鍍鉻對8Cr4Mo4V鋼疲勞行為的影響
2017-06-21 07:44:16耿長建邢丕臣牛春興滕佰秋李曉欣
航空發(fā)動機 2017年6期
關(guān)鍵詞:工藝
耿長建,邢丕臣,牛春興,滕佰秋,李曉欣
(中國航發(fā)沈陽發(fā)動機研究所,沈陽110015)
0 引言
某型發(fā)動機軸承為外圈帶擋邊短圓柱滾子軸承,其外圈、保持架、滾棒裝配到中央錐齒輪傳動機構(gòu)中,在軸承內(nèi)圈裝配到低壓渦輪軸上與軸頸一起轉(zhuǎn)動。在航空發(fā)動機工作中,軸承的內(nèi)外圈分別隨低渦軸和中央錐齒輪同時調(diào)整旋轉(zhuǎn)。如果軸承游隙過大、航空發(fā)動機振動大、滾動軸承噪聲大;軸承游隙過小、滾動軸承溫度升高、應(yīng)力增大以至滾動體卡死,將會縮短軸承壽命。軸承由外圈、內(nèi)圈、保持架、滾動體組成,是1個支撐軸并能使軸承旋轉(zhuǎn)的零件。軸承可分為滾動軸承和滑動軸承[1]。8Cr4Mo4V鋼是某型發(fā)動機軸承內(nèi)圈的使用材料,在工作過程中承受較大的交變彎曲載荷或扭轉(zhuǎn)載荷的作用。為了控制軸承在工作狀態(tài)下的游隙,需對軸承進行鍍鉻。雖然國內(nèi)外學者對鍍鉻工藝及其對材料力學行為的影響有一定研究[2-14],但是鍍鉻對8Cr4Mo4V軸承鋼疲勞性能的影響研究,還少見相關(guān)的報道。
某型航空發(fā)動機在試車過程中軸承受損嚴重,該軸承內(nèi)圈因設(shè)計需要帶有防轉(zhuǎn)銷槽(即帶缺口),并且為了控制軸承在工作狀態(tài)下的游隙,對該部件首次進行了鍍鉻工藝;為了研究軸承內(nèi)圈用材料8Cr4Mo4V鋼力學性能對缺口及鍍鉻工藝的敏感性,本文在接近軸承內(nèi)圈實際工作溫度200℃條件下,利用旋轉(zhuǎn)彎曲疲勞試驗研究了缺口及鍍鉻工藝對8Cr4Mo4V鋼旋轉(zhuǎn)彎曲疲勞強度的影響,為排故工作提供試驗數(shù)據(jù)支撐,最終為確保軸承的使用壽命,保證發(fā)動機安全可靠工作提供技術(shù)支持。
