艙體非連續內型面數控銑削后置處理及其仿真驗證
2017-07-06 15:01:02張維軒黎朝暉成群林張小龍金永喬沈義平
航天制造技術 2017年3期
張維軒 黎朝暉 成群林 張小龍 金永喬 沈義平
?
艙體非連續內型面數控銑削后置處理及其仿真驗證
張維軒 黎朝暉 成群林 張小龍 金永喬 沈義平
(上海航天精密機械研究所,上海 201600)
為了實現艙體非連續內型面結構的自動化加工,提高艙體加工效率和加工精度,研究了非標準后置處理的坐標轉換算法,設計了基于非標準數控銑削專用機床的后置處理系統并編輯了NC程序。仿真加工以驗證后置處理系統的正確性與高效性,并針對機床結構特點和刀具干涉問題,對NC程序進行修改完善。經過對NC程序的修正,最終仿真結果表明NC程序有效可靠,使艙體數控銑削加工得以實現。
艙體內型面;后置處理;仿真驗證
1 引言
非連續內型面結構具有減輕艙體重量,降低生產成本的作用,此類結構在多種武器型號鎂鋁合金鑄造艙體中十分常見,某型號艙體內型面結構如圖1所示。
圖1 艙體內型面結構
針對加工此類結構的非標準數控銑削專用機床,需要對非標準后置處理系統進行研究和設計。數控銑削專用機床為四軸聯動數控機床(軸和軸),十字滑臺實現軸的直線運動,回轉臺實現軸的旋轉運動,主軸上安裝的角度頭用于將刀具旋轉90°,方便加工艙體內型面。
通用后置處理系統沒有考慮對刀軸方向角度轉換的設計,無法適用于非標準數控機床。作為CAD/CAM系統和數控系統之間的橋梁,非標準后置處理系統的設計十分必要,NC程序編輯的質量對于提高加工效率和加工精度也有著重要意義。
2 非標準坐標系轉換算法
機床坐標系轉換是后置處理的數學基礎,是聯系刀具坐標系和艙體坐標系的理論依據,目的是將刀位數據轉換成機床軸運動數據[1,2]。根據非標準數控銑削專機的結構特點,建立三維坐標系統如圖2所示。
圖2 三維坐標系統
設坐標系1111是艙體坐標系,原點1在艙體非夾持面中心處,艙體軸線方向為軸,刀軸方向為軸,根據笛卡爾坐標系規則,軸方向隨之確定,艙體坐標系是前置處理所得刀位信息的基準坐標系;設坐標系2222是刀具坐標系,原點2在刀頭處,軸方向與艙體坐標系一致;設坐標系3333是床體坐標系,原點3在三爪卡盤中心處,軸方向與艙體坐標系一致,軸是繞軸旋轉的軸。
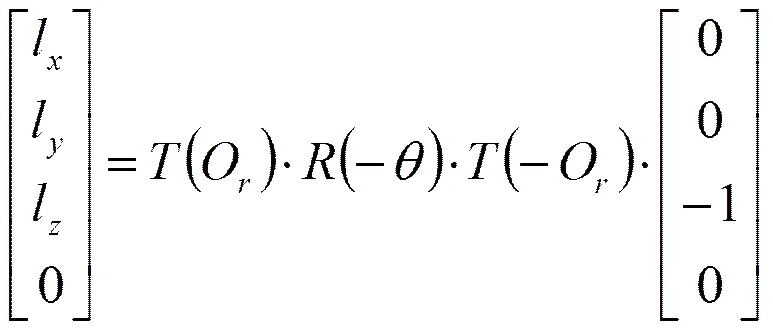
根據此數控機床的結構特點可知,機床運動鏈如圖3所示,在刀具坐標系中,刀軸矢量為[0 0 -1],刀頭位置為[0 0 0];在床體坐標系中,艙體坐標系僅存在軸方向的相對運動,刀具坐標系僅存在方向的相對運動;因此在艙體坐標系中,刀具坐標系既存在方向的平移運動,又存在軸方向的旋轉運動。在前置處理的刀位信息中,可以得到刀具在艙體坐標系中的刀軸矢量和刀頭位置等信息,通過后置處理得到使艙體、刀具坐標系運動的NC代碼。在分析運動關系時,將相對運動分解為平移運動和旋轉運動再進行運動分析,可得坐標系旋轉運動關系如圖4所示。
