水下濕法焊接裂紋敏感性試驗(yàn)
2017-06-05 14:14:16黃江中王金生
電焊機(jī) 2017年5期
彭 偉,黃江中,王 超,郭 鋼,王金生
(海洋石油工程股份有限公司,天津300452)
水下濕法焊接裂紋敏感性試驗(yàn)
彭 偉,黃江中,王 超,郭 鋼,王金生
(海洋石油工程股份有限公司,天津300452)
潛水焊工在水深2m的水池里,使用水下專用焊條進(jìn)行EH36和16Mn試板濕法焊接試驗(yàn)。依據(jù)GB 4675.1-1984斜Y型坡口焊接裂紋實(shí)驗(yàn)方法,評價(jià)水下濕法焊接接頭的冷裂紋敏感性。小鐵研實(shí)驗(yàn)表明,水下濕法焊接接頭的抗裂性很差,裂紋率基本為100%。裂紋是從根部產(chǎn)生,沿著熔合線向焊縫表面或者焊縫表面熔合線區(qū)域擴(kuò)展。同時(shí)提出了水下濕法焊接冷裂紋防止的一些建議。
DH36;16Mn;水下濕法焊接;裂紋敏感性
0 前言
水下焊接技術(shù)從最初作為一種鋼制船體容器的修復(fù)方法,已逐步發(fā)展為一種用于工程結(jié)構(gòu)建造和修復(fù)的方法,包括海洋結(jié)構(gòu)、海底管道、水下港口設(shè)施和核工業(yè)裝置構(gòu)件的修復(fù)和改建[1]。在眾多的水下焊接方法中,濕法焊條電弧焊以其設(shè)備簡單、可操作性強(qiáng)、成本低廉等優(yōu)點(diǎn)在淺水結(jié)構(gòu)的維修中占據(jù)主要地位[2]。
水下焊接氫致裂紋敏感性大于陸地焊接,這是因?yàn)樗畬ぜ膹?qiáng)烈冷卻作用導(dǎo)致低碳鋼的焊接熱影響區(qū)會(huì)發(fā)生相變而產(chǎn)生馬氏體。當(dāng)鋼中碳當(dāng)量超過0.4%時(shí),熱影響區(qū)的維氏硬度可超過400 HV,同時(shí)水下焊接過程中氫含量很高,在焊接熱應(yīng)力和相變應(yīng)力的作用下容易引起氫致裂紋的產(chǎn)生。因此,冷裂紋為水下濕法接頭的最主要問題之一,對水下濕法焊接接頭進(jìn)行裂紋敏感性研究具有重要的實(shí)際意義。