1 旋轉(zhuǎn)彎曲疲勞試驗
試驗溫度為200℃、保溫時間為30 min、高溫旋轉(zhuǎn)彎曲疲勞試驗頻率為5000 r/m。光滑試樣(表面粗糙度為0.32)、缺口試樣(表面粗糙度為0.32)均由同一熔批8Cr4Mo4V鋼加工,其尺寸分別如圖1、圖2所示。
鍍層厚度當0.03~0.05 mm,鍍鉻工藝如下:
(1)預(yù)熱溫度:在49~53℃條件下,保溫為 2~8 min;
(2)陽極處理:在49~-53℃條件下,保溫為0.5~1 min;
(3)鍍鉻:在 49~53℃條件下,在 1~2 min內(nèi)將電流密度提高至70~75 A/dm2,然后將其轉(zhuǎn)變到45~50 A/dm2;時間隨鍍層厚度不同而不同。
鍍鉻后4 h以內(nèi)除氫:將試樣置于140~160℃下的HH-20航空滑油中,時間為2h+15 min。
1.1 光滑試樣旋轉(zhuǎn)彎曲疲勞試驗
1.1.1 非鍍鉻試樣旋轉(zhuǎn)彎曲疲勞試驗
非鍍鉻試樣旋轉(zhuǎn)彎曲疲勞試驗結(jié)果見表1。
經(jīng)計算光滑試樣中值疲勞極限:
1.1.2 鍍鉻試樣旋轉(zhuǎn)彎曲疲勞試驗
鍍鉻試樣旋轉(zhuǎn)彎曲疲勞試驗結(jié)果見表2。
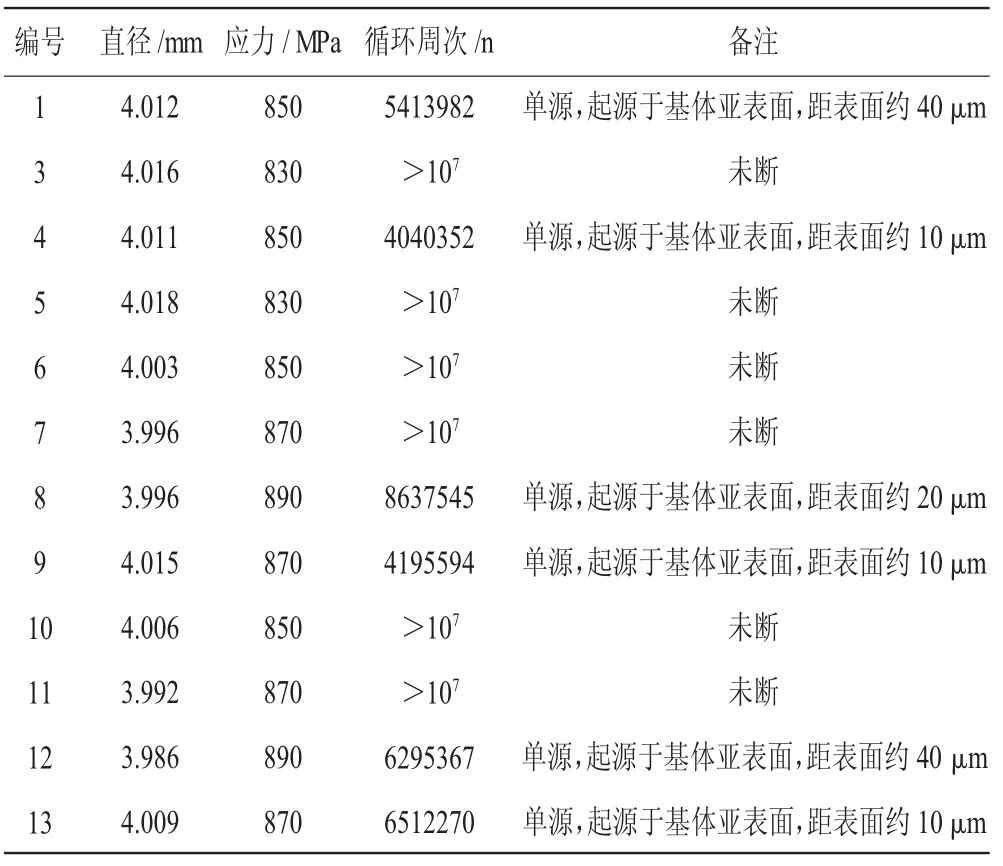
表1 非鍍鉻試樣疲勞試驗結(jié)果
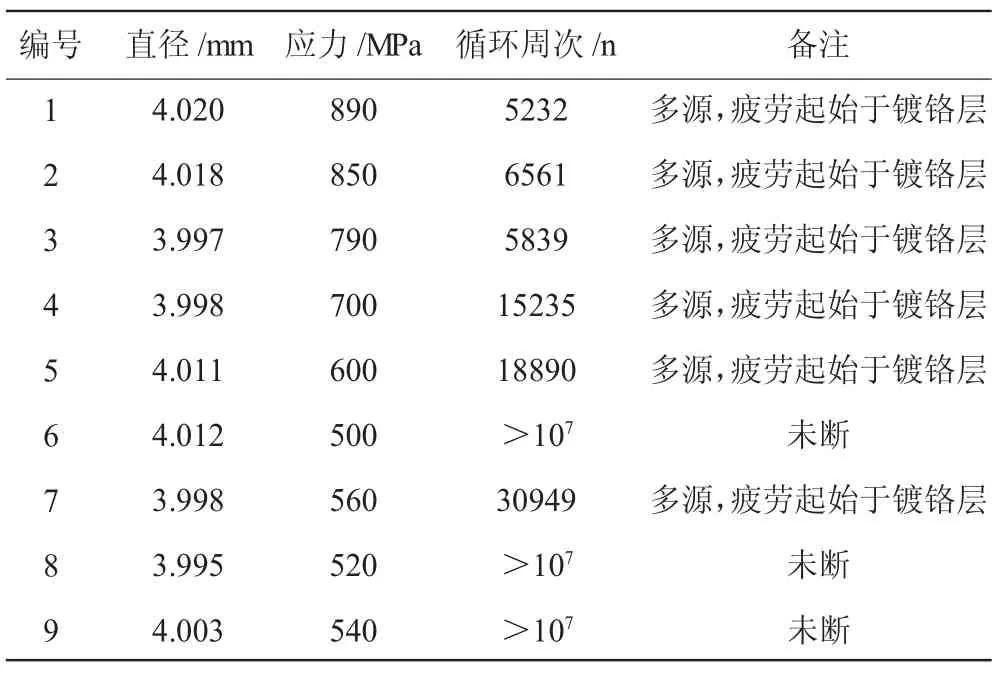
表2 鍍鉻試樣疲勞試驗結(jié)果
經(jīng)過計算,鍍鉻試樣旋轉(zhuǎn)彎曲疲勞極限為540 MPa,相對于非鍍鉻試樣疲勞極限為860MPa,下降了37.2%,與文獻[15]結(jié)果相似。