圖3 機床運動鏈
圖4 坐標系運動關系
刀具坐標系2222相對于艙體坐標系1111繞軸作旋轉運動,旋轉至2′2′2′2′,旋轉角為;在床體坐標系中,刀具坐標系原點和艙體坐標系原點的重合點坐標為O(, 0, 0),其中是艙體的軸向長度。根據前置處理得到在艙體坐標系中的刀軸矢量,經過機床運動鏈坐標系轉換可得:
3 后置處理過程
后置處理是將數控機床無法直接識別的刀位信息轉換成數控機床可以直接識別的NC程序的過程。后置處理過程主要包括刀位信息的生成、后置處理系統的設計和NC程序的編輯與校驗等[3],其中NC程序的編輯是后置處理的核心部分。
通過后置處理系統,將前置處理的刀位信息轉換成NC代碼的流程如圖5所示。后置處理系統按行讀取、識別刀位信息數據,根據機床特點進行軸運動與坐標變換,根據數控系統特點進行格式轉換,最終生成NC程序[1]。
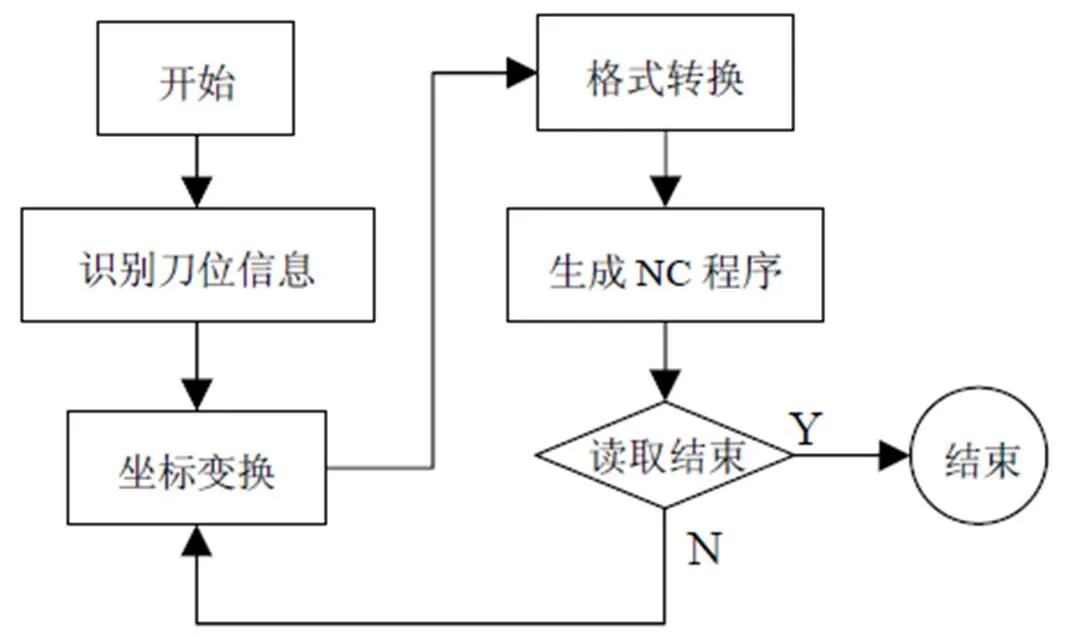
圖5 后置處理流程
Pro/E軟件的制造模塊的主要功能包括:建立制造文件與模型、制造設置、加工方法設置、刀具軌跡設計、加工仿真、后置處理系統設計與創建、NC程序編輯與生成等。此艙體非連續內型面的銑削走刀路徑單側包括4個非連續圓形內型面,如圖6所示。
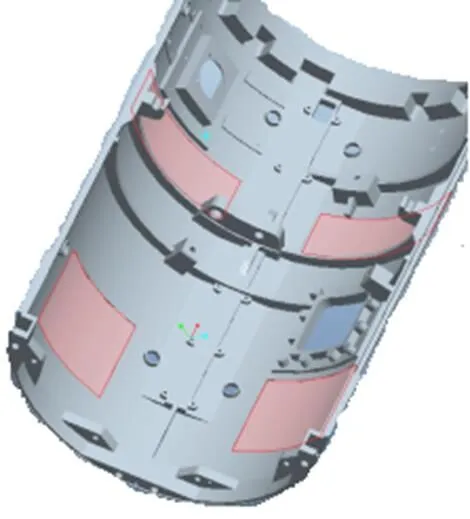
圖6 走刀路徑
后置處理系統的功能是處理由前置處理生成的刀位信息,并將其刀具軌跡轉換成可以直接被機床識別的NC代碼。由于每個機床的數控系統不同,所識別的NC代碼格式也有差異,因此所需的后置處理系統也不盡相同,需要針對非標準機床設計專用的后置處理系統,進而編輯專用的NC程序。對Pro/E后置處理系統進行設計,包括機床設置、代碼格式設置等,并生成NC程序,根據實際加工情況對NC程序進行修改。
常用G代碼指令如表1所示。
表1 常用G代碼
指令G0G1G2(G3)G4G14 內容快速走刀直線插補順(逆)時針圓弧插補暫停指令重復運行一段指令 指令G53~G59G90(G91)G92(G93)G94M3(M4) 內容可設定的工件坐標系絕對值(增量值)編程絕對(增量)坐標轉換端面切削循環主軸順(逆)時針旋轉 指令M5M6M8(M9)M10(M11)S 內容主軸停自動換刀冷卻液開(關)氣動夾緊(松開)主軸轉速
根據表中指令和后置處理系統的設定對NC程序進行修改,NC程序主要包括程序開端、程序主體和程序結尾[4],具體程序內容如下:
a. 程序開端
%PM
O 0001
N1 G17 M23;刀具補償在-平面,倒角開
N2 M11;主軸點動開
N3 G70;精加工
