棚車側(cè)板成形工藝分析及模具設(shè)計
2017-06-06 12:36:59張顯鶴湖南省邵陽學(xué)院機(jī)械與能源工程系
鍛造與沖壓 2017年6期
文/張顯鶴·湖南省邵陽學(xué)院機(jī)械與能源工程系
棚車側(cè)板成形工藝分析及模具設(shè)計
文/張顯鶴·湖南省邵陽學(xué)院機(jī)械與能源工程系
從 P60棚車到P80棚車的側(cè)板平面度始終困擾側(cè)墻組裝質(zhì)量,是一個慣性質(zhì)量的問題,提高整體組裝側(cè)墻整體平面度,提高產(chǎn)品的商品化,是解決這一問題的重要途徑。
工藝分析
P80棚車的側(cè)板每輛車28個,以往棚車側(cè)板平面度沖壓成形后在40~60mm左右,影響整車的商品化。側(cè)板是典型的起伏成形件,尺寸為2.3×810×2760(mm×mm×mm)。板料的厚度僅為2.3mm,材質(zhì)為耐候鋼板,其屈服強(qiáng)度為480MPa,具有剛度大、外形美觀等特點(diǎn)。
利用JSTAMP等軟件對側(cè)板的成形進(jìn)行模擬分析,詳見圖1,藍(lán)色代表成形變形平面度大,紅色代表板料的變薄,灰色代表變形平面度小,從成形的面積分布確定側(cè)板的筋排布。利用JSTAMP軟件對6種筋進(jìn)行了模擬分析,每次模擬分析相當(dāng)于試驗(yàn)調(diào)整模具一次,最終選擇了變形相對較小的筋方案(圖2)進(jìn)行設(shè)計模具。
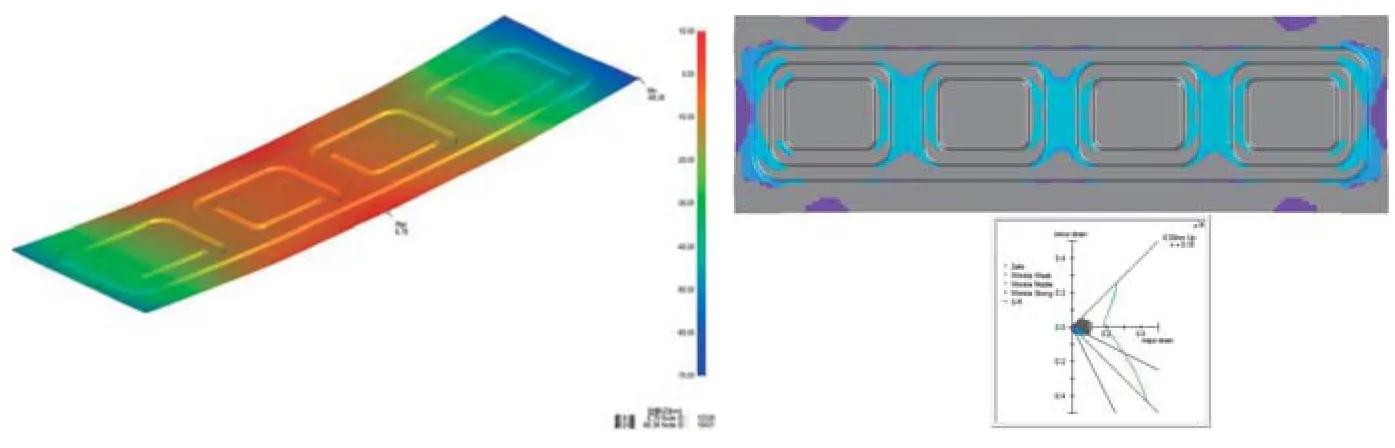
圖1 側(cè)板成形分析圖
模具的設(shè)計
沖裁力P約為1049t,模具工件的卸料力和推料力取沖裁力的4%為42t。總工件的外形尺寸較大,沖裁力=1049+42=1091t,選用2600t的油壓機(jī),沖裁力遠(yuǎn)小于設(shè)備的額定壓力。
數(shù)學(xué)模型是根據(jù)工藝試驗(yàn)的結(jié)果和JSTAMP模擬分析確定的筋型分布,同時根據(jù)壓型和落料的間隙值、拉延圓角、拔模斜度和板料展開尺寸確定的。模具結(jié)構(gòu)詳見圖3,數(shù)學(xué)模型是Creo2.0三維軟件模具設(shè)計的核心和基礎(chǔ),筋深12mm調(diào)整到11mm,壓型后回彈10mm,壓型間隙取板厚的20%,落料間隙取板厚的6%,成形和拉延圓角取R3,成形凸模的拔模斜度取1°,當(dāng)數(shù)學(xué)模型變動時,模具的壓型鑲塊、落料刃、壓邊圈等關(guān)鍵部件隨之而動,保證模具設(shè)計的質(zhì)量和準(zhǔn)確度,板料的展開尺寸優(yōu)化到2.3×847×2750(mm×mm×mm)。
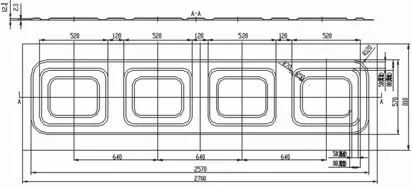
圖2 側(cè)板工件圖
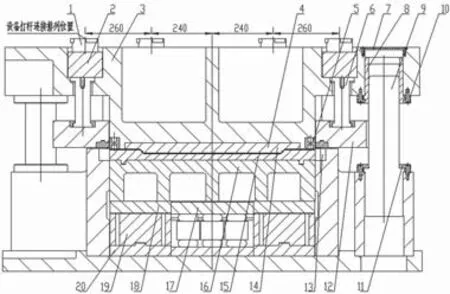
圖3 側(cè)板壓型落料復(fù)合模具示意圖