依據(jù)GB4675.1-1984斜Y型坡口焊接裂紋實(shí)驗(yàn)方法[3],采用Broco公司的專用水下焊條UW-CS-1,在2 m深的水池里用SMAW焊接方法得到水下濕法焊接接頭,對水下濕法焊接接頭的冷裂紋敏感性進(jìn)行評價(jià)。
1 試驗(yàn)方法
1.1 試驗(yàn)材料及設(shè)備
試驗(yàn)用主要設(shè)備有Kemppi公司的Master 2850焊機(jī)和潛水設(shè)備及其配套系統(tǒng)、水池、空壓機(jī)、冷卻器、儲(chǔ)氣罐等。Master 2850焊接電源空載電壓不低于65 V,具有良好的焊接引弧性能和較寬的規(guī)范調(diào)節(jié)范圍,完全滿足水池濕法焊接試驗(yàn)的所有要求。
水池尺寸2 m×2.4 m×2.4 m,水質(zhì)為淡水,焊接水深2 m,焊接水溫20℃。
試驗(yàn)用母材為EH36和16Mn。EH36高強(qiáng)度船板鋼不僅對強(qiáng)度和低溫沖擊韌性有較高的要求,而且要求具有良好的焊接性能,EH36鋼化學(xué)成分和力學(xué)性能如表1所示。16Mn屬于低合金結(jié)構(gòu)鋼,它具有良好的綜合力學(xué)性能、焊接性能及低溫沖擊韌性,冷沖壓及可切削性均好,其化學(xué)成分和力學(xué)性能如表2所示。
試驗(yàn)用水下焊條為美國Broco公司生產(chǎn)的UW-CS-1(3.2 mm)水下焊條,屬于AWS E7014系列,該焊條經(jīng)過美國海軍認(rèn)證,采用自耗式焊接方式,焊接工藝性和力學(xué)性能優(yōu)良,廣泛應(yīng)用于水下結(jié)構(gòu)的焊接和修復(fù)。UW-CS-1焊條由4部分構(gòu)成,最外層為石蠟防水層,次內(nèi)層為銀亮色的致密鋁粉,中間為藥皮和焊心。

