熱水器內(nèi)膽焊縫熱影響區(qū)缺陷分析
2017-06-05 14:14:16湯亨強
電焊機 2017年5期
湯亨強,吳 浩
(馬鞍山鋼鐵股份有限公司,安徽馬鞍山243000)
熱水器內(nèi)膽焊縫熱影響區(qū)缺陷分析
湯亨強,吳 浩
(馬鞍山鋼鐵股份有限公司,安徽馬鞍山243000)
對熱水器內(nèi)膽進行水壓測試時,水管環(huán)焊縫周邊開裂是導(dǎo)致產(chǎn)品不合格的主要因素,給企業(yè)帶來較大損失。以某品牌熱水器內(nèi)膽為研究對象,借助掃描電鏡、金相顯微鏡和宏觀觀察等檢測手段探討并分析出現(xiàn)水壓開裂的原因。研究表明,熱影響區(qū)在焊接前受到塑性變形,易形成應(yīng)力集中,存在摩爾形變儲存能Es,在受到焊接熱輸入時,該處晶粒易發(fā)生再結(jié)晶并逐漸長大,形成粗大晶粒,導(dǎo)致水壓測試時焊縫出現(xiàn)裂縫甚至斷裂。
熱水器內(nèi)膽;焊縫開裂;水壓測試;熱影響區(qū)
0 前言
熱水器內(nèi)膽的質(zhì)量是影響整個熱水器質(zhì)量的重要因素。目前熱水器內(nèi)膽多采用冷軋薄板加工,加工工序為:下料→沖壓→清洗→卷圓→焊接→涂搪→搪燒→水壓測試→包裝。由于容器內(nèi)部液體冷熱變化和進出水壓力非線性變化等因素的影響,熱水器內(nèi)膽長期受到高頻率變化的內(nèi)在壓力,因此對內(nèi)膽所承受的循環(huán)壓力的能力提出了更高要求[1-2]。
某熱水器廠在使用某種普通冷軋薄板生產(chǎn)熱水器內(nèi)膽時做水壓檢測,焊縫熱影響區(qū)出現(xiàn)裂紋。本研究通過檢測分析缺陷處,探討出現(xiàn)缺陷的主要影響因素,探索改善熱水器內(nèi)膽抗水壓能力的方法。
1 試驗方法
該品牌熱水器內(nèi)膽采用國內(nèi)某鋼廠生產(chǎn)的冷軋?zhí)麓捎娩摚浠瘜W(xué)成分如表1所示。

表1 材料化學(xué)成分Table 1 Chemical composition of materials %
拆解該內(nèi)膽,對熱水器內(nèi)膽開裂漏水部位及周邊區(qū)域進行宏觀觀察,并采用Quantan450型掃描電鏡分析斷口形貌特點,再使用金相砂紙打磨缺陷處薄板橫截面至2000#后精拋光,然后采用3%的硝酸酒精刻蝕,借助Axio Imager A2m型光學(xué)顯微鏡進行金相觀察。
2 試驗結(jié)果和分析
2.1 宏觀分析
采用CO2氣體保護焊將該熱水器內(nèi)膽的水管與筒身相連接,焊縫外觀照片如圖1所示。其中1處和2處均有裂紋產(chǎn)生,經(jīng)測量開裂處屬于熱影響區(qū),距離焊縫約5 mm,并且環(huán)繞焊縫。另外,發(fā)生泄露區(qū)域在焊接前經(jīng)過沖孔和壓平工序,材料發(fā)生少量減薄和塑性變形。在進行水壓測試時,減薄區(qū)域會發(fā)生應(yīng)力集中,這與文獻[3]類似。
為簡化工藝,在此只對開裂區(qū)(圖1標(biāo)注虛線區(qū)域)制金相試樣做金相組織和斷裂掃描分析。
2.2 斷口掃描分析
斷口邊部和心部掃描組織形貌如圖2、圖3所示。斷口處呈兩種典型斷裂形貌,邊部區(qū)域呈河流花樣,為典型的脆性斷裂特點;心部區(qū)域有少量韌窩,為韌性斷裂特點。張雪[4]等人研究呈河流花樣的斷口時指出,在受到外力時易形成裂紋源,裂紋也容易擴展。
2.3 金相組織分析
