一種帶側(cè)法蘭閥體鍛件的制造工藝
2017-06-06 12:39:10宋昌哲二十二冶集團(tuán)精密鍛造有限公司
鍛造與沖壓 2017年7期
關(guān)鍵詞:工藝
文/宋昌哲·二十二冶集團(tuán)精密鍛造有限公司
一種帶側(cè)法蘭閥體鍛件的制造工藝
文/宋昌哲·二十二冶集團(tuán)精密鍛造有限公司
本文基于多向模鍛成形技術(shù),結(jié)合計(jì)算機(jī)數(shù)值模擬結(jié)果,提出了一種帶側(cè)法蘭閥體鍛件的制造工藝,并進(jìn)行了生產(chǎn)驗(yàn)證,最終產(chǎn)品優(yōu)于設(shè)計(jì)要求。
目前,帶法蘭高中壓閥門廣泛應(yīng)用于石油、化工系統(tǒng)。而閥體是閥門的主要部件。根據(jù)美國石油協(xié)會《井口裝置和采油樹設(shè)備規(guī)范》標(biāo)準(zhǔn),石油閥體常常需要在高壓、高腐蝕氣體、高氣密性條件下工作,工況條件惡劣。長期以來,制造帶法蘭的閥體通常有焊接、鑄造及鍛造三種工藝。焊接工藝一般是閥體主體鍛造、法蘭盤部分焊接,其缺點(diǎn)是焊縫容易產(chǎn)生氣孔及熱裂紋,并且焊接工序復(fù)雜,生產(chǎn)效率低。鑄造工藝的劣勢是鑄件內(nèi)部易產(chǎn)生氣孔、夾雜、疏松和裂紋等缺陷。鑒于石油化工類閥門上所用閥體的額定工作壓力達(dá)13.8MPa~138MPa,針對焊接工藝和鑄造工藝存在氣密性不足及承壓不理想、成品合格率不高的缺陷,鍛造工藝生產(chǎn)石油閥體鍛件被越來越多的采用。
目前,帶法蘭閥體一般采用分體鍛造形式,然后閥體和法蘭通過焊接形式對接,但其焊接部位易出現(xiàn)缺陷,影響閥門整體質(zhì)量;也有部分廠商采用分步鍛造、局部成形的胎膜鍛造工藝,該工藝的缺點(diǎn)是操作工序繁多,且要求制坯過程中分料準(zhǔn)確,否則極易造成鍛件報(bào)廢;而這些方法也無法成形外形結(jié)構(gòu)復(fù)雜、接近零件尺寸的鍛件;因此有廠商采用棒材直接加工成零件形狀,但由于金屬流線破壞嚴(yán)重,閥體機(jī)械性能極不穩(wěn)定。而多向模鍛技術(shù)能夠很好的解決上述存在問題,通過一次鍛造,可成形結(jié)構(gòu)復(fù)雜、帶凸臺或中空的鍛件。
因此本文闡述了一種帶側(cè)法蘭閥體鍛件基于多向模鍛成形技術(shù)的制造工藝,可一火次鍛造形狀復(fù)雜,帶內(nèi)孔的閥體鍛件,鍛造流線完整,然后進(jìn)行必要的鍛后處理,保證了閥體的整體性能,為此種或相似閥體制造工藝的應(yīng)用提供新思路。

