柴油機高壓油管接頭冷鐓工藝優化研究
2017-07-01 19:20:10胡廣云王奎向賢念王雁冰中船動力研究院有限公司上海200129
柴油機設計與制造 2017年2期
關鍵詞:冷鐓
胡廣云,王奎,向賢念,王雁冰(中船動力研究院有限公司,上海200129)
柴油機高壓油管接頭冷鐓工藝優化研究
胡廣云,王奎,向賢念,王雁冰
(中船動力研究院有限公司,上海200129)
針對某型船用柴油機高壓油管接頭斷裂事故,采用有限元仿真與試驗相結合的方法,研究高壓油管接頭在冷鐓成型過程中的材質的流線型以及內孔的尺寸。通過仿真與試驗相結合的方法,研究了冷鐓管胚進料長度尺寸對成型材質流線及內孔尺寸的影響,然后探討了冷鐓次數對成型結果的影響,為高壓油管接頭冷鐓成型方案的改進提供了很好的參考。
柴油機高壓油管接頭冷鐓成型流線
1 引言
為了滿足船舶柴油機低油耗、高功率的要求,柴油機廠大多采用提高爆發壓力和供油壓力的方式。這種方法加劇了機體的振動,使得高壓油管組件的工作條件更加惡劣,常會導致高壓油管斷裂失效的發生[1~2]。高壓油管的斷裂會導致燃油的泄漏和異常停機,嚴重的還會造成人員的傷害。
本文通過仿真與試驗相結合的方法,研究了冷鐓管胚進料長度尺寸對成型材質流線及內孔尺寸的影響,探討了冷鐓次數對成型結果的影響,分析不同的冷鐓成型方案。
2 高壓油管接頭
某型船用柴油機在運行過程中發現高壓油管組件接口處漏油,經拆卸檢查發現,均為高壓油管接頭處發生徑向斷裂。高壓油管接頭采用Φ10×3毛坯管,并用EF50-6型冷墩機進行冷墩。冷鐓成型后的管接頭尺寸示意圖如圖1所示。管接頭主要尺寸包括接頭錐面角度α、接頭最大直徑D、內孔頂端圓角尺寸Ra、接頭頂端圓角尺寸Rb、接頭長度L、接頭與管部連接部位圓角尺寸Rc和油孔內孔徑d。
本文中該高壓油管接頭主要特征尺寸要求如表1所示。
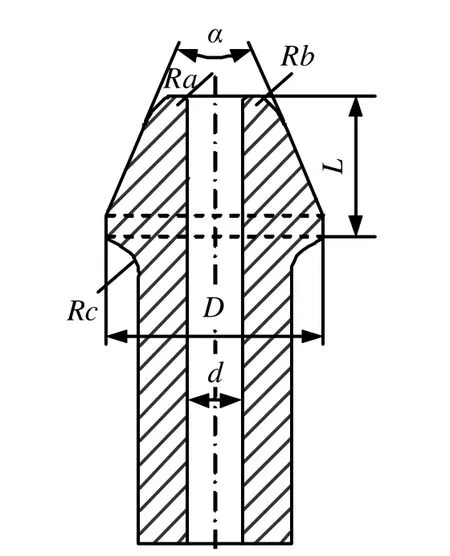
圖1 高壓油管接頭尺寸示意圖
3 有限元分析