焊縫處的金相組織如圖4所示。由圖4a可知,焊縫區(qū)域組織由鐵素體、珠光體以及少量貝氏體組成。由圖4b、4c可知,開裂區(qū)域主要由粗大的鐵素體組成,并且斷口有明顯緊縮現(xiàn)象,說明斷裂是在受到外力影響下發(fā)生。從斷口圖片的下半部分可以發(fā)現(xiàn)粗大晶粒心部有少量細(xì)小晶粒(見圖4b)。結(jié)合圖2和圖3可知,斷口處的粗大晶粒處呈河流花樣,為典型脆性斷裂特征,而心部少量的細(xì)小晶粒呈韌窩狀,為韌性斷裂特征。圖4b上半部分?jǐn)嗔烟幘ЯP螒B(tài)如圖4c所示,斷裂區(qū)域晶粒異常粗大。而更為接近焊縫區(qū)域的受到熱輸入更多的晶粒卻未發(fā)生明顯粗化,如圖4d上半部分所示。粗晶區(qū)(見圖4c)的機械性能較細(xì)晶區(qū)(圖4d)明顯下降,這是誘發(fā)水壓試驗出現(xiàn)斷裂的主要原因之一。
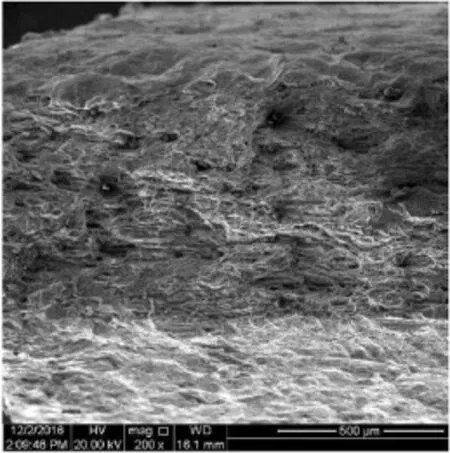
圖2 邊部掃描組織形貌Fig.2 SEM microstructure of the edge
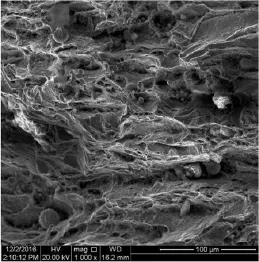
圖3 心部掃描組織Fig.3 SEM microstructure of the heart
發(fā)生晶粒粗化主要是由于該處晶粒發(fā)生了靜態(tài)再結(jié)晶,再結(jié)晶的過程包括晶粒的形核和長大。斷口處在焊接前經(jīng)過沖孔壓平工序,發(fā)生了塑性變形,出現(xiàn)加工硬化。該部分晶粒區(qū)域畸變能和位錯密度的增加,使該區(qū)域晶粒處于一個相對亞穩(wěn)態(tài)的狀態(tài)。在高畸變能的誘發(fā)下,高位錯密度區(qū)域原子更易形成再結(jié)晶形核[5]。一旦受到熱輸入,亞穩(wěn)態(tài)晶粒會率先發(fā)生再結(jié)晶,從而長大。
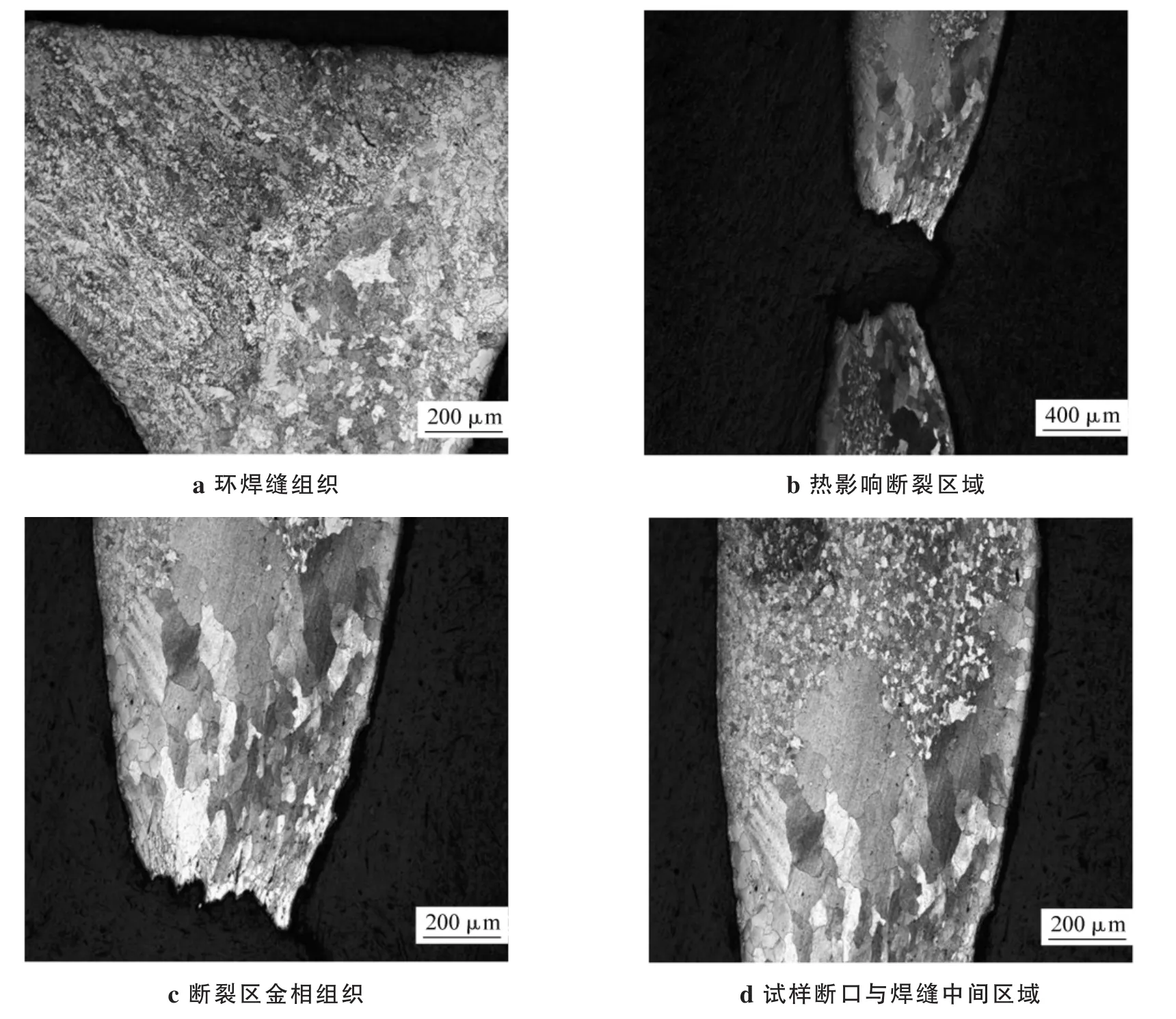
圖4 裂縫處的金相組織Fig.4 Microstructure of cracks
2.4 焊縫區(qū)域再結(jié)晶影響分析
焊縫區(qū)域發(fā)生回復(fù)、再結(jié)晶主要取決于晶粒內(nèi)部的儲能大小、高溫停留時間、第二相粒子的大小等。回復(fù)完成后,發(fā)生再結(jié)晶的體積分?jǐn)?shù)與時間表示為

式中 K為常數(shù);n為與形變再結(jié)晶發(fā)生溫度有關(guān)的常數(shù);t為恒溫保持溫度(單位:K);φ為再結(jié)晶體積分?jǐn)?shù)。
由式(1)可知,發(fā)生再結(jié)晶的體積分?jǐn)?shù)隨保溫時間的延長而逐漸增多,特別是受熱初期保溫時間對體積分?jǐn)?shù)的影響顯著。焊接時高溫停留時間越長,回復(fù)再結(jié)晶發(fā)生晶粒數(shù)量越多。所以要控制熱影響區(qū)的發(fā)生再結(jié)晶的晶粒體積分?jǐn)?shù),應(yīng)盡量減少熱影響區(qū)在高溫下的停留時間。
此外,再結(jié)晶晶粒尺寸是水壓試驗發(fā)生斷裂的另一重要原因,晶粒越大,越易發(fā)生裂紋,如圖4c所示。而影響再結(jié)晶晶粒尺寸的d由形核速率N與晶粒生產(chǎn)速度G共同決定。三者的近似關(guān)系為