表1 EH36鋼主要化學(xué)成分和力學(xué)性能
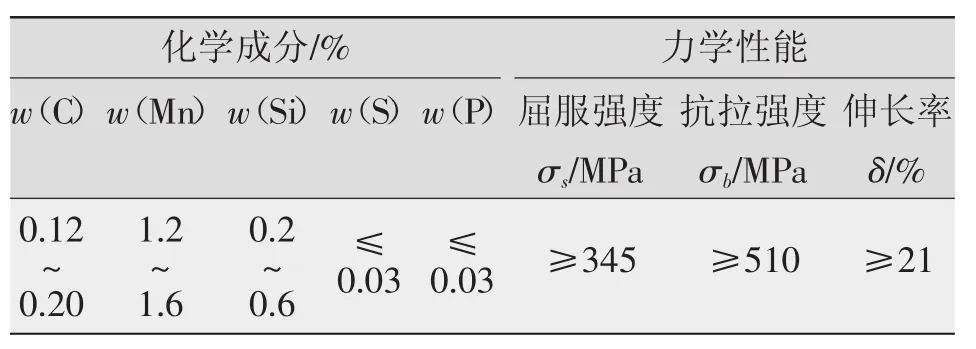
表2 16Mn鋼主要化學(xué)元素含量和力學(xué)性能
1.2 試驗(yàn)方法
根據(jù)母材和板厚的不同,共有4組實(shí)驗(yàn),分別為A、B、C、D,前三種母材為不同厚度的16Mn,后一種母材為EH36,試樣規(guī)格和數(shù)量如表3所示。
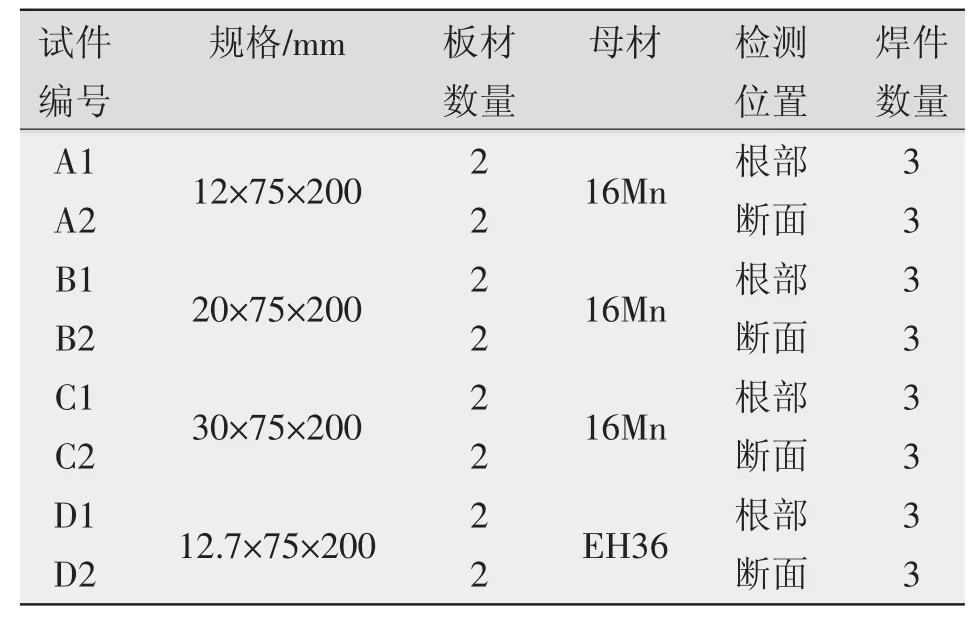
表3 試件規(guī)格及數(shù)量
1.2.1 試樣準(zhǔn)備
焊接冷裂紋傾向的測定方法很多,斜Y坡口對接裂紋實(shí)驗(yàn)法(“小鐵研式”抗裂實(shí)驗(yàn))是常用的一種方法,主要用于評定低合金結(jié)構(gòu)鋼焊縫及熱影響區(qū)的冷裂紋敏感性。試樣形狀和尺寸以及實(shí)驗(yàn)焊縫分別如圖1和圖2所示。
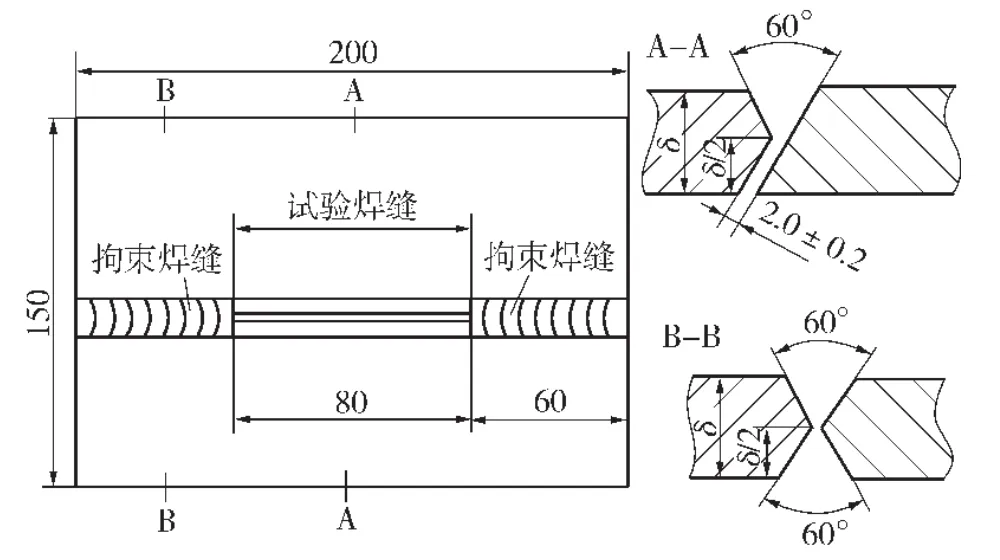
圖1 試樣形狀和尺寸

圖2 采用手工焊時(shí)的實(shí)驗(yàn)焊縫
水下濕法焊接試驗(yàn)在水池中完成,焊接水深均為2 m,水溫20℃,采用相同的焊接參數(shù),焊接規(guī)范如表4所示。
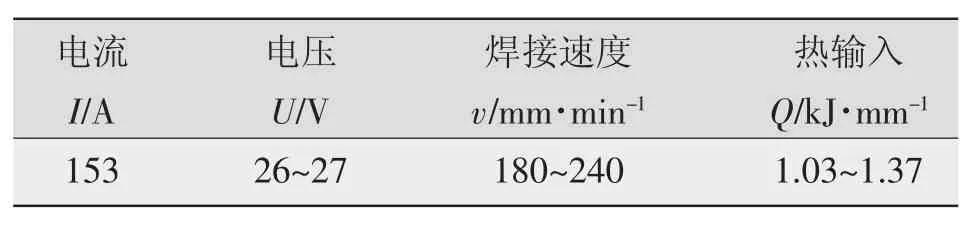
表4 水下濕法焊接工藝參數(shù)
1.2.2 裂紋率計(jì)算
裂紋率計(jì)算執(zhí)行GB4675.1-84標(biāo)準(zhǔn)。采用著色方法檢查試件的表面和斷面是否有裂紋,并分別計(jì)算出表面裂紋率、根部裂紋率和斷面裂紋率。