高壓油管接頭冷鐓成型的有限元模型如圖2所示。根據模型的對稱性,采用軸對稱模型進行仿真計算,選取的單元類型為CAX4R,單元尺寸為0.3 mm,冷墩模具沖頭及夾具使用解析剛體進行建模。由于采用拉格朗日方法對高壓油管接頭進行冷鐓成型的仿真模擬,網格單元的節點固定在材料內,節點隨材料一起流動[3~4],因此可以根據網格線來判斷冷鐓過程高壓油管接頭內部的材料型線變化。
在管接頭冷鐓成型仿真分析中,夾具作為固支約束;管子被夾具夾住的部分作為固支約束;冷墩模具沖頭1、2、3依次沿軸向按照“進料長度”方向(Y軸負方向)進行強制位移約束,沖頭3的尺寸為高壓油管接頭外側的最終尺寸。
毛坯管的材料牌號為20CrMoA,彈性模量210 GPa,泊松比0.3,密度7.8×10-6,材料的屈服強度為319MPa,抗拉極限為479MPa,材料的延伸率約為30.5%。
為便于觀察高壓油管冷鐓后材質流線變化和可能產生的徑向缺陷,所有仿真均使用油孔徑向方向位移(U2)結果作為評價依據。
根據高壓油管冷鐓后的鉸孔及倒圓角加工,對于內徑小于鉸孔尺寸(Φ4.3mm)的冷鐓方案,可通過鉸孔消除冷鐓造成的初始缺陷。因此對冷鐓方案的仿真結果評價主要指標為:(1)接頭內徑最大處是否滿足Φ4.3mm要求;(2)內外部表面是否飽滿;(3)材質流線是否平滑。
經過沖頭1、沖頭2和沖頭3的三道沖壓作用,毛坯管沿Y方向的位移結果如圖3所示。從仿真結果顯示,毛坯管材質型線較為流暢,接頭內外部表面飽滿,但接頭內孔徑尺寸大于要求的4.3 mm,沒有達到內孔徑的加工指標,內孔加工完成后會出現缺陷。
對比仿真分析結果,在高壓油管接頭的實物加工中也出現了類似的缺陷。
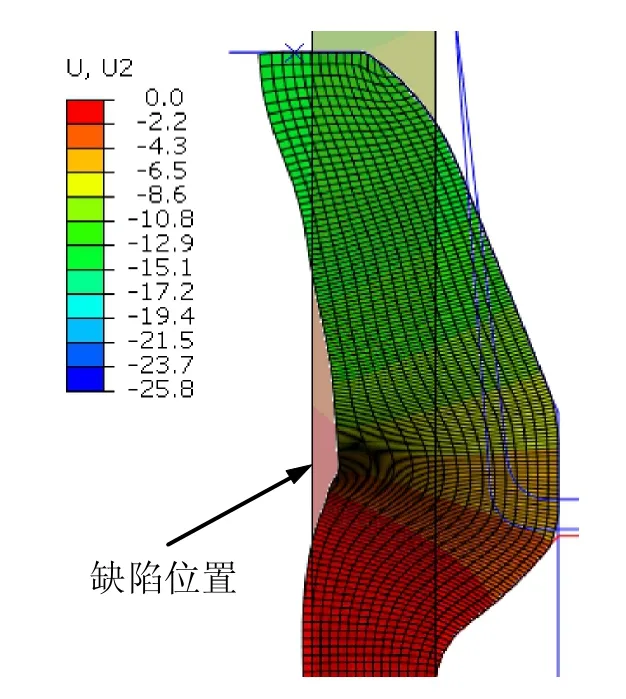
圖3 仿真計算結果
高壓油管接頭真實破壞情況如圖4所示。根據管接頭冷鐓成型仿真計算結果可以判斷,內徑出現缺陷的位置產生了疲勞斷裂。

圖4 實際斷裂情況
4 管胚進料長度尺寸對管接頭成型的影響
4.1 試驗驗證方案
