原材料酸洗對冷鐓產品表面質量的影響
2015-07-19 06:50:12俞世勇杭州彈簧墊圈有限公司浙江杭州311232
中國新技術新產品 2015年15期
關鍵詞:冷鐓
俞世勇(杭州彈簧墊圈有限公司,浙江 杭州 311232)
原材料酸洗對冷鐓產品表面質量的影響
俞世勇
(杭州彈簧墊圈有限公司,浙江杭州311232)
摘要:本文介紹了用于生產高強度內六角螺釘的原材料的酸洗皮膜生產工藝。通過對原材料進行退火前預酸洗、在酸液中添加緩蝕劑、控制酸洗時間和酸液溫度及中和時間,成功生產出合格的冷鐓產品,表面質量滿足日本汽車客戶的要求。
關鍵詞:原材料;酸洗;冷鐓;表面質量
1 引言
國內螺栓、螺釘等緊固件生產廠,為了改善原材料的拉拔和冷鐓性能,一般均會在拉拔作業前,對原材料進行酸洗磷化皮膜處理。但是,比較客觀地說,絕大多數生產廠對酸洗工藝重視程度不夠,要么有所謂的工藝文件但很籠統,缺乏實際作業指導性,要么甚至連工藝文件都沒有,而僅僅由操作工憑經驗進行生產,反正只要后續拉拔和冷鐓作業能勉強進行就萬事大吉了。
作者所在單位,應日本汽車客戶的要求生產12.9級M5×15OEM內六角螺釘產品,以替代日本產品降低生產成本。但是在按日方的要求采用了同樣的日本產的SCM435原材料、類似的退火設備和退火工藝以及相同的冷鐓模具后,僅僅由于酸洗皮膜處理工藝流程與日本的不同,冷鐓后產品表面質量與日方的差別很大,可謂是天壤之別。
為達到產品表面質量與日方量產品一致,作者專門通過調整工藝、細化工藝參數等方式,進行了多次的工藝對比試驗,最終得以確定了最佳的酸洗皮膜工藝方案。
2試驗材料、測量設備和試驗方法
2.1試驗用原材料:為避免出現由于原材料不同而對試驗結果產生的影響,本次試驗所用的原材料,與日本量產品所用的原材料一樣,均為日本大同特殊鋼株式會社生產的∮6.0mmSCM435。