N4 G90;絕對值編程
N5 G55 T1 M6;定義坐標系,選擇1號刀具,刀具交換
N6 S1500 M3;主軸轉速1500r/min,主軸正轉
b. 程序主體
··· ···
N343 X15.8475 Z-6.4884 A-26.509 F200.
N344 X15.8527 Z-6.492 A-26.733 F200.
N345 X15.8575 Z-6.5009 A-26.942 F200.
N346 X15.8626 Z-6.5184 A-27.168 F200.
N347 X15.8666 Z-6.5417 A-27.342 F200.
··· ···
c. 程序結尾
N888 M5;主軸停止
4 后置處理的仿真驗證
使用VERICUT軟件驗證后置處理的正確性,可以有效解決加工干涉、誤差補償等問題。VERICUT軟件包括機床運動仿真模塊、刀具路徑仿真模塊、NC程序驗證模塊等,可以實現機床構建、刀位信息仿真和后置處理程序仿真等功能[5]。
在VERICUT平臺上構建專用數控機床,構建內容包括各坐標系的確定以及床體、軸、軸、主軸、刀具等部件的模型,并設置控制系統為西門子840D控制系統,如圖7所示。
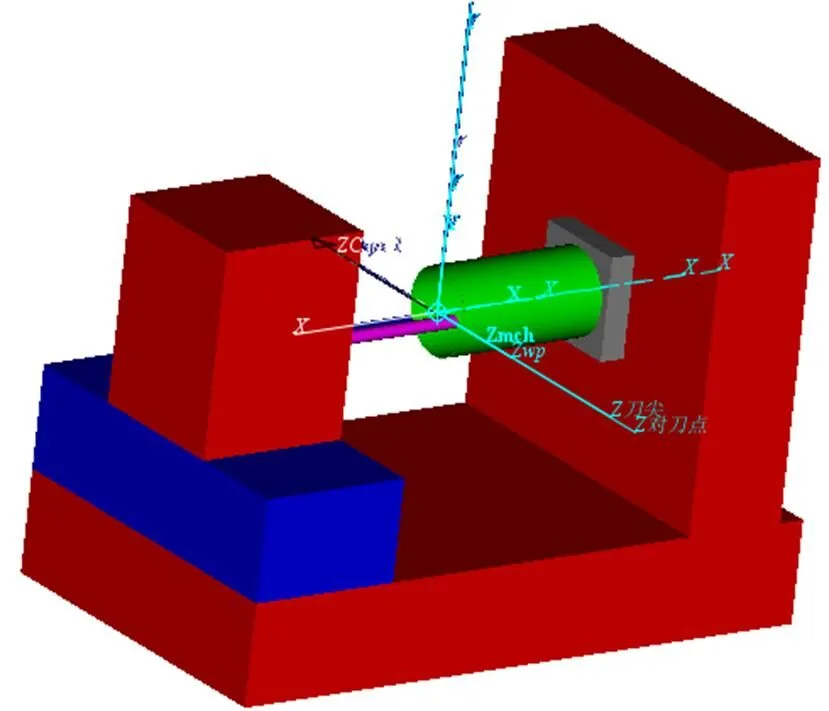
圖7 數控機床仿真模型
安裝夾具和艙體工件、載入和設置NC程序后,進行仿真演示。仿真時出現了坐標系不正確、加工報錯等問題,如圖8所示。

對NC程序和機床環境進行了修正,最終得到可行的NC程序,仿真結果如圖9所示。
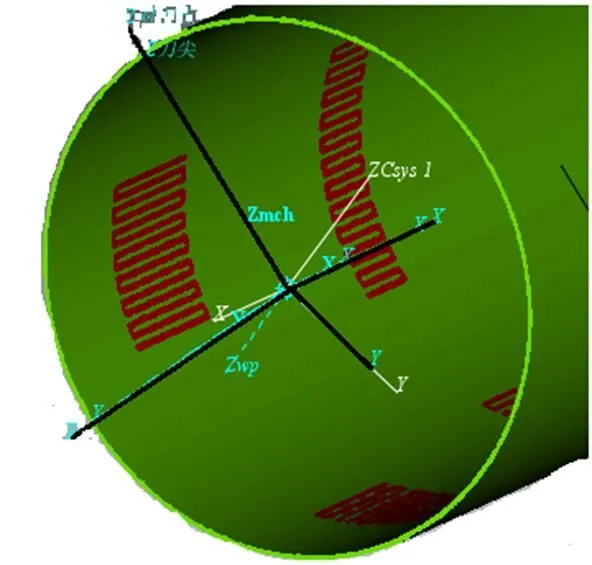
圖9 仿真結果
4 結束語
從后置處理數學基礎入手,深入研究了非標準后置處理坐標系變換的算法,設計了合理的艙體內型面走刀路徑并獲得了刀位信息。通過設計合適的后置處理系統,將刀位信息轉換成了NC程序。使用VERICUT軟件對NC程序進行模擬仿真試驗,進而修正并得到完善的NC程序。
1 呂鳳民. 后置處理算法及基于UG/Open GRIP下的程序開發[D]. 大連:大連理工大學,2005,3
2 富宏亞. 七自由度纖維鋪放機后置處理算法及比較[J]. 兵工學報,2010(6):842~848
3 曾愛華. 數控加工系統中通用后置處理系統的研究與實現[J]. 計算機輔助設計與制造,1996(1):26~29
4 明興祖. 數控自動編程系統中后置處理的實現[J]. 組合機床與自動化加工技術,2002(1):29~31
5 劉東曉. 基于VERICUT的數控加工仿真驗證[J]. 新技術新工藝,2015(12):97~100
Post-processing with Simulation Validation of NC Milling for Discontinuous Internal Surface of Cabin
Zhang Weixuan Li Zhaohui Cheng Qunlin Zhang Xiaolong Jin Yongqiao Shen Yiping
(Shanghai Spaceflight Precision Machinery Institute, Shanghai 201600)
To realize automatic processing of discontinuous internal surface of cabin and to increase processing efficiency and working accuracy, an atypical coordinate transformation algorithm of post-processing has been researched, post-processing system based on atypical NC milling machine has been designed and NC program has been written. Simulating manufacturing has been finished to verify validity and high efficiency of post-processing system, also as for machine structure characteristics and cutter interference problem, NC program has been completed. Through amending NC program, the final simulation result shows that NC program is efficient and makes NC milling processing come true.
cabin internal surface;post-processing;simulation validation
張維軒(1992),碩士,航空宇航科學與技術專業;研究方向:數控技術。
2017-04-13
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
人大建設(2019年12期)2019-05-21 02:55:44
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
家庭影院技術(2017年9期)2017-09-26 03:41:45
環球時報(2017-03-30)2017-03-30 06:44:45