表1 鍛件機(jī)械性能要求
工藝技術(shù)路線
本文研究的為Q345B材質(zhì)的帶側(cè)法蘭的閥體鍛件的制造工藝,該閥體零件主要應(yīng)用于石油化工領(lǐng)域,其傳統(tǒng)工藝是采用棒材直接加工而成,機(jī)械性能要求如表1。從圖1中可以發(fā)現(xiàn):閥體內(nèi)部由垂直和水平相互垂直的兩個(gè)孔腔組成;閥體垂直面投影面積大于水平面;閥體的側(cè)法蘭體積大,較難鍛造成形;閥體結(jié)構(gòu)形狀復(fù)雜,不規(guī)則。因此鍛造成形工藝擬采用多向模鍛技術(shù),鍛造完成后進(jìn)行熱處理,保證閥體機(jī)械性能達(dá)到要求。
結(jié)合零件形狀、性能要求、液壓機(jī)能力,設(shè)計(jì)圖2所示的閥體鍛件結(jié)構(gòu)形式,擬在40MN多向模鍛液壓機(jī)及輔助設(shè)備上進(jìn)行制造。確定主要工藝技術(shù)路線為:①計(jì)算機(jī)數(shù)值模擬→②坯料準(zhǔn)備→③坯料加熱→④模具準(zhǔn)備→⑤多向模鍛成形→⑥鍛件無損檢測→⑦鍛件熱處理→⑧鍛件拋丸,其中①和⑤為重點(diǎn)控制環(huán)節(jié)。
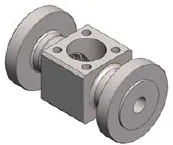
圖1 零件示意圖
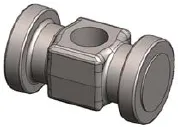
圖2 帶側(cè)法蘭閥體鍛件結(jié)構(gòu)示意圖
鍛件計(jì)算機(jī)模擬
結(jié)合閥體鍛件成形工藝參數(shù)的要求,運(yùn)用SolidWorks軟件對坯料、上模、下模、凸模三維造型,如圖3所示,將三維模型格式轉(zhuǎn)化后導(dǎo)入Deform-3D軟件中進(jìn)行鍛件成形過程模擬分析。
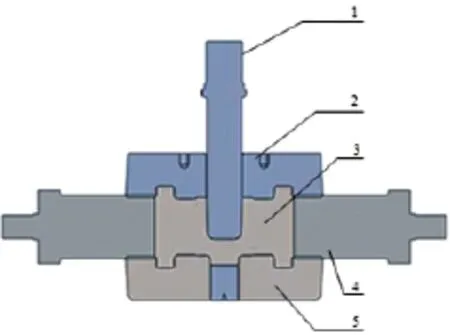
圖3 鍛件與模具三維圖1-垂直凸模 2-上模 3-鍛件 4-水平凸模 5-下模
在有限元模擬過程中,坯料選擇棒材,始鍛溫度為1150 ℃,模具溫度為200 ℃。坯料設(shè)定為塑性體,模具設(shè)定為剛性體,成形過程采用剛粘塑性流動模型,坯料與模塊間選用剪切摩擦模型,摩擦因子0.15。
