定影器生產線物流配送效率提高的研究
2017-07-09 23:04:44陳焱垚
科學與財富 2017年18期
關鍵詞:物流
陳焱垚

摘要:針對定影器生產線物流配送混亂,導致生產效率不高的問題,本文通過對生產線人員的現場操作跟蹤調查,改善不合理的配送方式及生產布局以簡化作業方法,減少時間浪費,以此提高生產率,解決產量無法達標的問題。
關鍵詞:作業分析,布局調整
隨著科技迅速發展,人們對辦公自動化的要求越來越高,其中以快速、便捷、高效化著稱的多功能復合一體機也越來越成為現代辦公的主流機型,同時,由于全球化需求的增大,對于附屬產品有著更大的需求。因為附屬產品的消耗更大更快,因此附屬品的生產能力也是相當關鍵。K公司的定影裝置目前的生產能力無法滿足市場需求,經過調查,發現物流配送混亂是其中一個最關鍵的問題。
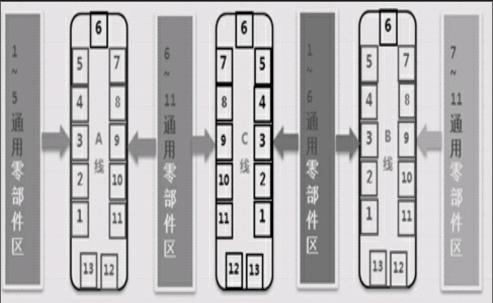
定影裝置產線共有3條同時生產,每條定影產線13個工作站,一共200多種零部件,生產線的每一個工作站的零部件都是由專門的物流人員配送的。物流人員在中間倉庫把相對應的零部件一一送到每個工作站的架子上。
紅色 →為物流人員配送零部件的搬運路線
上圖12中詳細列出了每個工作站零部件配送的路線,也就是物流人員的配送路線。由此得出結論:
1.A線零部件放置區域靠近工作站,配送效率較高。
2.B、C線零部件放置區域較遠,且只有一邊,物流人員在配送時距離較遠,來回次數較多,所以也就是會在步行這項上花費很多時間。
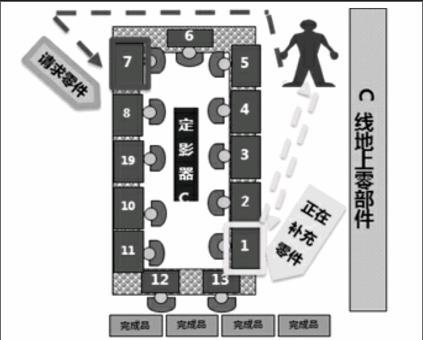
另外,因為每個工作站的零部件除去通用部分,很多是不一樣的,用量也是不一樣的,所以對于零部件的補充時間也是不同的,物流人員則是根據作業員的補充需求來配送相應的零部件。例如下圖:
此時,物流人員走向1號工作站,補充零部件,與此同時,7號工作請求補充零部件。那么。物流人員在補充完1號工作站后,在后方拿取7號工作站的零部件,再走向7號。這一系列的過程中會產生2個問題:
1、配送距離花費時間多,物流人員來回走動,甚至重復線路。
2、7號工作站作業員因零部件的缺少,無法工作,出現等待手空時間,無法跟上產線節奏,會導致上工序半成品的堆積。
目前的搬運方式是物流人員根據工作站的需求來配送。哪個工作站某個零部件沒有了,物流人員就進行配送,也就是說物流人員一直在不停的走動及搬運,包括彎腰,而這走動的路線又是不斷重復的,同時,也經常會造成工作站作業員因零部件不夠而產生等待。由此,物流人員的作業改善是相當必要的。
如圖所示,紅色部分為此次布局調整的內容。
以C線為中心,把A線和B線的工作站換了順序排列,同時,在A線和C線之間,放置6~11號工作站共同要使用的零部件,A線的左邊放置1~5號工作站使用的零部件;在C線和B先之間放置1~6號工作站需要使用的零部件,在B線右側放置7~11工作站需要的零部件。并且,秉著就近原則,按照工作站所在位置放置相對應的零部件。
前面在改變了生產線布局之后,減少了物流人員的配送距離,但是對于要對應3條生產線33個工作站的來說,還是會無法跟上生產線的節奏,發現物流人員在配送零部件時是隨意的,不知道配送了多少臺的量,也不會知道下一次用完是大概在什么時候。所以,雖然改善了生產布局,仍然不能有效率的進行配送,針對此問題,根據目前的生產體制,制度了新的配送規則。
生產線物料架共分上中下三層,根據每種零部件的使用數量,規定每次配送數量。首先確定的是,物流人員的用時測定,圍繞生產線一周基本需要0.5個小時,所以即每個工作站的零部件放置量要按照0.5H的倍數進行管理。再者,每個零部件的規格大小是不同的,所以根據這個特性,本文在每個零部件的盒子上會做有相應的標注,那么設置放置量的時候也是會考慮到這個因素。
首先,假設目前所有零部件都滿量的狀態下,從第一個工作站開始往后0.5H后,有些零部件依次用完,那么最先用完的肯定就是在庫量為0.5H的零部件,所以此時,物流人員第一圈只需要補充在庫量是0.5H的零部件,第二次就需要配送0.5H、1H和2H存量的零部件,第3次配送0.5H和1.5H存量的零部件,第四次配送0.5H、1H和2H存量的零部件,第五次配送0.5H、1.5H和4H存量的零部件。途中放置8H存量的零部件會有另外倉庫人員一次性直接配送到生產線。
后續經過跟蹤測定,改善后的物流的配送減少了作業員的手空浪費時間,降低了整個產線的節拍時間,達到了預期效果。
參考文獻:
[1] 王玉華,動作要素研究與學習單元開發[J],職業技術教育,2000年16期
[2] 曹戰,基于遺傳算法的車間設備布局問題研究[D],大連交通大學,2007
[3] 王大明,譚健祥,姜延冬,胡健斌,優化生產線布局提高生產效率[J],大眾科技,2009
猜你喜歡
物流技術與應用(2021年11期)2021-12-27 05:17:08
物流技術與應用(2020年11期)2020-03-11 03:11:36
物流技術與應用(2020年10期)2020-03-10 06:06:12
物流技術與應用(2019年8期)2019-09-04 03:29:56
汽車觀察(2018年12期)2018-12-26 01:05:44
現代企業文化(2018年13期)2018-06-09 08:22:26
消費導刊(2018年8期)2018-05-25 13:20:16
中國公路(2017年6期)2017-07-25 09:13:58
大陸橋視野(2015年17期)2015-12-15 10:07:32
現代企業(2015年2期)2015-02-28 18:45:09