2 結(jié)果和討論
2.1 表面裂紋率
4組試板的表面裂紋檢查情況如圖3所示,相關(guān)數(shù)據(jù)見表5。
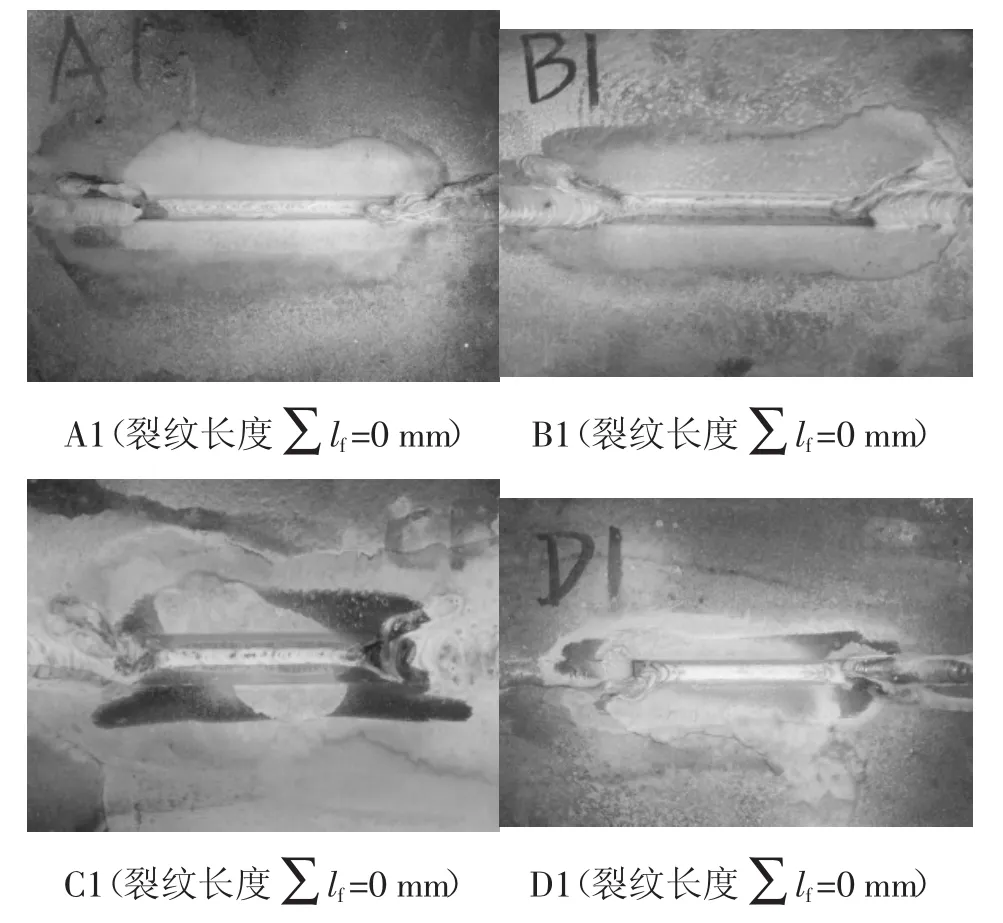
圖3 試樣表面裂紋的檢查
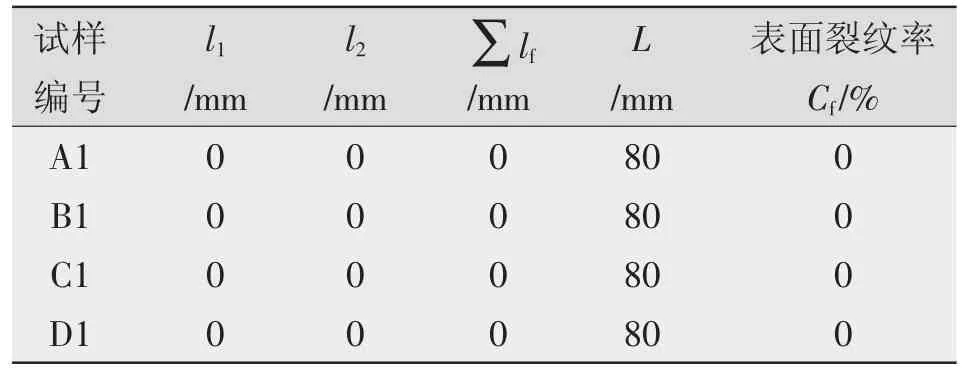
表5 表面裂紋率結(jié)果
2.2 根部裂紋率
4組試板的根部裂紋檢查情況如圖4所示,相關(guān)數(shù)據(jù)見表6。

圖4 根部裂紋
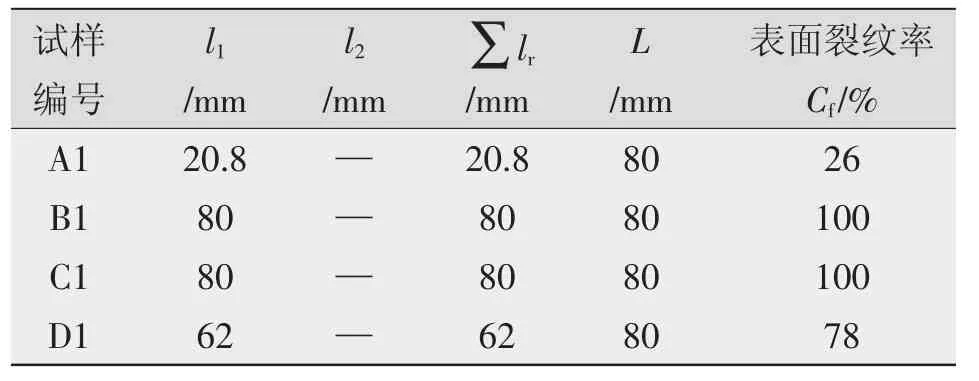
表6 根部裂紋率結(jié)果
2.3 斷面裂紋率
根據(jù)標(biāo)準(zhǔn),將拘束焊縫分為4部分,分別檢測5個(gè)斷面的裂紋率。斷面裂紋如圖5所示,結(jié)果見表7。

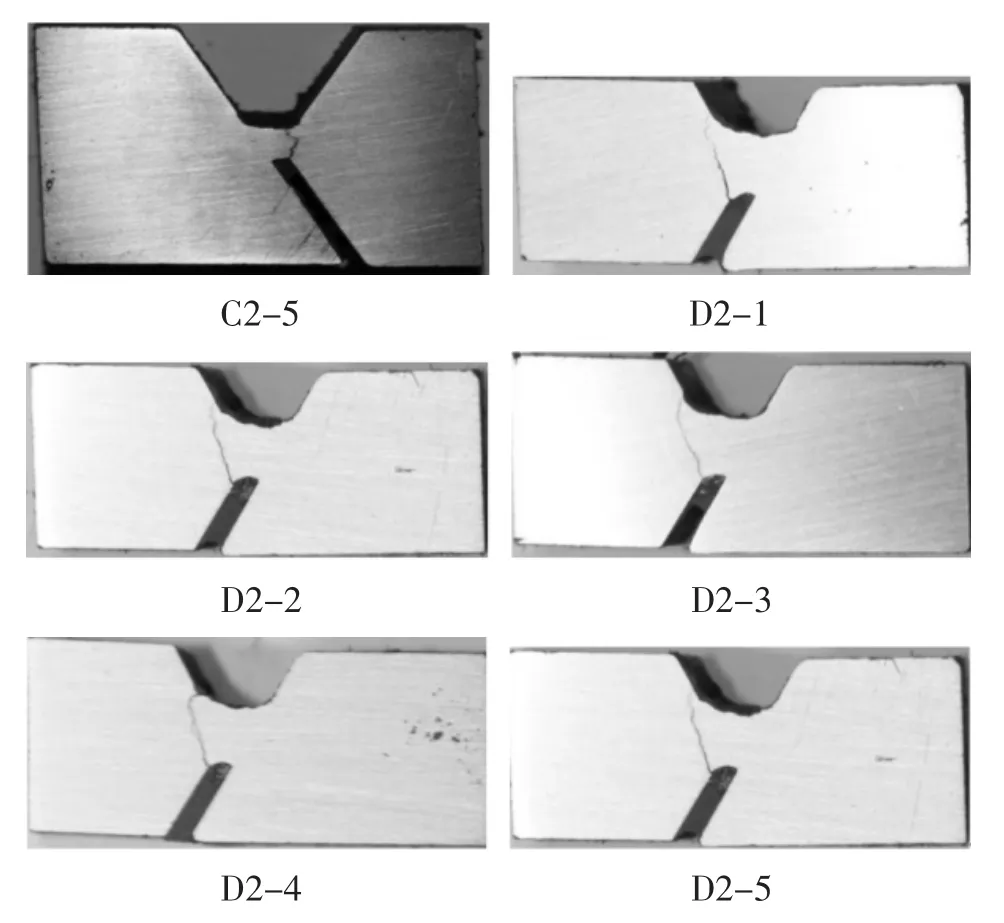
圖5 斷面裂紋
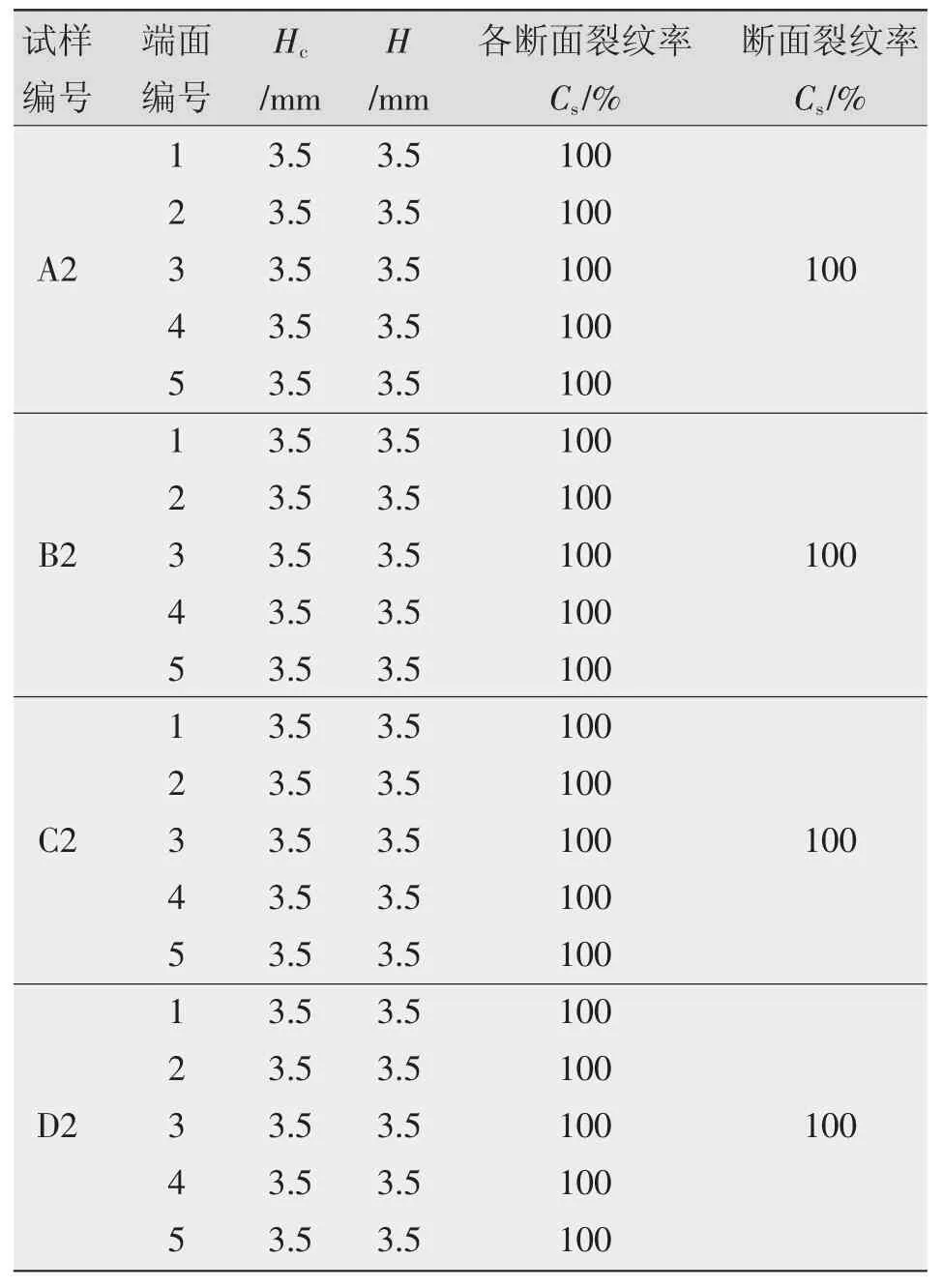
表7 斷面裂紋率結(jié)果
2.4 冷裂紋分析
焊接冷裂紋是非常危險(xiǎn)的焊接缺陷,嚴(yán)重影響焊接結(jié)構(gòu)的使用性能和安全可靠性,根據(jù)裂紋發(fā)生的位置可分為焊縫金屬裂紋和熱影響區(qū)裂紋。冷裂紋的主要特點(diǎn)是:冷裂紋在較低溫度(200℃~300℃)下形成;冷裂紋不是在焊接過程中產(chǎn)生,而是在焊后延續(xù)一定時(shí)間后才產(chǎn)生,如果鋼的焊接接頭冷卻到室溫后并在一定的時(shí)間(幾小時(shí)、幾天、甚至十幾天以后)才出現(xiàn)的冷裂紋稱為延遲裂紋;冷裂紋多在焊接熱影響區(qū)內(nèi)產(chǎn)生,如沿應(yīng)力集中的焊縫根部形成的冷裂紋稱為焊根裂紋,沿應(yīng)力集中的焊趾處形成的冷裂紋稱為焊趾裂紋,在靠近堆焊焊道的熱影響區(qū)內(nèi)形成的裂紋稱為焊道下裂紋;冷裂紋有時(shí)也在焊縫金屬內(nèi)發(fā)生,一般焊縫金屬的橫向裂紋多為冷裂紋。