根據有限元仿真分析結果以及實際油管接頭斷裂情況,并結合經驗可知,冷鍛過程油管內孔產生的缺陷主要是由于材料不足產生,因此下面研究不同進料長度對冷鐓過程油管內孔填充以及材質流線的影響。根據經驗和冷鐓機的參數要求,設置三組不同進料長度的改進方案,進料長度分別為27.5、29和29.3mm。
方案1管接頭冷鐓成型仿真計算結果和試驗結果如圖5所示。從仿真計算結果可以看出,高壓管接頭內外表面材料飽滿,但是材質型線不夠流暢,并且管接頭內孔出現褶皺。從試驗結果可知,材質型線與內孔褶皺與仿真結果基本一致,但內孔徑的尺寸不一致。仿真結果顯示接頭內孔徑滿足油管內孔徑的要求,但試驗結果表明沒有達到該首要指標。
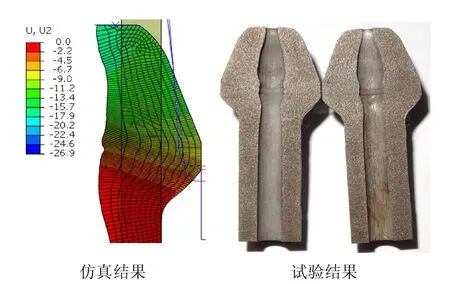
圖5 方案1仿真計算結果和試驗結果
方案2結果如圖6所示。從仿真結果可以看出,管接頭內外部表面飽滿,材質型線較為流暢,接頭內孔基本無褶皺,接頭內孔徑滿足要求。從試驗結果來看,材質型線較為流暢,內孔有褶皺但較為平緩,與仿真計算結果基本一致,但內孔徑的尺寸不滿足內孔徑的尺寸要求。
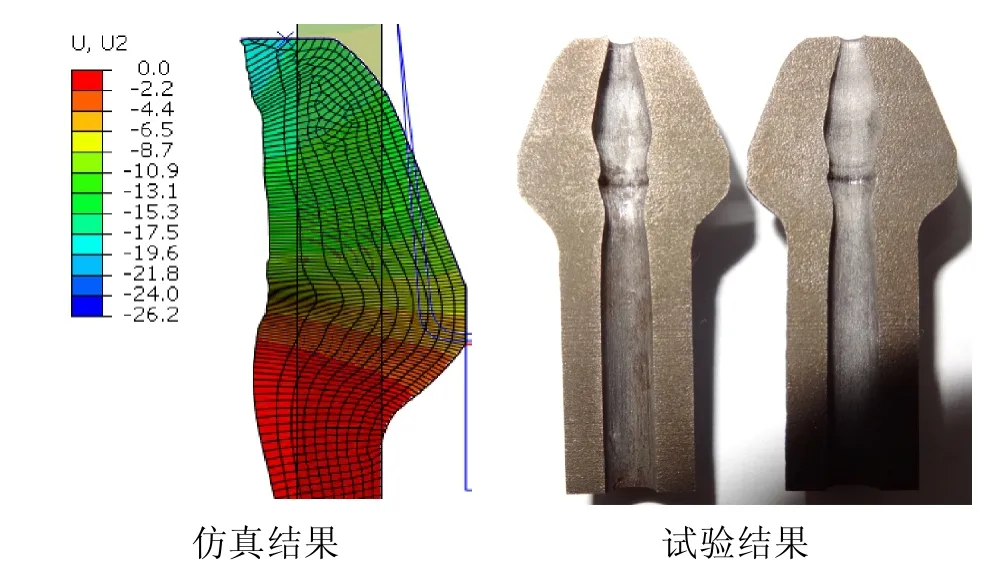
圖6 方案2仿真計算結果和試驗結果
方案3仿真結果和試驗結果如圖7所示。從仿真結果可以看出,管接頭外部表面未填滿,材質型線不流暢,接頭內孔有少許褶皺,接頭內孔徑尺寸滿足要求。從試驗結果可以看到,與仿真結果類似,管接頭材質型線不流暢,內孔有褶皺,但內孔徑的尺寸不滿足要求。
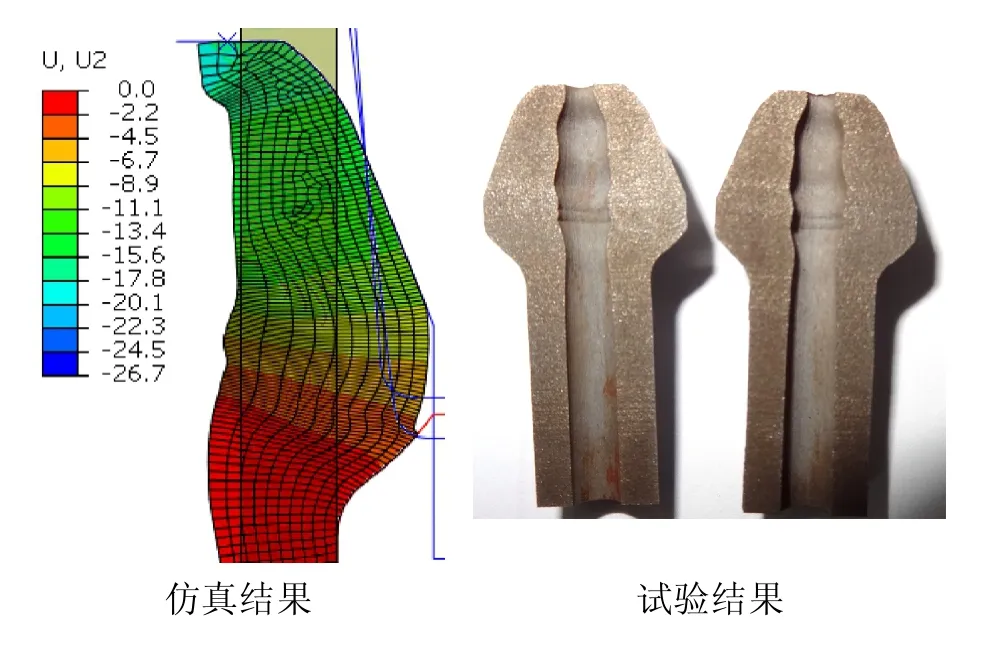
圖7 方案3仿真計算結果和試驗結果
4.2 仿真結果與試驗結果的對比分析
通過對三組不同冷鐓管胚進料長度尺寸下冷鐓過程的仿真模擬以及試驗驗證,對比仿真結果和試驗結果,可以得到仿真分析結果與實際試驗情況的相同點和差異,具體體現在以下三個方面。
(1)仿真結果顯示的內孔徑與實際試驗相比偏小。由于內孔需要進行機加工餃孔,需要冷墩后具有較小的孔徑(≤Φ4.3mm),因此對于該項指標,應對仿真結果提出更高要求,以滿足實際制造要求。
(2)仿真結果內孔材質褶皺比實際情況平緩,實際制造時產生的內孔材質褶皺將比仿真結果更為嚴重。