式中 d為發(fā)生再結(jié)晶時晶粒中心的平均間距;K為常數(shù);G為用發(fā)生再結(jié)晶時晶粒半價對時間t的導(dǎo)數(shù);N為用單位時間內(nèi)形核數(shù)與未發(fā)生再結(jié)晶部分體積商。
靜態(tài)再結(jié)晶發(fā)生時晶粒生產(chǎn)速度G表示為

式中 B為晶截遷移速率;Es為摩爾形變儲存能;λ為常數(shù)。
由于沖孔壓平處發(fā)生形變,大量晶粒畸變和位錯聚集該處,較多的畸變能導(dǎo)致晶粒的摩爾儲存能數(shù)量增多。由式(3)可知,隨著摩爾儲存能Es的增大,晶粒生產(chǎn)速度G呈線性增長。文獻[7]認(rèn)為形核速率N比晶粒生長速度G增加更快。但實際該處晶體明顯粗化,摩爾儲存能對晶粒長大速度的影響更為顯著。
由于晶粒粗化會導(dǎo)致薄板的機械性能顯著下降,因此在熱水器內(nèi)膽生產(chǎn)過程中應(yīng)調(diào)整工藝,降低恒溫保持溫度t,減少摩爾形變儲存能Es。另外,由于再結(jié)晶形核點有部分是在晶界上完成,細(xì)小的原始晶粒也有利于形成更多形核點,再結(jié)晶數(shù)量增多,抑制晶粒長大。
3 原因分析和建議
綜上分析,熱水器內(nèi)膽在做水壓試驗時,發(fā)生泄漏主要原因如下:
(1)沖孔壓平工序?qū)е聝?nèi)膽材料在該處發(fā)生塑性變形,一旦有外力作用,易形成應(yīng)力集中,從而導(dǎo)致材料發(fā)生緊縮開裂。
(2)斷口處斷裂形貌大部分為河流花樣,裂紋易擴展。金相組織顯示該處晶粒粗大,機械性能較母材和熱影響其他區(qū)域差,焊接熱輸入是晶粒長大的主要原因之一。
(3)由于焊接前斷口處受到塑性變形,導(dǎo)致摩爾形變儲存能Es增大,受到焊接熱輸入后,該處易發(fā)生再結(jié)晶,晶粒也更易長大,因此該處晶粒較粗大,受到外力作用時易發(fā)生斷裂。
考慮以上幾點,給予如下建議:
(1)選擇晶粒更為細(xì)小的母材組織,原始晶粒細(xì)小會使發(fā)生再結(jié)晶的形核點增多,對發(fā)生再結(jié)晶后晶粒細(xì)化有顯著影響。
(2)減少沖壓壓平工序材料塑性變形量,以減輕在受到水壓時該處的應(yīng)力集中,降低發(fā)生斷裂的風(fēng)險。另外也減少該處摩爾形變儲存能Es,減少發(fā)生再結(jié)晶時晶粒的體積分?jǐn)?shù)和晶粒生產(chǎn)速度。
(3)減少焊接熱輸入,調(diào)整焊槍運行軌跡,適當(dāng)提高焊接速度,也可以減少熱影響區(qū)熱輸入量。
[1]王曉嶺,童朱玨,方藝.熱水器容器脈沖壓力試驗要求分析及儀器設(shè)計[J].電子質(zhì)量,2011(5):64-65.
[2] 賽德隆電氣有限公司.提高內(nèi)膽質(zhì)量的4項措施[J].現(xiàn)代家電,2003(5):39-40.
[3]朱小均.大型工藝站場不等壁厚對接焊[J].電焊機,2015,45(5):203-205.
[4]張雪,程赫明,李建云等.T10鋼經(jīng)常壓高速氣霧淬火工藝處理后組織及性能的研究[J].熱加工工藝,2015,44(6):219-222.
[5]趙國強,魏英華,李京.熱水器內(nèi)膽腐蝕原因的電化學(xué)分析[J].腐蝕科學(xué)與防護技術(shù),2015,27(4):371-374.
[6]毛穎.管線鋼X65靜態(tài)再結(jié)晶行為的研究[D].湖北:武漢科技大學(xué),2014:15-17.