冷裂紋產(chǎn)生的原因?yàn)殇摬牡拇慊饍A向,殘余應(yīng)力,焊縫金屬和熱影響區(qū)的擴(kuò)散氫含量。其中氫的作用是形成冷裂紋的重要因素,水下濕法焊接過程中,電弧將水分解產(chǎn)生空腔,水分解產(chǎn)生大量氫氣,熔池中含有大量氫,由于水下冷卻速度太快,氫在熔池凝固過程中來不及逸出,存在于焊縫和熱影響區(qū)中,同時(shí)焊縫中的氫在結(jié)晶過程中向熱影響區(qū)擴(kuò)散,氫聚集在離熔合線不遠(yuǎn)的熱影響區(qū)中。另外,水下冷卻速度極快,焊后在熱影響區(qū)形成脆硬的馬氏體組織,再加上焊后的焊接殘余應(yīng)力,在幾種因素的共同作用下,導(dǎo)致水下濕法焊接冷裂紋的產(chǎn)生。
小鐵研實(shí)驗(yàn)表明,當(dāng)母材為厚度10mm的16Mn時(shí),根部裂紋率為26%,當(dāng)厚度增至20mm和30mm時(shí),拘束度增加,其裂紋率均為100%,母材為EH36的試板根部裂紋率達(dá)到78%。4種類型試板的斷面裂紋率均為100%,斷面裂紋均從焊縫根部熔合線附近區(qū)域產(chǎn)生,其中對于10 mm、20 mm厚16Mn母材和12.7 mm厚EH36母材,冷裂紋均沿著熔合線向上擴(kuò)展,一直到焊縫表面熔合線附近區(qū)域;對于30 mm厚16Mn母材,冷裂紋產(chǎn)生后首先沿著熔合線向上擴(kuò)展,接近焊縫表面時(shí),裂紋偏離熔合線向焊縫表面擴(kuò)展,這說明板厚增加導(dǎo)致接頭拘束度增大,濕法焊接接頭的焊縫區(qū)域和熱影響區(qū)一樣成為非常薄弱的區(qū)域。