(3)仿真結果對接頭處的冷墩成型趨勢,材料堆積位置及模具填充飽和性的擬合度較高,其仿真結果是值得參考的。
由于一些復雜的因素,如冷墩成型的工藝特性對材料參數、冷墩后材料回彈和相關裝夾組件的影響等,導致了仿真結果與實際試驗結果產生了上述偏差,仿真結果的各項指標優于試驗結果,因此為了保證實際制造時的可行性,針對仿真結果應預留一定的余量。
5 冷鐓次數對管接頭成型影響
單次冷鐓變形量過大會造成冷鐓后材質流線及成型的不理想,因此考慮采用增加冷鐓成型的次數,通過減少單次冷鐓的變形量來改善管接頭的冷鐓成型過程。于是設計了一組5次成型的方案,研究冷鐓次數對管接頭成型過程的影響。
5次成型的有限元模型如圖8所示。圖中有5個沖頭模具,從沖頭1開始依次對管接頭毛坯管進行沖壓,沖頭5的形狀為高壓油管接頭的最終尺寸。
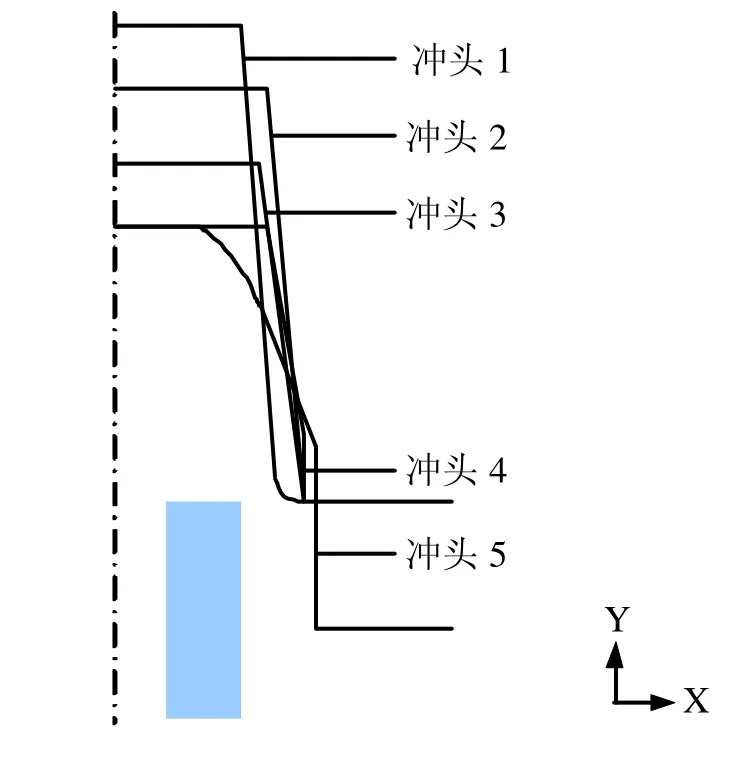
圖8 5次冷鐓成型有限元模型
5次冷鐓成型仿真結果和解剖結果如圖9所示。從圖中可以看出,管接頭外表面材料已填滿,內孔尺寸滿足要求,材料型線較為流暢。按照5次冷鐓成型的方案,試制一批次的高壓油管,裝機進行發動機試驗后拆卸。從圖中可以看出,剖面未出現疲勞裂紋萌生,獲得了預期的效果。
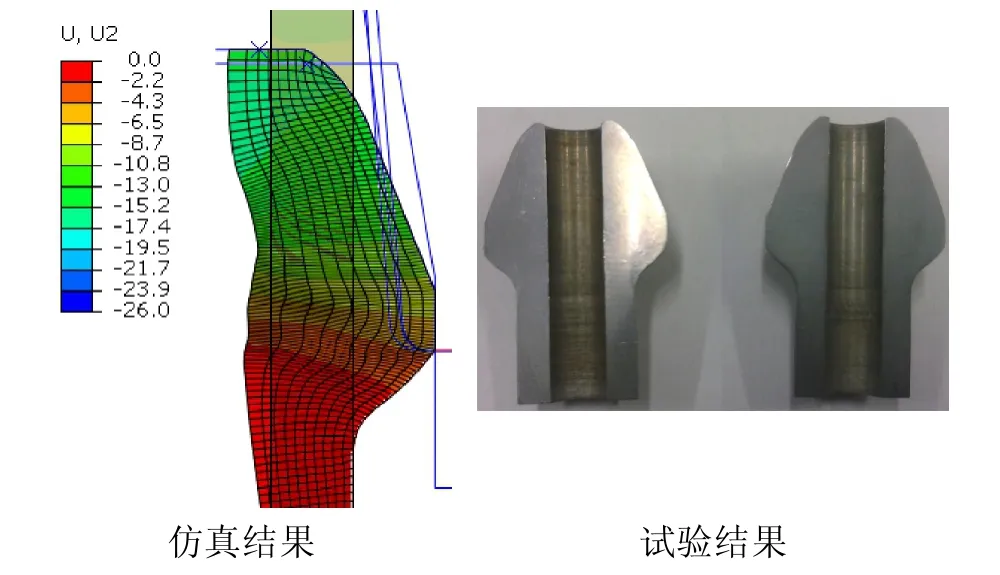
圖9 五次冷鐓成型仿真結果和試驗結果
4 結果分析與討論
將不同方案的仿真結果匯總見表2。從表中可以看出,在一定范圍內,隨著進料長度的增加,冷鐓成型的毛坯管內外表面、內部材料的型線和內孔尺寸能更好地滿足要求,但當進料長度繼續增加時,會導致毛坯管內外表面出現褶皺,材料的型線也會有較大的影響。對比不同冷鐓次數的冷鐓成型方案可以看出,當冷鐓次數從3次增加到5次時,成型的毛坯管對應的內外表面的飽滿程度、材料的型線和內孔的尺寸都能很好地滿足要求。結合以上研究內容,選用了5次成型作為改進方案,成本增加約10%,目前尚未出現類似的斷裂事故。

表2 仿真計算結果匯總
6 總結
