舵球塢內安裝工藝與流程
2017-06-15 19:05:43張海軍陸新寶
中國修船 2017年3期
張海軍,陸新寶,王 志
(舟山萬邦永躍船舶修造有限公司,浙江 舟山 316100)
舵球塢內安裝工藝與流程
張海軍,陸新寶,王 志
(舟山萬邦永躍船舶修造有限公司,浙江 舟山 316100)
隨著燃油價格的不斷上漲,對船舶節能的研究也變得越來越迫切,舵球填充了螺旋槳轂帽后的低壓區空間,對槳后的水流有良好的整流作用,從而減少了紊流渦流引起的能量損失。舵球可以提高節能效果3%~5%,且投資少、安裝方便,具有很好的應用前景。文章以滾裝船“泰坦尼亞”加裝舵球為例,詳細說明舵球塢內安裝流程及安裝注意事項。為以后此類工程提供參考。
舵球;安裝流程;塢內
1“泰坦尼亞”新加舵球介紹
“泰坦尼亞”新加舵球由船東提供,本廠主要負責舵球的安裝、定位與焊接工程。舵球整體質量約1.6 t,由2部分組成,內部結構整體件輪廓尺寸為長2 450 mm×寬1 300 mm×高1 300 mm,舵球外板DH36、板厚20 mm,共計12塊。
舵球安裝位置要求:舵球水平結構高度與艉軸中心水平高度等高,距基線水平高度均為3 560 mm,舵球端部中心點與艉軸中心點對中,舵球艏端面與艉軸槳轂帽端面兩平面平行且平行距離為65 mm。精度要求:左右水平偏差、上下高度偏差±5 mm,前后位置偏差0~10 mm。
2 安裝前準備工作
1)安裝前工具、設備準備。汽車吊1臺,高空車2臺(左右舷各1臺),5 t吊耳眼板6個,水平尺、水平管、全站儀、粉線、樣沖、腳手架搭設、3 t手拉葫蘆1個、1 t手拉葫蘆2個、加熱保溫棉10塊、507焊條若干、CO2焊機3臺、點溫計、陶瓷襯墊等。
2)確認安裝步驟。高空車劃線;劃線后轉舵45°;舵球結構粗安裝;轉舵后精確定位;報驗結構焊接;舵球外板安裝定位;報驗外板焊接;完工交驗、打壓、油漆。
3)畫結構線找水平。先在艉軸中心線上做好標記(將轂帽拆除找艉軸中心點),在艉舵右側塢底水泥地上架設好全站儀,校對全站儀至水平,以艉軸中心點高度為基點,在艉舵上找出同高度零點,并用樣沖做好標記,用水平管校對各個樣沖點,確認無誤后將樣沖點用粉線連接畫出水平結構線,按照相同的步驟,將左右舷水平線畫出。
4)吊耳定位焊接。在艉舵首部上端焊接5 t吊耳1個,左右側面焊接5 t吊耳各1個,在舵球左右水平結構線下方焊接定位擋塊各1個,上端吊耳離舵球水平基線距離2.25 m,用于整體結構的吊裝,左右眼板距離舵球上口1.5 m,用于舵球結構位置的調節及舵球外板的定位安裝,定位擋塊用于舵球結構的定位;用1根D10圓鋼按照水平結構線線型做出樣條,用于備件結構余量的割除;具體眼板位置如圖1。
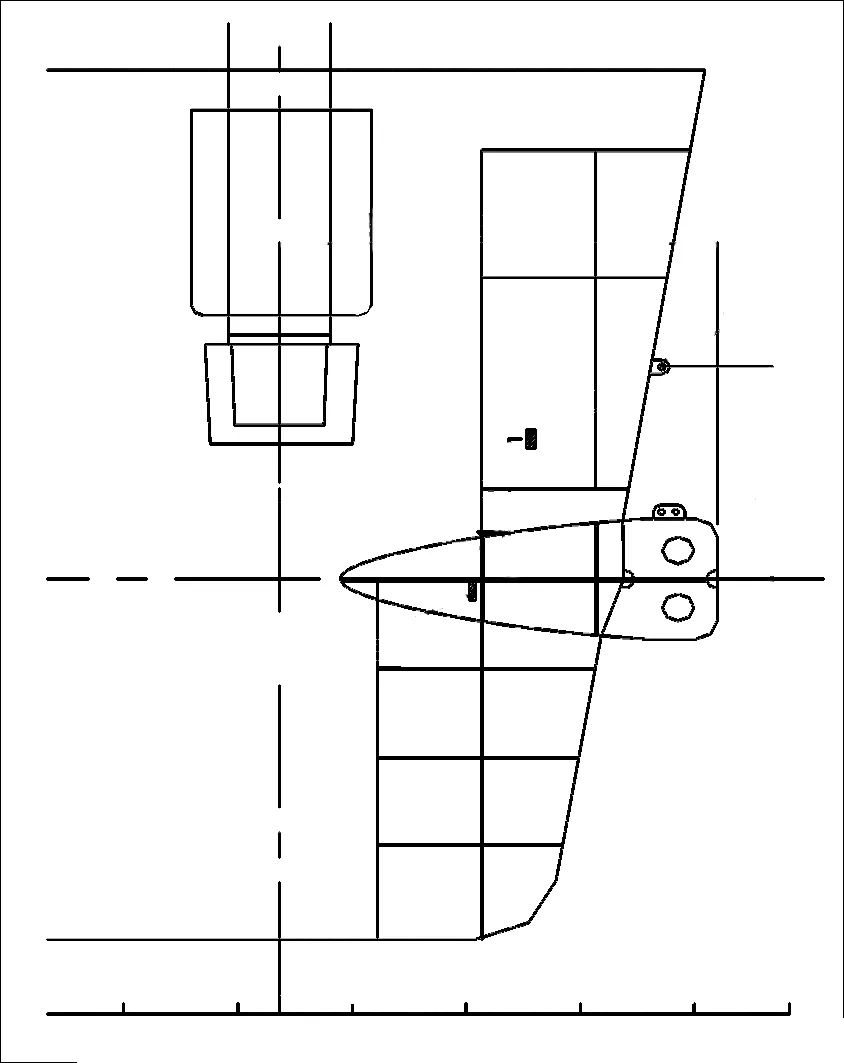
