動規律與小端類似,同時小端難填充部位得到進一步成形。在成形終了時,大端靠近內表面產生金屬流動紊亂分層現象,具有形成折疊缺陷的趨勢,但內孔處后續需進行機械加工,輕微折疊缺陷并不影響零件使用。
圖5所示為小端凸模成形各階段載荷變化曲線,根據擠壓過程金屬變形特點,可以將載荷變化曲線分為4個階段。第一階段,凸模壓入坯料,坯料發生反擠變形向上做剛性平移,凸模載荷呈現平穩增大;第二階段,發生反擠的坯料向上流動直至與小端凸模表面接觸,材料在凸模作用下被反向鐓粗,凸模載荷急劇升高后平穩增加;第三階段,隨著擠壓與反鐓變形的進行,小端部分鍛件輪廓更加完整,成形載荷進一步增加,并出現小范圍內抖動,主要是對小端難填充部位進行成形;第四階段,在大端填充終了時,在小端凸模與大端凸模共同作用下,對整個零件難填充部位進行填充,成形載荷急劇上升。
等效應變分析
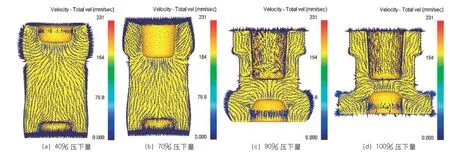
圖4 雙聯齒輪坯速度場分布圖
圖6所示為雙聯齒輪坯鍛件等效應變分布圖。由圖可知,雙聯齒輪坯在成形過程中整體變形較為均勻,最大應變主要集中在鍛件的內表面處。隨著小端凸模壓下量的增加,坯料發生擠壓鐓粗復合變形,金屬材料在凸模作用下由中心向齒腔位置流動,從而導致齒輪坯內表面的等效應變較大。當壓下量達到90%的時候,下部的大端凸模開始向上運動,從而齒輪坯大端內表面也開始發生變形,同時小端坯料開始接觸齒腔,隨著變形的繼續,齒形邊緣處開始充填成形,該處應變大于成形表面。當壓下量達到100%的時候,齒腔充填結束,齒輪內表面邊緣應變增加,此處發生變形,直至充填結束。
圖5 小端凸模載荷變化曲線
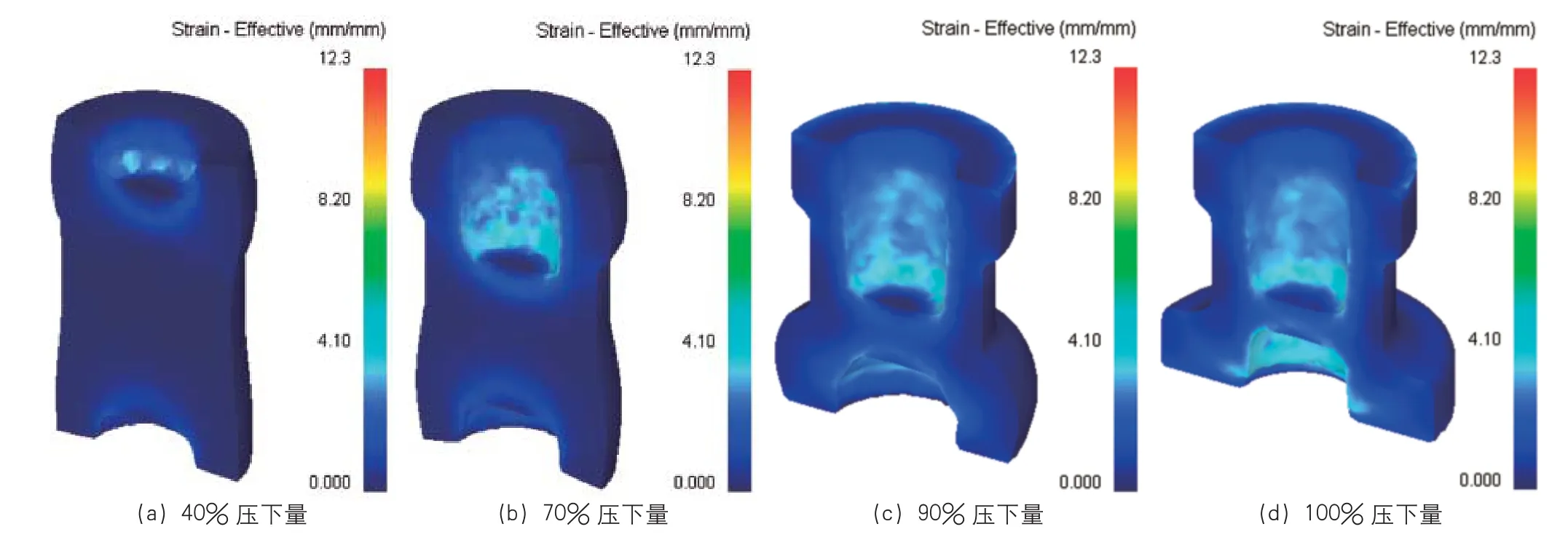
圖6 雙聯齒輪坯等效應變圖
鍛件溫度分析
圖7所示為雙聯齒輪坯鍛件最終的溫度分布圖。溫度高會影響模具的壽命,還會降低鍛件的質量,要盡量控制鍛件溫度在1000℃以下,防止發生氧化等一系列缺陷。由圖可知,鍛件最高溫度為945℃,最低溫度為843℃,在該材料鍛造溫度范圍內。由于變形熱與摩擦熱的共同作用,導致成形終了時鍛件溫度出現不同程度的升高,而大端處是鍛件最后壓填的部位,受變形熱及摩擦產熱影響較大,該處溫度急劇升高。鍛件外表面由于長時間與模具接觸,溫度低于內部。
工藝參數對鍛件成形的影響
