
連鑄工藝參數對70#、72A、75#簾線鋼方坯冶金效果影響的研究分析
2017-07-08 21:48:00胡澤東
科技創新與應用 2017年19期
胡澤東
摘 要:文章通過對簾線鋼方坯低倍組織的分析和連鑄工藝參數的總結,研究分析得出鑄坯拉速、鋼水過熱度、結晶器電磁攪拌、凝固末端電磁攪拌等連鑄工藝參數對方坯低倍組織的影響。以75#簾線鋼為例,經過研究得出方坯的中心疏松、縮孔、中心C偏析度隨著鋼水過熱度和鑄坯拉速的增加而增大,等軸晶率則隨之而降低;隨著F-EMS電流強度或頻率的增加,方坯的中心碳偏析先減輕后加重,當電流強度為300A時或頻率為8Hz時方坯的碳偏析指數最小,可以有效地控制中心碳偏析。
關鍵詞:方坯低倍組織;拉速;過熱度;M-EMS;F-EMS;中心C偏析
中圖分類號:F416.31 文獻標志碼:A 文章編號:2095-2945(2017)19-0046-02
前言
隨著鋼鐵市場的不斷緊縮,客戶對產品的質量提出更加苛刻的要求,所以提高方坯質量勢在必行,而連鑄方坯質量又是產品質量的關鍵點,因此優化連鑄工藝參數是保障產品質量的重要措施。從2015年開始,河鋼集團宣鋼公司(以下簡稱宣鋼)逐步開發生產70#、72A、75#簾線鋼,為改善方坯質量,減輕方坯中心偏析,提高等軸晶比例,宣鋼通過對影響方坯質量的工藝參數展開技術攻關,同時采用了M-EMS和F-EMS技術。實踐證明,通過采用M-EMS、F-EMS技術和優化連鑄工藝參數,方坯的低倍樣組織質量和中心C偏析取得了良好效果。
1 連鑄工藝設備情況
宣鋼150噸爐區2#連鑄機為12機12流的弧形連鑄機,結晶器長度為900mm,采用塞棒自動控制系統和浸入式鋁碳水口、氬氣保護、自動加渣的保護澆注技術,同時采用M-EMS+F-EMS電磁攪拌,主要生產150×150mm的小方坯。
2 簾線鋼方坯低倍組織的煉鋼工藝流程和制取執行標準
2.1 方坯低倍組織的連鑄工藝流程
連鑄工藝流程:鐵水KR脫硫→轉爐→LF爐→大包回轉臺→長水口氬氣保護→中間包→浸入式水口保護澆注→M-EMS→二次冷卻→F-EMS→拉矯機彎曲矯直→方坯。
2.2 方坯低倍組織的制取執行標準
(1)GB 226-91《鋼的低倍組織及缺陷酸蝕檢驗法》。
(2)YB/T 153-1999《優質碳素結構鋼和合金結構鋼連鑄方坯低倍組織缺陷評級圖》。
3 方坯低倍組織的研究分析
3.1 低倍樣的制作
從連鑄生產現場紅坯上切取150mm×50mm的橫剖樣和150mm×200mm的縱剖樣,送低倍實驗室進行打磨、拋光和酸洗等工序處理。
3.2 連鑄工藝參數對簾線鋼低倍組織的影響
鋼水過熱度和M-EMS參數對簾線鋼方坯低倍組織的影響:
電磁攪拌的主要作用包括:(1)通過力、熱以及減小溫度連界層的作用,促使柱狀晶停止繼續生長,從而擴大等軸晶區;(2)通過加強結晶器內鋼水的對流,打斷柱狀晶的“搭橋”現象,從而減輕方坯的中心偏析[1]。
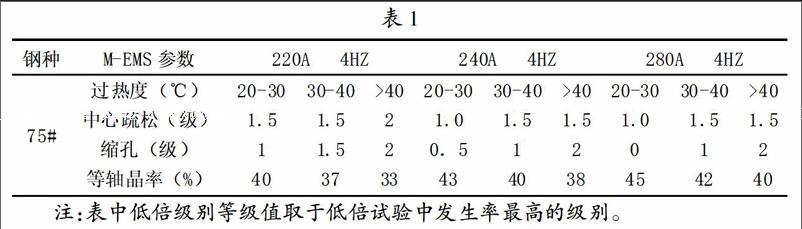
以75#鋼為例,過熱度和M-EMS參數對簾線鋼方坯低倍組織的影響見表1所示。
由表1分析可得出:
(1)由低倍情況分析得出,無論M-EMS電流強度在220A或240A或280A等情況下,連鑄方坯的中心疏松和縮孔均隨著過熱度的升高而加重,并且在相同的M-EMS參數下,方坯的中心疏松、縮孔等級也隨著過熱度的升高而加重,尤其當鋼水過熱度>40℃時,方坯的低倍組織發生2.0級的縮孔缺陷。
