3D打印機擠出頭螺旋輸送螺桿設計
2017-07-01 22:02:20趙強
科技與創(chuàng)新 2017年11期
關鍵詞:設計
趙強
摘 要:3D打印技術是一種采用逐層打印的方式來構造物體的技術,被廣泛應用于航天、醫(yī)療、建筑、汽車以及服裝等行業(yè)與領域。研發(fā)了一種用于打印巧克力與奶油等半固態(tài)黏性物質(zhì)的3D打印機,所研發(fā)的打印機采用螺旋輸送的方式來擠出原料。對該3D打印機擠出頭螺旋輸送螺桿的設計過程進行了介紹。
關鍵詞:3D打印機;擠出頭;輸送螺桿;螺桿升角
中圖分類號:TP391.73 文獻標識碼:A DOI:10.15913/j.cnki.kjycx.2017.11.121
3D打印技術采用高溫塑料、粉末狀金屬等可黏合材料作為原料,以數(shù)字模型文件為基礎,把數(shù)據(jù)和原料放進3D打印機中,通過打印一層層的黏合材料來制造三維物體。筆者與自身的團隊研發(fā)了一種用于打印巧克力與奶油等半固態(tài)黏性物質(zhì)的打印機,其采用螺旋輸送的方式來擠出原料。本文將對該3D打印機擠出頭螺旋輸送螺桿的設計過程進行介紹。
1 螺桿結構的選擇
螺桿是擠出頭部分重要的零件之一,配合上步進電機和擠出套筒來完成送料。根據(jù)螺桿的設計標準,螺桿的結構形式按照線數(shù)可以設計為單線頭、雙線頭和多線頭的螺桿,按照螺距是否變化可設計為恒螺距與變螺距螺桿,按照螺桿截面形狀可設計為梯形截面、矩形截面和鋸齒形截面的螺桿。經(jīng)過對比分析,本文采用了最普遍的單線頭恒螺距30°梯形截面的螺桿作為3D打印機擠出頭螺旋輸送元件。
2 螺桿升角與導程設計
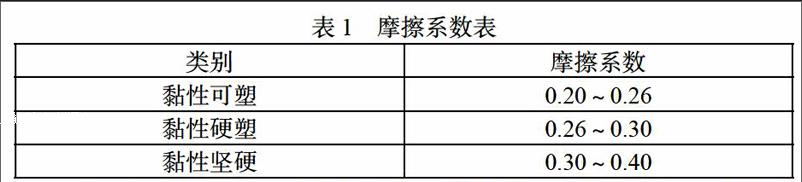
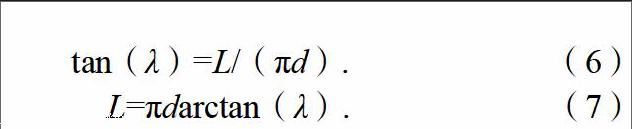
螺桿升角是指螺桿牙側面與螺桿端面所形成的夾角,本文以λ表示。螺桿升角選擇的合適與否直接影響著螺桿的輸送能力,是輸送螺桿的關鍵參數(shù)。選擇大的螺桿升角可實現(xiàn)較高的輸送速度,但輸送推出力相對較小。選擇小的螺旋升角可以獲得較大的輸送推力,但輸送速度又會降低。針對輸送速度和輸送推力的問題,本文根據(jù)所研發(fā)的3D打印機的使用的具體工況和使用的具體介質(zhì)對輸送螺桿進行受力分析和設計計算,確定了螺桿的升角和導程。
2.1 螺桿升角設計
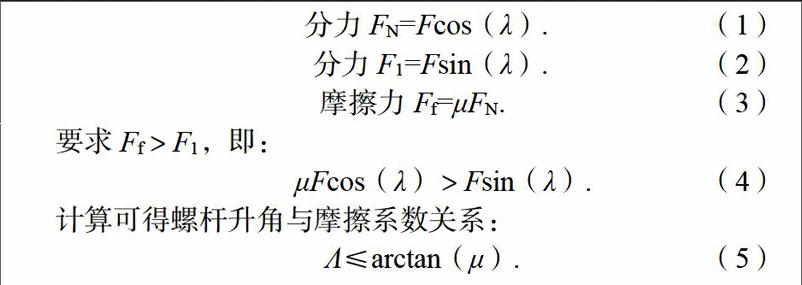
螺桿輸送的方向垂直向下,因為輸送介質(zhì)在螺桿牙下表面的作用下產(chǎn)生運動,所以,在螺桿牙下表面取1個輸送介質(zhì)單元體。經(jīng)過受力分析,在輸送介質(zhì)單元體上主要存在螺桿牙下表面作用的摩擦力Ff和其他介質(zhì)單元體的反作用力F,由于介質(zhì)單元體比較微小,所以,在受力分析時忽略了重力的作用。將作用力F沿螺桿牙側面方向與螺紋牙側面的垂直方向進行分解得到分力FN和F1,由幾何關系可知,分力FN與F1作用方向的夾角即是螺桿升角λ.為了使螺桿能夠帶動介質(zhì)運動進行擠出,則要求摩擦力Ff在數(shù)值上要大于分力F1,具體計算過程如下:
3 螺桿直徑校核
螺桿設計不當或非正常操作會使得螺桿的工作應力過大而被破壞。因此,螺桿也應滿足一定的強度要求。螺桿在擠出過程中受力情況為:自重G、克服介質(zhì)阻力所需的扭矩M和物料壓力所產(chǎn)生的軸線力P。螺桿的危險截面一般在進料段螺紋桿徑最小處,由于輸送螺桿的尺寸較小、長度較短,忽略自重G的作用,同時,軸線力P的軸向擠壓根本不可破壞螺桿,所以,根據(jù)材料力學知識,本文中的螺桿直接按純扭的方式來校核。
螺桿在實際工作中承受的最大扭矩M=0.89 N·m,螺桿進料段危險截面直徑d1=10 mm。本文采用45鋼作為輸送螺桿材料,45鋼的屈服極限為353 MPa。因為采用純扭來校核,所以,必須了解45鋼的許用切應力值。在工程上,對于塑性材料許用切應力為0.5~0.6倍的許用正應力值,本文選取0.5的倍數(shù)以及選取2的安全系數(shù),計算得到45鋼的許用切應力為88.25 MPa,根據(jù)材料力學純扭計算公式:
(8)
根據(jù)計算結果發(fā)現(xiàn)τmax≤[τ],所以,本文認為螺桿進料段危險截面直徑d1=10 mm是安全的,螺桿滿足使用要求。
4 結束語
文章選取螺桿輸送結構作為3D打印機擠出頭的擠出方式,在這種擠出結構中,輸送螺桿是最關鍵的零件,直接決定著打
印機擠出的效果。文章選取單線頭恒螺距30°梯形截面的螺桿作為輸送螺桿的基本結構,對輸送介質(zhì)在輸送過程中的受力狀態(tài)進行了分析,確定了輸送螺桿的螺旋升角和導程,并且對輸送螺桿進料段危險截面處的直徑進行了校核,認定本文所設計的輸送螺桿直徑是安全可靠的。
參考文獻
[1]楊雄.螺桿式注射機螺桿強度的精確計算方法[J].長江大學學報,2005(01).
[2]劉輝.高效PVC木塑擠出成型工藝及專用單螺桿擠出機研究[D].武漢:武漢理工大學,2012.
[3]薛平.螺旋溝槽襯套單螺桿擠出機固體輸送段的研究[D].北京:北京化工大學,2011.
〔編輯:張思楠〕
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