非鍍鉻試樣、鍍鉻試樣的疲勞壽命-載荷曲線如圖3所示。從圖中可見,鍍鉻試樣的疲勞壽命、疲勞極限均明顯低于非鍍鉻試樣,并且部分試樣的疲勞壽命分布在104以內(nèi)。
1.2 缺口試樣旋轉(zhuǎn)彎曲疲勞試驗
1.2.1 非鍍鉻試樣旋轉(zhuǎn)彎曲疲勞試驗
缺口試樣旋轉(zhuǎn)彎曲疲勞試驗結(jié)果見表3。

表3 缺口試樣疲勞試驗結(jié)果
通過計算,缺口試樣疲勞極限為310 MPa,與非鍍鉻試樣疲勞極限860 MPa相比降低了70%,說明8Cr4Mo4V鋼缺口敏感性極強,該材料不適用于帶缺口構(gòu)件的加工。
1.2.2 缺口鍍鉻試樣旋轉(zhuǎn)彎曲疲勞試驗
缺口鍍鉻試樣的旋轉(zhuǎn)彎曲疲勞試驗見表4。
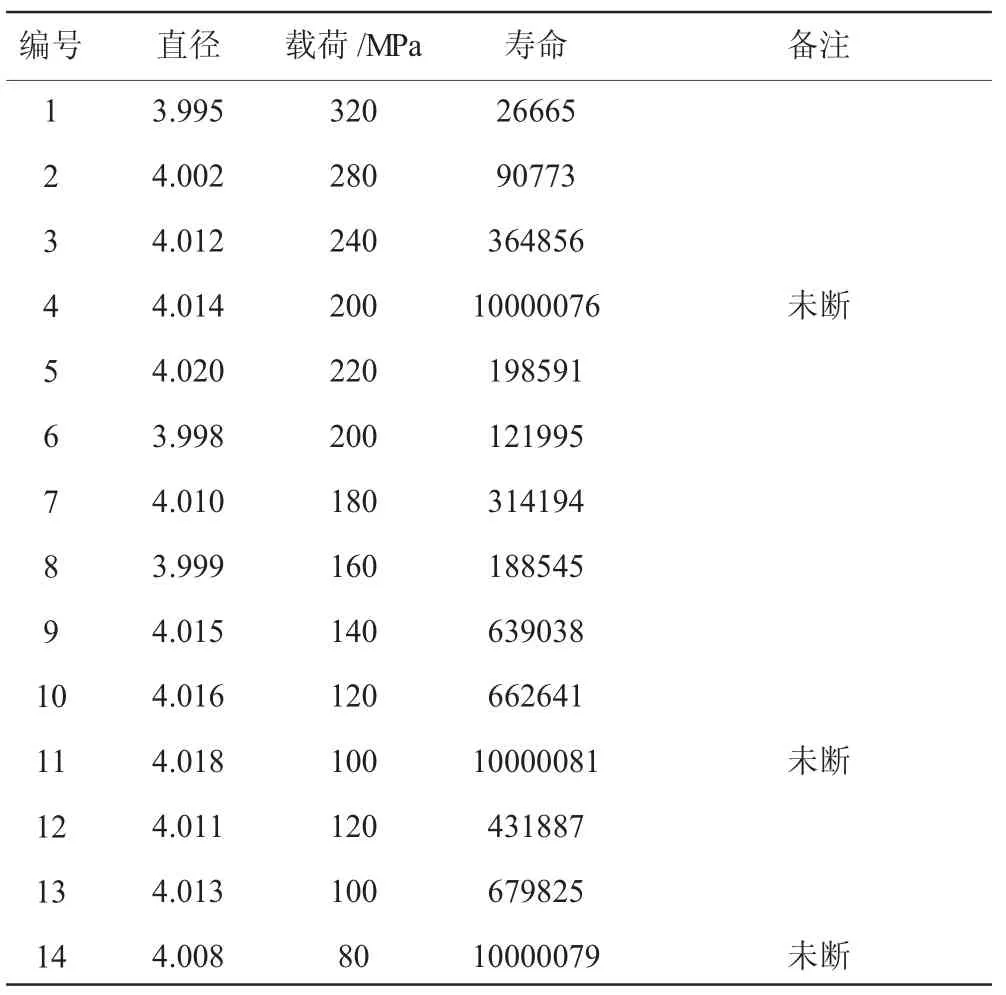
表4 缺口鍍鉻試樣疲勞試驗結(jié)果
通過計算,缺口鍍鉻試樣的疲勞極限為95 MPa,相比缺口非鍍鉻試樣疲勞極限為310 MPa,下降了69.4%,說明鍍鉻對缺口試樣疲勞極限影響極大,所以帶缺口的構(gòu)件能用鍍鉻工藝來調(diào)整其工作游隙。
缺口試樣、缺口鍍鉻試樣的疲勞壽命-載荷曲線如圖4所示。從圖中可見,缺口鍍鉻試樣的疲勞壽命、疲勞極限均明顯低于缺口試樣。
2 分析與討論
2.1 非鍍鉻試樣斷口形貌
非鍍鉻試樣循環(huán)周次為5413982的斷口形貌如圖6所示。從圖6(b)中可見,該疲勞為單源疲勞,其裂紋起源于基體亞表面,距表面約為40μm。
2.2 鍍鉻試樣斷口形貌
鍍鉻試樣循環(huán)周次為5232的斷口形貌如圖7所示。在斷口處呈多處線源,起源于鍍層和基體界面處,沿鍍層和基體2個方向徑向擴展,如圖7(a)所示;在鍍層和基體均可見大量的疲勞條帶特征,如圖7(b)~(d)所示;其余大部分面積均為快速擴展區(qū),如圖7(e)所示;其他區(qū)域鍍層也可見疲勞特征,均從鍍層和基體界面起源,如圖 7(f)所示。