通過仿真與試驗相結合,分析不同管胚進料長度尺寸和對冷鐓次數的研究,可以得到以下結論:
(1)進料長度對模具填充率和內孔徑具有較大的影響。進料長度大,則填充率高,內孔徑小。
(2)過大的進料長度會降低材質流線質量,甚至產生材質摺疊缺陷。增加冷鐓次數能很好地控制材料堆積情況和流線。
[1]王雁冰,胡廣云,宋雅麗等.某柴油機高壓油管冷鐓接頭斷裂問題分析[J].柴油機,2013,35(6):40-43.
[2]白書戰,賈迎軍,張海龍等.基于振動測試的發動機高壓油管斷裂問題分析[J]內燃機與動力裝置,2007(3):49-52.
[3]孫江龍,楊文玉,楊俠等.拉格朗日、歐拉和任意拉格朗日-歐拉描述的有限元分析[C].//第二十一屆全國水動力學研討會暨第八屆全國水動力學術會議暨兩岸船舶與海洋工程水動力學研討會論文集.2008:1024.
[4]王赤,應保勝,田德旺等.基于拉格朗日公式的冷軋有限元分析[J].鍛壓技術,2006,31(5):29-32.
[5]Benson JP,EdmondsD V,Effectofm icrostructure on fatigue in threshold region in low-allow steel[J] MetalScience,1978,12(5):223-232.
The ProcessOptimization Study ofCold Heading for High Pressure Fuel Pipe JointofDieselEngine
Hu Guangyun,Wang Kui,Xiang Xiannian,Wang Yanbing
(China Shipbuilding Power Engineering Institute Co.,Ltd.,Shanghai200129,China)