2.2試驗測量設備:用于檢測成型產品表面粗糙度的儀器為日本株式會社小坂研究所生產的2CR型表面粗糙度測量儀。
表面粗糙度測量點:螺釘頭部的打標記面和螺釘桿部。
2.3試驗方法
2.3.1試作序號1為傳統的生產工藝,流程如下:酸洗-水洗(浸洗)-水洗(浸洗)-水洗(浸洗加沖洗)-皮膜處理-自然干燥-潤滑。
按該工藝流程處理后的原材料,經過冷鐓加工后的產品表面質量與日本量產品的外觀對比圖,如圖1所示,表面粗糙度測量數據,見表3。通過比對,表面質量的差別一目了然。
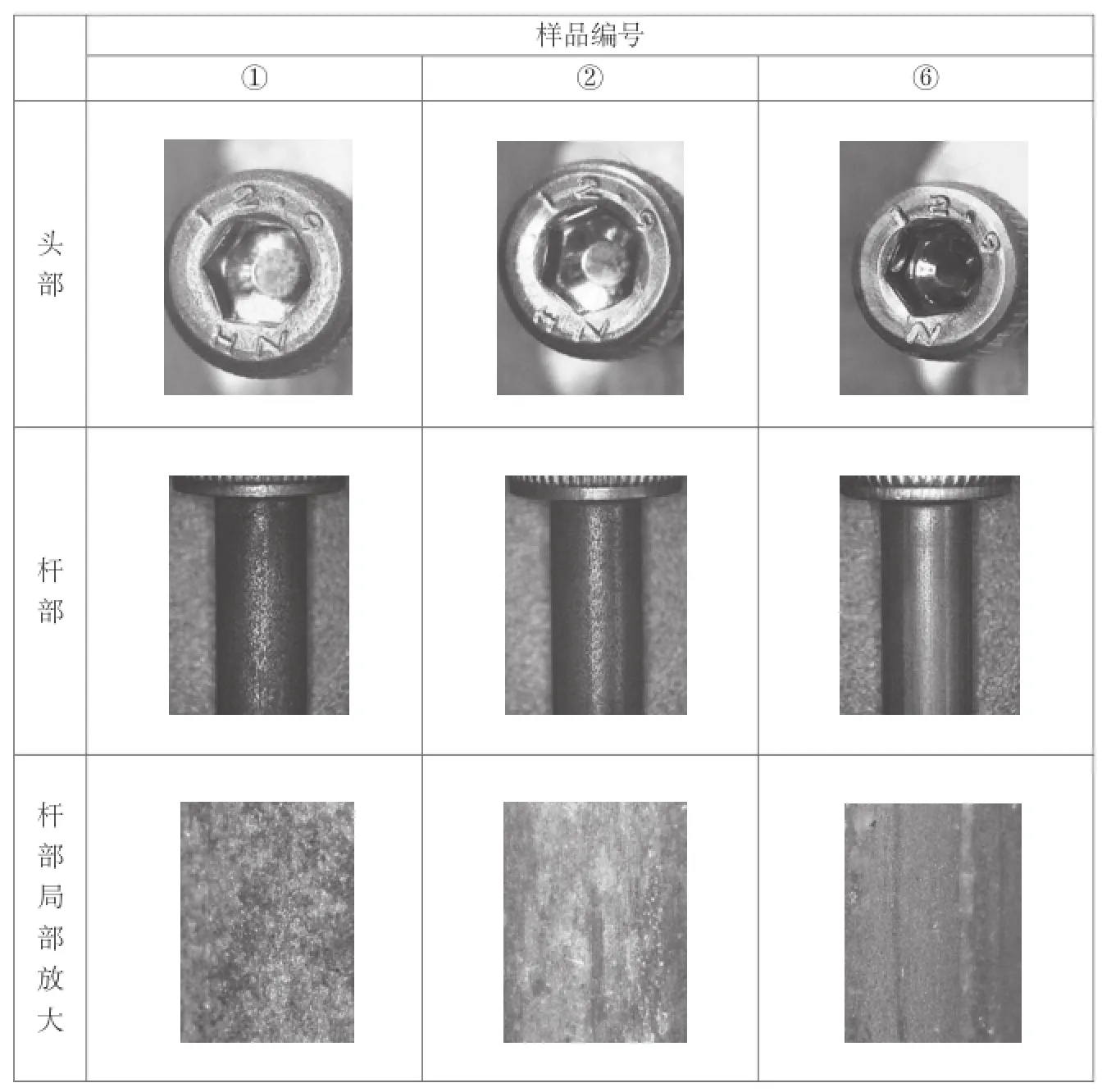
圖1 部分試作樣品與日本量產品外觀對比相片
2.3.2試作序號2的工藝流程如下:酸洗-水洗(浸洗)-水洗(沖洗)-中和-皮膜處理-自然干燥-潤滑。
通過對試作序號1所加工產品表面質量的分析,原材料酸洗過程中出現過度腐蝕是根本的原因。由于原材料浸入鹽酸中后,首先是其表面的氧化皮與酸發生化學反應,逐部剝落,達到除銹的目的,然后隨著時間的延長,處在氧化皮下面的基體金屬也勢必會與酸發生反應,極端情況下,隨著酸洗時間的加長,原材料更易受到酸液對其產生過度腐蝕并產生的“氫脆”情況,而這個情況恰恰是我們不希望發生的。
為此我們選擇了適合鹽酸使用的六次甲基四胺(烏洛托品)酸洗緩蝕劑,它能在鹽酸溶解金屬氧化物的同時,保護、減少對鐵基體的溶解,既可防止金屬過腐蝕、降低酸耗、減輕酸霧污染,還能抑止金屬在酸洗過程中吸氫的能力,避免鋼鐵發生“氫脆”,使金屬在酸洗后保持原有材質的機械性能不變。
考慮到在鹽酸中添加酸洗緩蝕劑后,勢必將減緩酸洗的速度,因此,特地將酸洗時間由原來去凈鋼絲表面氧化皮所需要的的30分鐘作適當延長,從最后試作的記錄數據,實際增加到50分鐘。同時,為改善常規工藝存在的酸洗后水洗不徹底,原材料上仍舊殘存酸液,影響后續皮膜處理的缺陷,特地增加了用1%NaOH(體積比)進行中和處理的工序。