根據(jù)以上結(jié)果可知,裂紋是從根部產(chǎn)生,沿著熔合線向焊縫表面或者焊縫表面熔合線區(qū)域擴(kuò)展,說明水下濕法焊接單道打底焊縫的根部熔合線附近區(qū)域是整個(gè)焊接接頭最薄弱部位。當(dāng)然,實(shí)際應(yīng)用中根部焊縫由于受到后續(xù)焊縫的回火作用,其抗裂性能會(huì)有部分提升。
因此,實(shí)驗(yàn)證明水下濕法焊條焊接由于其抗裂性很差,目前僅適合用于海洋結(jié)構(gòu)物一些不重要的承受力很小的接頭修復(fù),對于重要結(jié)構(gòu)裂紋的修復(fù)則需開發(fā)新的濕法焊材或者使用干法焊接,局部干法因其良好的接頭性能和較低的成本,被認(rèn)為是很有前途的海洋結(jié)構(gòu)裂紋修復(fù)方法。
水下濕法焊接冷裂紋防止的建議如下:
(1)焊前預(yù)熱和焊后緩冷。不僅能改善焊接接頭的組織,降低熱影響區(qū)的硬性和脆性,還能加速焊縫中的氫向外擴(kuò)散,起到減少焊接應(yīng)力的作用。
(2)選擇合適的母材和焊接材料。可供選擇的水下焊材太有限,應(yīng)盡量選擇碳當(dāng)量和冷裂紋敏感性較低的母材。
(3)選擇合適的焊接規(guī)范。尤其是焊接速度既不能過快也不能太慢。焊接速度太快,易形成淬火組織;焊接速度太慢,會(huì)使熱影響區(qū)變寬。焊接時(shí)采用合理的裝配和焊接順序,以減少焊接殘余應(yīng)力。
(4)焊后及時(shí)進(jìn)行消除應(yīng)力熱處理和去氫處理。消除殘余應(yīng)力,使氫從焊接接頭中充分逸出。去氫處理是指焊件焊后立即在200℃~350℃的溫度下保溫2~6 h,然后緩冷,其主要目的是使焊縫金屬內(nèi)的氫的擴(kuò)散加速逸出。焊后熱處理在水下環(huán)境很難實(shí)現(xiàn),因此可以嘗試使用錘擊或者水下超聲沖擊來降低焊接殘余應(yīng)力,從而減少冷裂紋的產(chǎn)生。