模具單側(cè)成形最小間隙為0.23mm,雙側(cè)間隙值為0.46mm,為減少成形的阻力,適當(dāng)放大模具的間隙,保證成形的流暢,雙側(cè)間隙值設(shè)計為0.92mm,間隙取在凸模上,略有拔模斜度,方便工件的卸料。凸凹模最小拉延圓角應(yīng)為材料厚度的1~2倍,上下鑲塊最小彎曲半徑R5mm設(shè)計為R3mm,保證工件的棱線清晰。
模具壓型終了時,保證凸凹模和工件的剛性接觸,凹模的上表面和下模體的上表面、凸模兩翼的下表面和上模體的下表面完全一致,對工件具有校形作用,保證工件的平面度盡可能小。模具壓邊力的調(diào)整,提高零件的成形質(zhì)量和平面度,模具在成形過程中需要穩(wěn)定的壓邊力。以往都是在模具上加裝聚氨酯彈簧或者鐵素體彈簧。壓邊力隨聚氨酯彈簧使用時間的增加而衰減,壓邊力隨鐵素體彈簧壓縮量的變化而變化,當(dāng)模具初始壓邊力需要較大時,聚氨酯彈簧不能提供,當(dāng)模具最終壓邊力需要較小時,鐵素體彈簧不能減少,兩者均存在壓邊力不確切的缺點(diǎn)。
模具的壓邊力利用油壓機(jī)的壓邊裝置提供,可以隨時隨地提供所需要的壓邊力,模具預(yù)壓行程為12mm,保證壓邊力在壓型之前充分地作用到板料上,設(shè)備的壓邊裝置通過模具的打桿、傳力板、傳力桿作用到模具的壓邊圈上,從而壓住板料,實(shí)現(xiàn)板料既不被拉裂,在工件周邊部位也不出現(xiàn)皺褶,實(shí)現(xiàn)模具和設(shè)備的有機(jī)結(jié)合,保證產(chǎn)品的商品化。
P70側(cè)板(包括C70、C80側(cè)門板)的復(fù)合模下模體四面?zhèn)瓤蚴欠煮w結(jié)構(gòu),四面用M36的螺栓固定后,再與底座連接,使用一段時間后,連接的結(jié)合部位出現(xiàn)壓型和落料工作時間隙放大,自由狀態(tài)下回縮。隨著使用時間加長,模具的落料間隙加大,工件斷面出現(xiàn)長大的毛刺。下模體采用整體結(jié)構(gòu)設(shè)計,模體的高度為450mm。壓邊圈和傳力板的原始結(jié)構(gòu)與下模體的側(cè)框類似,本次設(shè)計采用整體結(jié)構(gòu),因其受力較大,預(yù)制24個工藝孔,釋放鑄造和機(jī)械加工的應(yīng)力,防止其受力后變形,影響傳力的均勻性和穩(wěn)定性。
卸料裝置采用整體彈簧盒結(jié)構(gòu),可以整體吊運(yùn),避免模具調(diào)整和維修時,卸料螺釘需要完全拆除,縮短模具調(diào)整和維修時間。上下落料刃采用四面使用結(jié)構(gòu),提高了模具的使用壽命,如圖4所示。
圖4 上下落料刃圖
模具的制造,模具的上下鑲塊按數(shù)學(xué)模型的發(fā)布集合、復(fù)制幾何的設(shè)計理念進(jìn)行設(shè)計,鑲塊的材質(zhì)采用Dc53(瑞典模具材料牌號),壓型鑲塊粗加工后進(jìn)行熱處理,再整體加工成形鑲塊,保證模具的間隙量完全均勻,消除以往模具鑲塊熱處理變形無法克服的制造精度問題,減少板材成形中出現(xiàn)縮頸或斷裂的趨勢,詳見圖5。

圖5 模具加工照片圖
結(jié)束語
P80棚車側(cè)板采用內(nèi)外封閉環(huán)筋結(jié)構(gòu),與P70棚車采用5道筋的側(cè)板相比,變形后平面度明顯降低。拉延脹形模具的間隙值可以適當(dāng)放大到板料厚度的20%。