在利用多向模鍛技術(shù)成形鍛件過程中,凸模可以從各方向向模具中的坯料施加壓制力,可以任意組合凸模的運(yùn)動順序、運(yùn)動行程及位移等。這種組合方式對鍛件成形效果、載荷大小以及模具壽命影響極大。根據(jù)此閥體鍛件結(jié)構(gòu)形狀分析,法蘭盤部分容易充填不完全,成形較為困難,因此綜合分析,采用的多向模鍛成形過程為:上下合模→水平凸模運(yùn)動→垂直凸模運(yùn)動→復(fù)位。
在多向模鍛過程中,凸模的運(yùn)動順序影響鍛件內(nèi)部材料質(zhì)點(diǎn)流動和位移場。此閥體零件的水平孔腔直徑較小,經(jīng)模擬計(jì)算,成形水平孔腔時(shí)凸模受力較大,超出設(shè)備能力,且水平凸模變形大,不易拔模,容易發(fā)生斷裂。因此通過調(diào)整垂直凸模的位移可以在較小的變形力下使坯料有序的充滿型腔,同時(shí)可避免鍛件內(nèi)部撕裂和表面折疊。
綜上所述,先將坯料橫放在下模型腔,上下合模;然后左右水平凸模聯(lián)合擠壓運(yùn)動指定位移,如圖4b所示;整個(gè)過程可以看到金屬首先流向側(cè)法蘭處,坯料中間沿垂直方向形成鼓狀,如圖4a、4b所示;水平凸模到達(dá)指定點(diǎn)后,法蘭盤外側(cè)圓角和鍛件下底面未完全充填金屬,如圖4c,此時(shí)通過垂直凸模運(yùn)動對坯料擠壓使金屬充滿模具型腔,如圖4d。模擬結(jié)果顯示鍛件成形效果較好,無缺陷產(chǎn)生,需要的合模力為20MN,垂直凸模壓制力為3.2MN,水平凸模壓制力為5.6MN。通過比對,選用的鍛造設(shè)備能力可以滿足設(shè)計(jì)要求。
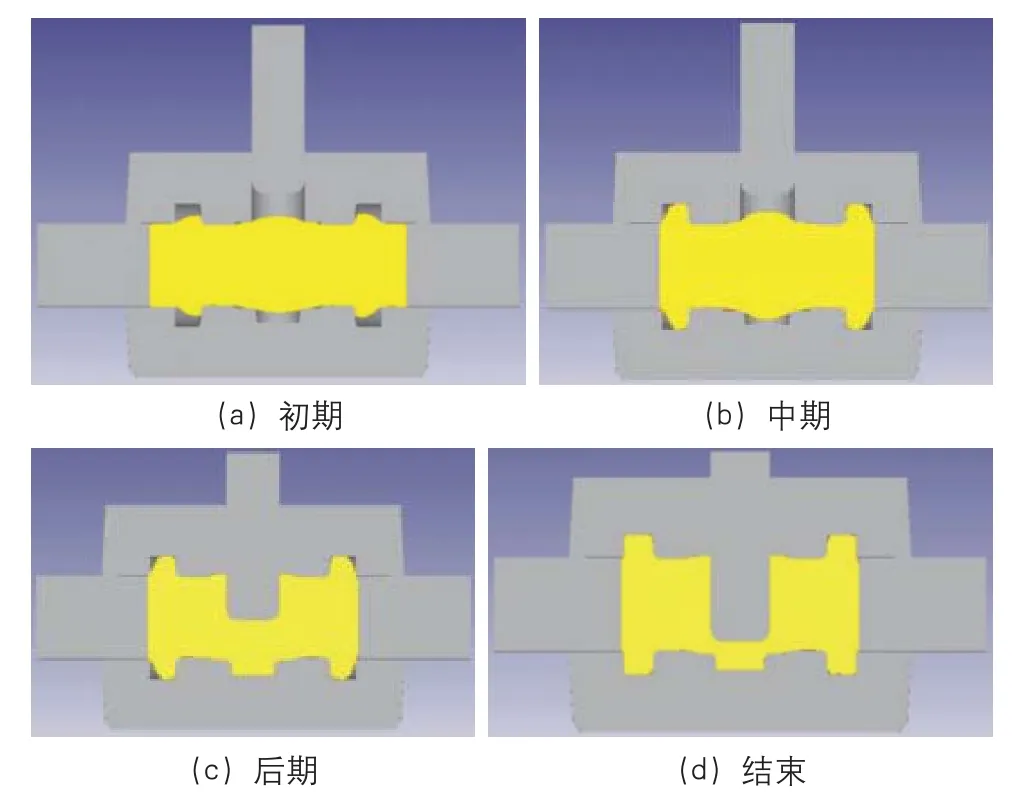
圖4 金屬流動過程
坯料與模具
坯料選擇φ145mm軋制棒材,技術(shù)要求符合GB/T 1591、GB/T 702的要求,采用鋸床下料,計(jì)算下料重量時(shí)需要考慮氧化燒損率及鋸切損耗,下料重量需精確控制在76.2~76.5 kg。
根據(jù)工廠條件可選用室式爐或中頻加熱爐對坯料進(jìn)行加熱,加熱溫度為1200℃,保證始鍛溫度在1150℃以上,加熱后必須進(jìn)行除鱗。
模具的預(yù)熱溫度應(yīng)在200℃以上,模具潤滑劑使用水基石墨乳。
多向模鍛成形
該鍛件帶側(cè)法蘭,其多向模鍛成形工藝與普通三通類鍛件明顯不同,因此上下模、垂直及水平凸模采用壓力控制,在成形過程中根據(jù)情況調(diào)節(jié)水平缸、垂直缸的壓力,獲得最佳的工藝參數(shù);而側(cè)法蘭依靠水平凸模成形,成形過程中要保證水平方向?qū)ΨQ凸模的同步性。
其具體的成形過程如下:
①上、下模合模→②左右水平凸模運(yùn)動至指定行程位置→③垂直凸模運(yùn)動至指定行程位置→④垂直凸模復(fù)位→⑤水平凸模復(fù)位→⑥上模復(fù)位→⑦鍛件脫模→⑧進(jìn)入下一循環(huán)。
其主要的多向模鍛成形控制參數(shù)見表2。
鍛件后處理
鍛件冷卻后依據(jù)GB/T 6402對鍛件外表面進(jìn)行100%超聲檢測,未見缺陷。鍛件進(jìn)行910℃正火處理,保溫時(shí)間5h。熱處理后鍛件表面進(jìn)行拋丸,去除氧化皮,拋丸主要參數(shù)見表3。

表2 主要成形控制參數(shù)

表3 拋丸主要參數(shù)
生產(chǎn)驗(yàn)證
根據(jù)工藝方案,在40MN多向模鍛液壓機(jī)上對該類產(chǎn)品進(jìn)行了試制,從鍛件實(shí)際結(jié)構(gòu)形狀觀察,鍛件成形與模擬結(jié)果基本一致,一火次鍛造出合格產(chǎn)品,法蘭充填飽滿,經(jīng)檢驗(yàn)產(chǎn)品各項(xiàng)機(jī)械性能均優(yōu)于設(shè)計(jì)要求,見表4,鍛件外觀質(zhì)量良好,見圖5。

表4 鍛件的機(jī)械性能
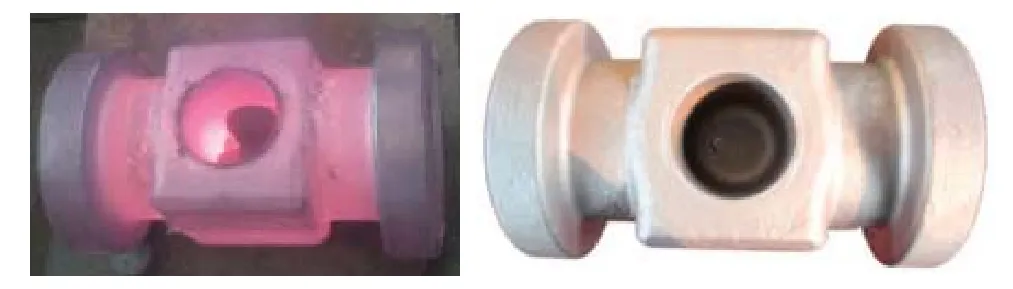
圖5 試制產(chǎn)品情況
在試制基礎(chǔ)上進(jìn)行了小批次生產(chǎn),一次合格率達(dá)到91%。同時(shí)在在設(shè)計(jì)過程中充分考慮凸模在金屬變形中受力情況,使用壓制力較小,未出現(xiàn)垂直凸模金屬堆積、模具型腔沒有明顯溝痕劃傷,提高了模具使用壽命。
結(jié)論
⑴采用計(jì)算機(jī)數(shù)值模擬的方式對帶側(cè)法蘭閥體鍛件的成形過程進(jìn)行模擬,分析金屬流動的規(guī)律,應(yīng)力分布及變形狀況,為實(shí)際生產(chǎn)提供了技術(shù)支持。
⑵根據(jù)此方案可以制造出質(zhì)量合格的帶側(cè)法蘭的閥體鍛件,與數(shù)值模擬結(jié)果吻合。
⑶基于多向模鍛成形工藝為核心技術(shù)的閥體制造技術(shù),可以一火鍛造成形鍛件,鍛件機(jī)械性能和外觀質(zhì)量優(yōu)良,且節(jié)能節(jié)材。
⑷通過模具與凸模合理的運(yùn)動順序、位移、壓制力對坯料進(jìn)行多向聯(lián)合擠壓鍛造,可以成形類似帶法蘭閥體鍛件。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