圖1 眼板、吊點位置圖
5)利用做出的樣條將新制舵球結構余量手工割除,利用吊車找出舵球結構分段水平重心吊點,并焊接5 t雙眼吊耳1個,吊點位置如圖1,3#眼板所示。
3 起吊安裝
1)轉舵角度到位后,利用汽車吊吊起結構分段,緩慢起吊插入艉舵,分段到位后,使用高空車利用3 t手拉葫蘆將1#、3#吊耳連接固定,撤去汽車吊吊鉤,結構分段固定好后緩慢轉舵至0°(注意:結構端面與槳轂帽端面最大設計間隙只有65 mm,轉舵時一定要緩慢,確保端面不會碰觸到槳轂帽端面),轉舵結束后,開始搭設腳手架平臺,平臺高度距離舵球底端800 mm左右,完成后開始精確定位,利用水平管、水平尺將左右結構調至水平,前后距離利用2#吊點位置用1 t手拉葫蘆調節,保證水平距離、上下距離均在誤差范圍之內。
2)精度調好后開始固定打馬板、開坡口、打磨,再次核對各個數據無誤后找船東裝配報驗,坡口樣式如圖2,裝配現場圖片如圖3。
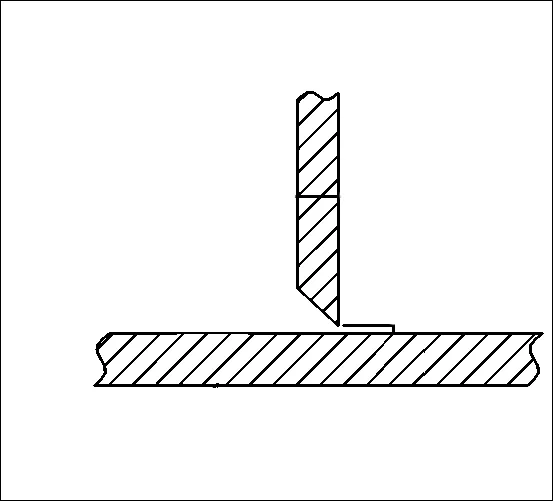
圖2 結構焊接坡口形式
3)結構裝配報驗合格后,開始對所有焊縫進行焊前加溫,加溫溫度100~120 ℃,要求所有焊工必須持有焊工證,焊接時左右舷對稱同時施焊,焊后對焊縫用保溫棉進行焊后保溫。
4)焊后處理。焊接完成后對焊縫進行打磨,要求打磨不得有棱角且焊縫打磨光滑并進行自檢,對焊接缺陷進行二次修補,報驗船東及服務商,同時對焊縫進行PT試驗對焊接缺陷進行再次處理。

圖3 現場精修、裝配完工照片
4 外板定位、安裝
1)結構焊接并交驗合格后,開始裝配外板,利用1#、2#眼板分別將12塊外板依次裝配到位,裝配時先安裝頂部6塊,并按照從艉至艏的順序安裝,然后安裝底部6塊外板,余量修切時預先量好尺寸并劃線。
2)此次舵球外板板縫工藝要求以舵球結構厚度方向為焊接襯墊,不需要另外焊接鋼襯墊,板縫的對接形式見圖4。
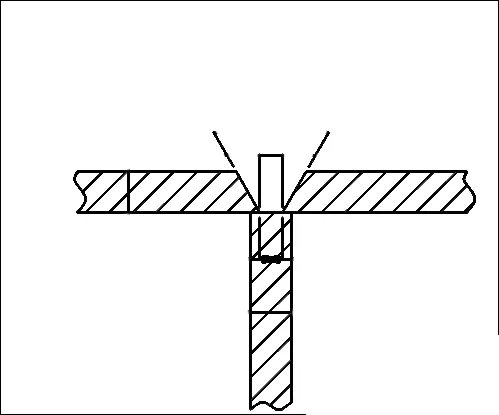
圖4 外板焊接坡口形式
3)外板裝配完成并且交驗合格后,開始對所有焊縫進行焊前加溫,加溫溫度100~120 ℃,焊接時左右舷對稱同時施焊,焊后對焊縫用保溫棉進行焊后保溫。
5 完工交驗、密性試驗
焊接完成后,進行焊縫打磨處理,然后做PT實驗,找船東及服務商完工交驗。在舵球前部中心端新加工打壓塞子進行打壓,打壓壓力要求0.2 MPa。保壓后進行焊縫查漏,檢查無漏后拆除打壓設備封堵打壓口。最后完工清潔,拆除眼板和腳手架,涂裝油漆。外板裝配完工效果圖見圖5。
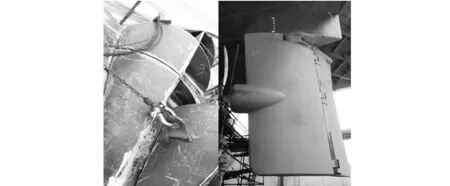
圖5 外板裝配完工效果圖
6 結束語
1)開工前的施工準備、施工流程一定要落實到位,避免開工后因為工具準備不充足或施工步驟不清晰造成人員待工、修期延誤。
