一種產品的計數包裝控制系統設計方案
2017-06-03 22:31:13陳錦燕林開生
科學與財富 2017年15期
關鍵詞:控制
陳錦燕+林開生


(1. 福建閩東新科技工業有限公司 2.漳州職業技術學院)
摘要:介紹一種產品計數包裝控制系統設計方案,包括設計方案、硬件電路和控制軟件等三個部分。
關鍵詞:計數 包裝 控制
前 言
在自動化流水線上,經常會遇到產品的計數包裝問題。對傳輸帶上的產品進行計數,當計數達到規定數量時,啟動特定設備對紙箱進行包裝,從而實現產品計數與包裝過程的自動化,上述過程的實現,既可以采用傳統電氣控制,也可以采用計算機控制,前者,控制系統體積龐大、故障率高、調整困難,無法實現智能化、柔性化控制,計算機控制可以很好地解決這些問題,本文提出一種產品計數包裝的計算機控制解決方案,對于機電一體化技術在生產過程自動化領域具有很好的應用價值。
1.設計方案
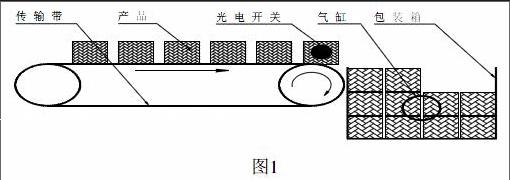
一般來說,計數包裝生產線包括計數系統和包裝系統兩大部分,計數系統包括產品的傳輸、檢測、計數與顯示等裝置;包裝系統包括包裝箱的推出機構和打包裝置。本方案傳輸裝置由驅動輪、導向輪、驅動電機、減速器和傳輸帶等主要元件組成,檢測裝置用于計數,選用光電開關或霍爾開關,通過接口電路與計算機相連,計數與顯示為計算機系統的一部分,包裝箱推出機構采用氣缸頂出機構,打包裝置由打包機專門完成,圖1所示為產品計數包裝示意圖,其計數包裝過程描述如下:
當用戶按啟動鍵時,驅動電機轉動,傳輸帶上的產品前行,安裝在傳送帶前端的光電開關對產品進行檢測,計數脈沖經計算機接口被送給計算機系統,計算機系統將計數值在數碼管上顯示出來,當計數滿一定數值(如12件)時,驅動電機停止,啟動打包機構,同時數碼管清零,經一定時間(如4秒)延時后氣缸頂出機構推出包裝箱,再經一定時間(如2秒)后氣缸回退空箱落下,再次啟動電機轉動···,如此循環,實現產品的自動計數與包裝。
由此可見,產品計數包裝所需電氣元件如下:
(1)一臺驅動電機(用于驅動傳輸帶),一個接觸器(用于控制驅動電機)。
(2)一個光電開關或霍爾開關(用于計數)。
(3)一個電磁閥(用于控制氣缸)。
2.硬件電路
由上述分析可知,本方案計算機控制系統必須設計如下功能電路:
(1)能夠控制不少于兩個繼電器的繼電器接口電路。
(2)能夠進行計數和顯示的顯示電路。
(3)能夠進行啟停操作的控制面板。
為此,設計出如圖2所示電路,該電路鍵盤接口、光電開關接口和數碼顯示接口采用一片8279,使電路結構大為簡化,也便于系統擴充,其中光電開關和數碼顯示接口分別用于產品計數和顯示。
(1)產品計數原理
在圖2所示電路中,光電開關外接一個繼電器,并用其常開觸點接到鍵盤電路K11鍵位置,也就是說,通過1件產品,相當于用戶按1次K11鍵,這是一種有觸點的計數輸入電路。當然,也可以用另外一種計數輸入電路,它是一種無觸點計數輸入電路,只要將圖2所示電路相關部分略作改進即可,具體做法是,將光電開關“white”引腳與光電耦合器TLP521輸入端相連,然后將TLP521輸出端兩個引腳分別與鍵盤電路RL3和SL1相連,這種計數輸入方案也適用于霍爾開頭等類型開關元件。
(2)繼電器用途
在圖2所示電路中,L0控制驅動電機用接觸器,L1控制氣缸用電磁閥,L2控制打包機構,其它繼電器備用。
3.控制軟件設計
本方案控制軟件包括主程序、鍵盤中斷處理程序和氣缸控制處理程序等三個部分,其流程圖如圖3所示,控制程序所用變量及標志如表1所示,下面就這三個部分分別給予說明,
(1)主程序,如圖3(a)所示,本方案主程序只需根據圖2所示硬件電路對8051、8279進行初始化,將表1定義的所有變量和標志清零,關閉所有繼電器。
(2)鍵盤處理程序,如圖3(b)所示,這部分實際上是一個INT0中斷處理程序,本方案鍵盤定義三個鍵,其中兩個為用戶操作用功能鍵,一個為產品計數鍵。
K0為啟動鍵,當用戶按K0鍵時,關閉L1、L2、置標志flag=1,啟動L0電機轉動傳輸帶帶動產品前行;K1為暫停鍵,當用戶按K1鍵時,對L0進行暫停處理;K11為計數鍵,當產品前行經過光電開關時,使得光電開關用繼電器吸合,其常開觸點閉合,相當于用戶按K11鍵,此時,首先判斷計數值(pnt1,pnt0)是否等于計數值(1,1),如果是,說明計數滿(12件),接通L2啟動打包機構,將pnt1和pnt0歸零,并啟動4秒定時處理;如果不是,對pnt0和pnt1按進位關系進行加1處理,最后根據pnt0和pnt1取段碼并顯示出來。
(3)氣缸控制處理程序,如圖3(c)所示,這部分實際上是一個T0定時中斷處理程序,本方案定時中斷處理的任務是,當計數滿(12件)時,接通L2啟動打包機構,延時一定時間(4秒)后,關閉L2,接通L1啟動電磁閥,氣缸推桿頂出包裝箱,2秒后關閉L1斷開電磁閥,氣缸回退,空箱落下,流程圖中tcflag用于控制推出定時或回退定時。
猜你喜歡
現代經濟信息(2016年19期)2016-10-20 17:15:21
商業會計(2016年13期)2016-10-20 15:43:05
中國科技博覽(2016年19期)2016-10-19 13:43:31
中國科技博覽(2016年19期)2016-10-19 12:09:22
中國科技博覽(2016年18期)2016-10-19 08:58:33
中國科技博覽(2016年18期)2016-10-19 08:43:03
科技視界(2016年21期)2016-10-17 17:06:18
商(2016年27期)2016-10-17 05:41:05
科學與財富(2016年28期)2016-10-14 20:57:11
大眾理財顧問(2016年9期)2016-10-11 17:10:17