3 結(jié)論
(1)鍍鉻試樣旋轉(zhuǎn)彎曲疲勞極限為540 MPa,相比非鍍鉻試樣疲勞極限為860 MPa,下降了37.2%,鍍鉻對軸承內(nèi)圈材料(8Cr4Mo4V)的旋轉(zhuǎn)彎曲疲勞壽命有較大影響。
(2)缺口試樣疲勞極限為310 MPa,相比非鍍鉻試樣疲勞極限為860 MPa,降低了70%,8Cr4Mo4V鋼缺口敏感性極強,該材料不適用于帶缺口構(gòu)件的加工。
(3)缺口鍍鉻試樣的疲勞極限為95 MPa,相比缺口非鍍鉻試樣疲勞極限為310 MPa,下降了69.4%,鍍鉻對缺口試樣疲勞強度影響極大,帶缺口的構(gòu)件不能用鍍鉻工藝來調(diào)整其工作游隙。
(4)非鍍鉻試樣疲勞均起源于基體亞表面;在鍍鉻試樣中,循環(huán)周次較高的疲勞起源于基體亞表面,而循環(huán)周次較低的疲勞起源于鍍鉻層或基體與鍍鉻層界面。
[1]武曉龍,別忠義.某型發(fā)動機三支點軸承裝配游隙的調(diào)整方法[J].機械工程師,2014(11):255-256.WU Xiaolong,BIE Zhongyi.Clearance adjustment method of 3-pivot bearing in an aero-engine[J].Mechanical Engineering,2014(11):255-256.(in Chinese)
[2]Luca Nobili,Luca Magagnin.DLC coatings for hydraulic applications[J].Trans.Nonferrous Met.Soc.China,2009(19):810-813.