2)舵球安裝精度較高,焊接前一定要再次進行數據測量,避免尺寸精度不到位造成返工。
3)施焊前進行焊材加溫處理,保證焊接質量。
4)在艉舵周圍施工時,提前拉好警戒旗,避免施工中物體掉落造成打擊傷害。
5)完工后做好施工總結,為后續類似工程做好鋪墊。
With rising fuel prices,the study of ship energy saving becomes more and more urgent.The rudder ball,which fills the low-pressure area of propeller hub cap,makes good adjustment for the flow coming through the propeller,saving the energy from the turbulence and eddy.Installation of rudder ball can improve 3%~5%energy-saving with less investment,easy installation and a good application prospect.The installation of rudder ball on PCTC"TTITANIA"is given in this paper to illustrate the installing process and precautions of the rudder ball,which provides reference for future projects.
rudder ball;installation process;in the clock
張海軍(1986-),男,河南開封人,助理工程師,大學專科,主要從事船舶鋼結構設計與維修工作。
U672
10.13352/j.issn.1001-8328.2017.03.007
2016-12-14
猜你喜歡
美與時代·美術學刊(2022年3期)2022-04-27 01:18:15
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中華詩詞(2019年7期)2019-11-25 01:43:04
人大建設(2019年12期)2019-05-21 02:55:32
制造業自動化(2017年2期)2017-03-20 14:26:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
設備管理與維修(2015年12期)2015-04-09 06:57:24
現代企業(2015年9期)2015-02-28 18:56:50