按該工藝流程處理后的原材料,經過冷鐓加工后的產品表面質量與日本量產品的外觀對比圖,如圖1所示,表面粗糙度測量數據,見表3。通過對試作序號2所加工產品表面質量的分析,雖然在酸中加了緩蝕劑,并追加了中和處理,但通過與試作序號1所加工產品的比對,產品表面的腐蝕斑點較按常規處理流程的有了一定的改善,但不是很明顯。
2.3.3試作序號3、4、5的工藝流程,見表1、表2。
由于試作的原材料在酸洗前進行了保護氣氛條件下的球化退火,而退火前的原材料是鋼廠交付狀態,因此表面肯定會殘存生產過程中所附著的油膜,而這層油膜在保護氣氛條件下的退火過程中,會燒結在原材料氧化皮的表面,直接影響酸液與氧化皮的反應,進而導致酸洗時間的延長。因此,要進一步縮短酸洗時間,最有效的方法就是消除油膜對酸洗的影響,使酸液第一時間與原材料的氧化皮接觸并反應。
為此,我們首先提出了將酸洗分成二次的試作方案:先在原材料退火前進行第一次預酸洗,再在退火后進行第二次酸洗。預酸洗的目的,主要是清除掉原材料表面的油膜及明顯的氧化皮,以使原材料以比較潔凈的狀態進行退火作業。第二次酸洗的目的,是徹底清除退火后原材料表面的氧化皮,為后續的皮膜處理作業做準備。其次,為避免酸洗時間過長、溫度過高,造成對原材料的氫脆傾向,避免產品的延遲斷裂情況的發生,因此,又專門對酸洗時間和酸液溫度按表2中不同的工藝條件進行了試作。
(1)退火前材料的預酸洗工藝:酸洗→水洗(浸洗+沖洗)→中和。
(2)酸洗時間和酸洗溫度不同。
最終確定的退火后材料的皮膜處理流程:
第一次酸洗→水洗(浸洗+沖洗)→第二次酸洗→水洗(浸洗+沖洗)→中和→皮膜處理→自然干燥→潤滑。
3試驗結果及分析
確定以試作序號4的工藝條件為量產最佳工藝;以試作序號5的工藝條件為酸洗時間管理值最大值。
4生產應用