[7]M I VEGA,S F MEDINA,M CHAPA,et al.Determinationof Critical Temperatures(Tnr,Ar3,Ar1)inHot Rolling of Structural Steels with Different Tiand N Contents[J].ISIJInt.,1999,39(12):1304-1310.
Study on the defect of heat affected zone of welds on water heater tank
TANG Hengqiang,WU Hao
(Maanshan Iron&Steel Co.,Ltd.,Ma’anshan 243000,China)
When carrying out a water pressure test on a water tank,the cracks around the welds are the main factor that make it unqualified,which causes huge lost to a company.A certain water heater tank is selected as the sample of study in this paper,through the SEM,metalloscope and macroscopic observation,the reasons of cracks under water pressure are discussed and analyzed.The result shows that the plastic deformation of heat affected zone occurring before welding can easily causes stress concentration and produces Mole Distortion Energy Es,where the grains will easily recrystallize and gradually grow up within the welding heat input,and then big grains are formed,which causes the cracks even fracture during the water pressure test.
water heater tank;weld crack;water pressure test;HAZ
TG441.7
B
1001-2303(2017)05-0129-04
10.7512/j.issn.1001-2303.2017.05.28
2016-12-14;
2016-12-20
湯亨強(1984—),男,工程師,碩士,主要從事產(chǎn)品開發(fā)工作。E-mail:masthq@126.com。
本文參考文獻引用格式:湯亨強,吳浩.熱水器內(nèi)膽焊縫熱影響區(qū)缺陷分析[J].電焊機,2017,47(05):129-132.
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2016年3期)2016-06-15 20:30:00
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