For the rupture of high pressure fuel pipe joint of amarine diesel engine,finite element method and experimentwere combined to study thematerial streamline and the inner hole size of the fuel pipe in the cold heading process.The effectof the feeding length on thematerial streamline and the inner hole size was studied,and the effect of cold heading times on the shaping result was discussed,which providesagood reference for the developmentof the cold heading process.
dieselengine,high pressure fuelpipe joint,cold heading,stream line
10.3969/j.issn.1671-0614.2017.02.010
來稿日期:2017-02-17
胡廣云(1978-),女,工程師,主要研究方向為發動機結構CAE技術。
猜你喜歡
精密成形工程(2023年10期)2023-10-18 02:43:40
上海金屬(2022年5期)2022-09-26 02:07:46
鍛造與沖壓(2020年23期)2020-12-18 03:08:56
裝備制造技術(2020年2期)2020-12-14 03:09:30
裝備維修技術(2020年15期)2020-11-28 09:45:30
智富時代(2018年5期)2018-07-18 17:52:04
智富時代(2018年12期)2018-01-12 11:51:50
中國機械工程(2016年21期)2016-12-24 01:54:00
中小企業管理與科技·上旬刊(2016年9期)2016-05-14 22:58:25
中國新技術新產品(2015年15期)2015-07-19 06:50:12