通過試驗后的檢測結果,采用原材料在退火前后分別進行一次酸洗的生產工藝,后續再進行皮膜處理后的材料,經過冷鐓成型后,產品的表面質量與日本量產品基本上一致,可以說,工藝試驗取得了成功。

表1 試作序號3、4、5的工藝流程
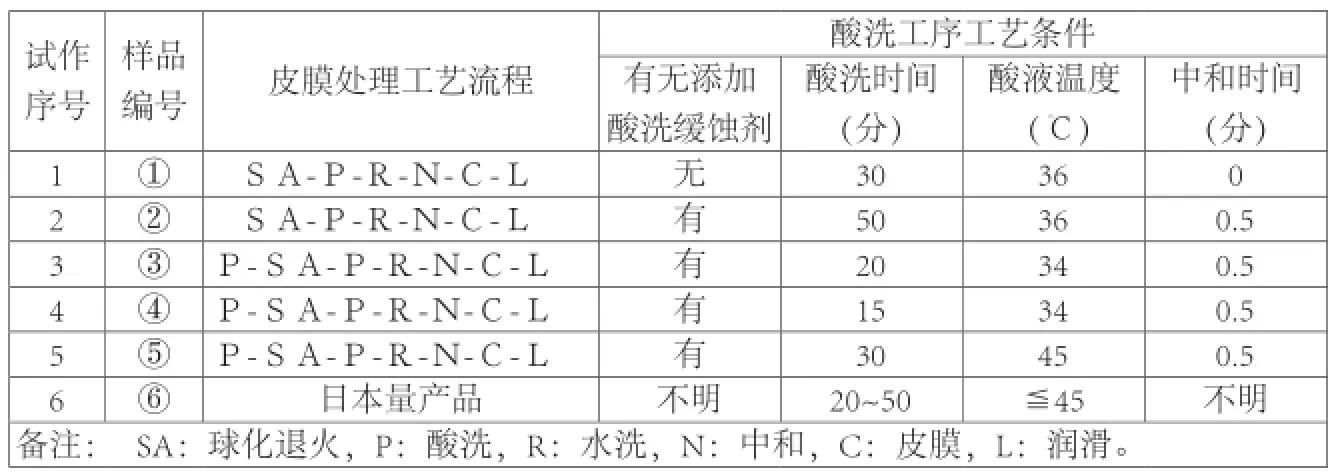
表2 試驗工藝參數匯總表

表3 表面粗糙度測量數據
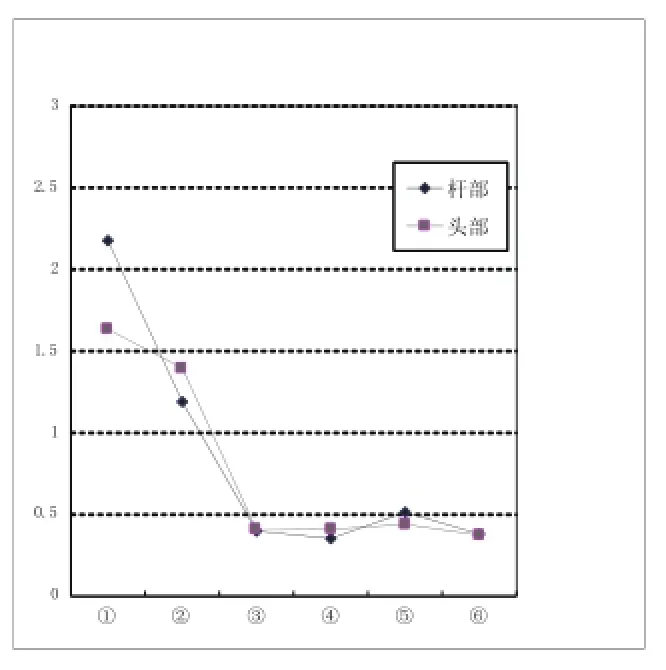
圖2 冷鐓成型產品表面粗糙度測量結果
結語
(1)影響冷鐓成型產品表面質量的原因很多,比如模具的結構設計、模具內腔表面的粗糙度、冷鐓機所用的成型油以及酸洗皮膜處理的質量等。其中,酸洗皮膜處理是關鍵,對成型產品表面質量的影響最大。
(2)通過試驗最終確定的酸洗皮膜處理工藝,經過批量生產驗證,其后續冷鐓產品的表面質量,完全與日本量產品一樣,符合OEM產品的要求。
參考文獻
[1]賈東濤,孫建林,李軍.汽車用Qst32-3冷鐓鋼絲表面粗糙原因分析[J].金屬制品,2013,39(01):8-12.
中圖分類號:TG335
文獻標識碼:A
猜你喜歡
精密成形工程(2023年10期)2023-10-18 02:43:40
上海金屬(2022年5期)2022-09-26 02:07:46
鍛造與沖壓(2020年23期)2020-12-18 03:08:56
裝備制造技術(2020年2期)2020-12-14 03:09:30
裝備維修技術(2020年15期)2020-11-28 09:45:30
智富時代(2018年5期)2018-07-18 17:52:04
智富時代(2018年12期)2018-01-12 11:51:50
中國機械工程(2016年21期)2016-12-24 01:54:00
中小企業管理與科技·上旬刊(2016年9期)2016-05-14 22:58:25
鍛壓裝備與制造技術(2014年2期)2014-08-16 07:43:08