[3]包俊成,趙捷,王志奇,等.表面強化對30CrMnSiA鋼疲勞性能的影響[J].機械工程材料,2010,34(6):71-73.BAO Juncheng,ZHAO Jie,WANG Zhiqi,et al.Influence of surface strengthening on fatigue property of 30CrMnSiA steel[J].Materials for Mechanical Engineering,2010,34(6):71-73.(in Chinese)
[4]葉斌,盧繼光,邵渭賢.表面強化銷軸農(nóng)用滾子鏈的磨損試驗研究[J].鏈傳動專題,2012,36(1):54-56.YE Bin,LU Jiguang,SHAO Weixian.Study on wear test of agriculture roller chain with surface strengthening pin[J].The Dissertation of Chain Drive,2012,36(1):54-56.(in Chinese)
[5]黃進峰,連勇,張程,等.不同表面處理條件下身管燒蝕研究[J].北京科技大學學報,2014,36(3):323-327.HUANG Jinfeng,LIAN Yong,ZHANG Cheng,et al.Study on erosion of gun barrels with different surface treatments[J].Journal of University of Science and Technology Beijing,2014,36(3):323-327.(in Chinese)
[6]王宗雄,王超,彭海泉,等.鍍鉻工藝的應(yīng)用及相關(guān)配方介紹[J].表面工程與再制造,2016,16(5):25-27.WANG Zongxiong,WANG Chao,PENG Haiquan,et al.The application of chroming and introduction of distribution[J].Surface Engineering&Remanufacturing,2016,16(5):25-27.(in Chinese)
[7]王榮,馮金善,蘇順.高強度鋼制軸類零件加工制造中開裂原因分析與工藝改進[J].理化檢驗 - 物理分冊,2005,41(4):175-178.WANG Rong,FENG Jinshan,SU Sun.Analysis of cracking resulted during machining axle pins for aircraft landing gears and technique improvement process[J].PACT (part:a Phys.Test),2005,41(4):175-178.(in Chinese)
[8]龔煌輝.高強度鋼制軸類零件加工制造中開裂原因分析與工藝改進[J].時代農(nóng)機,2015,42(9):47-49.GONG Huanghui.An analysis of causes resulting in cracking of high strength steel axle parts in manufacturing process and process improvement[J].Times Agricultural Machinery,2015,42(9):47-49.(in Chinese)
[9]李毅,馮坤.工程機械常用銷軸磨損失效分析[J].失效分析與預(yù)防,2013,8(6):376-379.LI Yi,F(xiàn)ENG Kun.Wear failure analysis on dowel of hydraulic grab[J].Analysis and Prevenience of Failure,2013,8(6):376-379.(in Chinese)
[10]孫韶,劉強憲,夏禹,等.活塞環(huán)表面鍍鉻與激光微織構(gòu)的復(fù)合工藝研究[J].廣西大學學報,2016,4(5):1413-142.SUN Shao,LIU Qiangxian,XIA Yu,et al.Research on composite process of chromium plating and laser surface texturing of piston ring running face [J].Journal of Guangxi University,216,4(5):1413-1421.(in Chinese)
[11]杜戰(zhàn)雄.活塞環(huán)鍍鉻針孔原因分析與預(yù)防 [J].內(nèi)燃機配件,2005(3):26-27.DU Zhanxiong.Analysis on causes of pinhole for chromeplated piston ring and prevention measure[J].Internal Combustion Engine Parts,2005(3):26-27.(in Chinese)
[12]張繼.鍍鉻技術(shù)在活塞環(huán)槽表面處理中的應(yīng)用研究[D].大連:大連海事大學,2014.ZHANG Ji.Application study for chrome plating on ring grooves surface of piston crown[D].Dalian:Dalian Maritime University,2014.(in Chinese)
[13]李世杰.應(yīng)變速率和除氫對鍍鉻和鍍Cd-Ti后的GC-4鋼氫脆特性的影響[J].中國電子技術(shù)學報,1994(9):25-27.LI Shijie.Strain rate and hydrogen removing after plating Cr and Cd-Ti imposed effect on GC-4 steel hydrogen embrittelmental characteristic[J].China Academic Journal Electronic Publishing House,1994(9):25-27.(in Chinese)
[14]張旭.直八直升機發(fā)動機傳動系部件表面鍍鉻工藝與理論研究[D].哈爾濱:哈爾濱工業(yè)大學,2007.ZHANG Xu.Technology and theory research on chrome-plating of transmission system component of helicopter Z8 engine[D].Harbin:Harbin Institute of Technology,2007.(in chinese)
[15]王毓麟,王淑霞,賈偉.鍍鉻對0Cr13Ni4Mo鋼疲勞強度的影響[J].兵器材料科學與工程,2002,25(2):49-52.WANG Yulin,WANG Shuxia,JIA Wei.Effect of chroming on fatigue strength of 0Cr13Ni4Mo steel[J].Ordnance Material Science and Engineering,2002,25(2):49-52.(in Chinese)
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52