3 結(jié)論
小鐵研實(shí)驗(yàn)表明,水下濕法焊接接頭的裂紋率基本為100%,水下濕法焊條焊接因其抗裂性很差,目前僅適用于海洋結(jié)構(gòu)物一些非重要的承受力很小的接頭修復(fù),對于重要結(jié)構(gòu)裂紋的修復(fù)則需開發(fā)新的濕法焊材或者使用干法焊接。
[1]America Welding Society.AWS D3.6-2010,Underwater Weld Code[S].
[2]黃江中,高文斌,趙翠華,等.DH36水下濕法焊接接頭組織和力學(xué)性能分析[J].電焊機(jī),2014,44(6):107-112.
[3]GB4675.1-1984,焊接性試驗(yàn)斜-Y型坡口焊接裂紋試驗(yàn)方法[S].
[4]陳英,許威,馬洪偉,等.水下焊接技術(shù)研究現(xiàn)狀和發(fā)展趨勢[J].焊管,2014(5):29-33.
[5]趙翠華,陳英,許威.SMAW水下濕法焊接工藝試驗(yàn)及接頭性能[J].電焊機(jī),2015,45(3):84-88.
Cracking sensitivity test of underwater wet welding
PENG Wei,HUANG Jiangzhong,WANG Chao,GUO Gang,WANG Jinsheng
(Offshore Oil Engineering Co.,Ltd.,Tianjin 300452,China)
EH36 and 16Mn test plates were wet welded using underwater special electrode by underwater welders at the pool of a depth of two meters.The cold cracking susceptibility of the resultant welding joints was studied according to GB4675.1-1984:Method of Y groove cracking test.The Y-groove cracking test shows that underwater wet welding joint crack resistance is poor and the crack rate is 100%basically.It originates from the root,and then propagates along the fusion line to the weld surface or the fusion line of the weld surface.At the same time,some suggestions are put forward to prevent the cold crack in underwater wet welding.
DH36;16Mn;underwater wet welding;crack sensitivity
TG456.5
B
1001-2303(2017)05-0124-05
10.7512/j.issn.1001-2303.2017.05.27
2017-03-19
彭 偉(1984—),男,工程師,碩士,主要從事焊接無損專業(yè)的研究工作。E-mail:pengwei@mail.cooec. com.cn。
本文參考文獻(xiàn)引用格式:彭偉,黃江中,王超,等.水下濕法焊接裂紋敏感性試驗(yàn)[J].電焊機(jī),2017,47(05):124-128.
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