(2)在相同的M-EMS參數下,隨著過熱度的降低,方坯的等軸晶率最大提高了5%,并且隨著M-EMS電流強度的增加,方坯的等軸晶率呈增大趨勢,而縮孔級別隨之減小,但是M-EMS的電流強度也不能過大,因為M-EMS的電流強度與磁感應強度成正比,電流強度越大,攪拌力越大,而攪拌力過大時結晶器彎月面形狀將會發生變化,不利于改善方坯縮孔。因此,通過實驗簾線鋼的M-EMS參數最佳值為240-280A/4Hz。
4 方坯的中心偏析
對于簾線鋼的中心偏析,通過采用M-EMS技術,可大大降低中心C偏析。但是,即使采用M-EMS技術,簾線鋼的中心偏析還受多方面因素的制約,尤其是連鑄工藝參數設置對中心C偏析的影響較為顯著。
4.1 連鑄生產和實驗條件
4.1.1 連鑄生產條件
生產鋼種為75#簾線鋼,二冷比水量設定為0.5L/kg,拉速控制在1.7m/min,結晶器電磁攪拌參數電流220A、頻率為4Hz,凝固末端電磁攪拌為電流0-400A、頻率為4-10Hz。
4.1.2 實驗條件
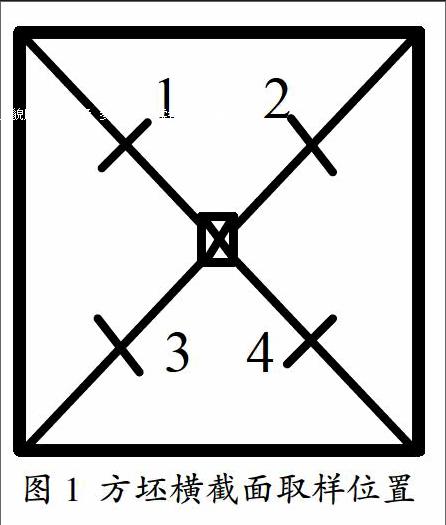
在橫向截面的低倍樣對角線的1/4處4點(如圖1所示位置),用Φ5mm的鉆頭取5-8mm深的屑樣。中心偏析率是指中心碳成分與對角線的1/4處4點碳成分平均值的比值。
4.2 過熱度和F-EMS參數對中心C偏析的影響
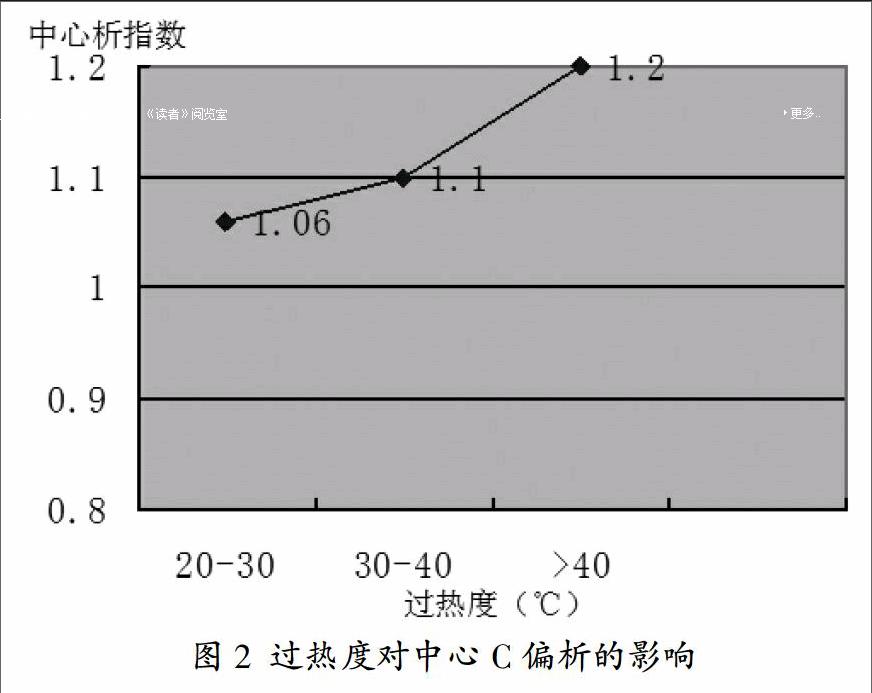
4.2.1 過熱度對中心C偏析的影響
由圖2分析得出,簾線鋼的中心C偏析隨著鋼水過熱度的增大,中心C偏析呈加重趨勢。
4.2.2 F-EMS對中心碳偏析的影響
在相同過熱度、拉速、二冷比水量的條件下,F-EMS參數對方坯中心碳偏析的影響見圖3、圖4。
由圖3可以得出,在F-EMS頻率一定時,隨F-EMS電流強度的增加,方坯中心碳偏析指數的平均值先減小后增大,當電流強度為300A時,中心碳偏析指數最小。由圖4可以得出,在F-EMS電流強度一定時,中心碳偏析指數隨著F-EMS頻率的增大先減小后增大,當頻率為8Hz時最低,并且頻率過大時明顯對控制碳偏析極其不利。
5 結束語
(1)優化連鑄工藝技術參數是改善連鑄方坯低倍組織和產品質量的重要措施,而鋼水過熱度作為對方坯低倍組織的關鍵影響因素,降低鋼水過熱度對提高方坯的等軸晶率和降低中心疏松、縮孔等級有較大的改善效果。
(2)設定M-EMS參數240A/4Hz時,可最大化的提高方坯的等軸晶率,尤其澆鑄鋼水過熱度在>40℃時,可以大大的改善方坯的中心疏松和縮孔,同時可有效地提高鋼水的潔凈度。
(3)隨著F-EMS電流強度的增大,方坯中心碳偏析指數先減小后增大,電流強度為300A時,方坯中心碳偏析指數最小;隨著攪拌頻率的增加,方坯中心碳偏析指數先減小后增加,頻率為8Hz最有利于控制中心偏析。
參考文獻:
[1]史宸興.使用連鑄冶金技術[M].北京:冶金工業出版社,2003.
[2]蔡開科.連續鑄鋼原理與工藝[M].北京:冶金工業出版社,1994.
[3]馮軍,陳偉慶.高強度二冷對高碳鋼小方坯凝固組織和中心碳偏析的影響[J].特殊鋼,2006,27(4).