凸模圓角的影響
凸模頂部的過渡圓角(如圖8所示)對鍛件成形載荷等有一定的影響。過小的圓角(甚至尖角)容易引起應力集中,從而會使齒輪坯內表面刮傷,甚至會產生裂紋,增大鍛件的成形載荷。而圓角較大可以使金屬材料較為順暢的流動成形,從而對減少成形載荷和避免一些缺陷有一定的作用,但圓角半徑太大容易引起金屬材料的浪費等。如圖9所示為圓角大小對成形載荷噸位的影響規律圖。由圖可知,在大端凸模圓角半徑為7mm時,凸模成形載荷最小。圓角增大降低了金屬流動阻力,繼續增大凸模圓角并不能降低模具載荷,僅使金屬填充型腔提前。
坯料定位距離的影響
坯料定位距離是指坯料在小端齒腔處留有的高度,如圖10所示。原則上是按體積分配的原則來進行計算分配的,即按照小端齒輪坯的體積相應的來計算出小端方向坯料的高度。在實際生產中坯料定位距離的微小變化可能對成形結果造成較大影響。

圖7 雙聯齒輪坯最終溫度分布圖
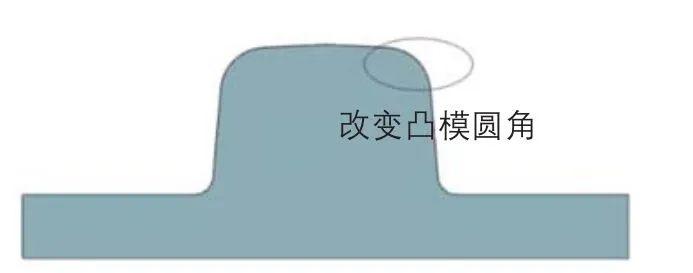
圖8 大端凸模圓角

圖9 凸模圓角對成形載荷噸位的影響
圖11所示為坯料定位距離對鍛件成形載荷的影響。由圖可見,定位距離為45mm和50mm的成形載荷較為接近,但定位距離為50mm的坯料充填較快。而定位距離為40mm時,凸模最大載荷約為1000t,這是由于小端齒腔分配不合理,當小端凸模運動到指定位置時,其小端齒腔遠遠沒有充填完整,需要大端金屬對小端進行補料,但由于摩擦力和拐角等影響,成形難度較大,其凸模載荷會急劇上升。坯料定位距離不同對鍛件成形載荷噸位有著不同的影響,在實際生產中應選擇合適的坯料定位距離,以避免成形缺陷的產生。
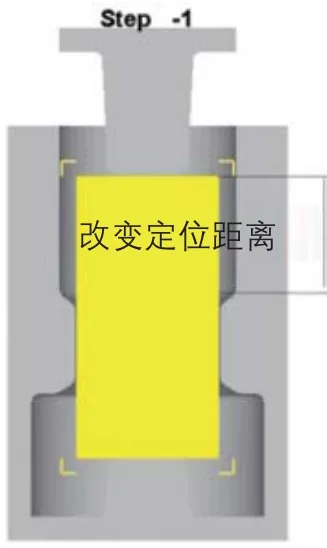
圖10 坯料定位距離
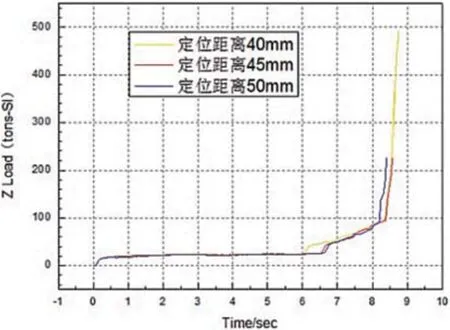
圖11 坯料定位距離對成形載荷的影響
結論
⑴模擬結果表明,采用雙凸模對帶孔雙聯齒輪進行熱擠壓成形,可以得到無明顯缺陷,成形載荷滿足要求的鍛件,可以利用零件速度場分布對成形缺陷進行預測;
⑵凸模圓角過小,會導致成形載荷急劇增大,凸模圓角過大并不能顯著降低載荷,且會造成材料的浪費,應合理控制凸模圓角的大小;
⑶坯料定位距離對成形結果具有重要影響,坯料定位距離不合理會大大增大零件成形載荷。
