
基于DeviceNet總線工業機器人在末級葉片淬火應用研究
2017-07-10 09:13:00禹爭光馮文邱述林張偉剛
東方汽輪機 2017年2期
禹爭光,馮文,邱述林,張偉剛
(東方汽輪機有限公司,四川德陽,618000)
基于DeviceNet總線工業機器人在末級葉片淬火應用研究
禹爭光,馮文,邱述林,張偉剛
(東方汽輪機有限公司,四川德陽,618000)
主要介紹ABB機器人自動葉片淬火系統控制原理和DeviceNet通訊協議特點,及其在汽輪機末級葉片淬火的應用技術分析,同時介紹淬火系統硬件配置。主要討論在ABB第五代機器人控制器IRC5系統環境中,給出基于DeviceNet總線通訊的硬件設計和軟件編制過程等關鍵技術問題。最后實現ABB機器人與外設之間快速、柔性配合,提高生產效率。
工業機器人,DeviceNet總線,淬火系統,末級葉片
0 引言
汽輪機低壓部分葉片由于一直工作在飽和濕蒸汽腐蝕介質環境下,同時承受離心力、蒸汽作用力、激振力及濕蒸汽所攜帶的水滴沖刷的共同作用,極易遭到水蝕,并且隨著沖蝕損傷的進一步惡化很可能造成汽輪機的葉片事故。在減緩末級葉片的水蝕速度應用方面,目前世界上普遍采用的技術方法有:鑲嵌司太立合金、電火花強化、等離子淬火、火焰淬火、高頻淬火、激光處理、熱噴涂、電子束強化等,上述工藝技術在應用、性能和成本上各有優勢。其中,等離子淬火由于能通過等離子束實現瞬間加熱與瞬間冷卻,具有獨特的應用優勢。在淬火操作過程中,由于工作溫度高、噪聲大和高強度弧光的惡劣環境,同時,葉片淬火帶為復雜的扭曲面邊沿,要求毫米級處理精度。所以采用智能化機器人作業具有相當大優勢。工業機器人還有利于實現工藝穩定性和生產柔性,可高效組織生產。
由于每個工業機器人都采用專用操作系統,重點在于機器人各轉軸運動控制,沒有專用接口與外加設備(如:淬火設備和距離傳感器等)之間對大量采集數據進行有效交換和控制,不便實現一體化系統操作。若僅通過I/O硬連線方式傳遞數據和指令,將增大控制線數量,還會減慢數據傳輸速度。針對工業機器人上述問題,本系統先通過內部總線,分別建立PLC為核心的淬火外設控制和人機交互系統,完成對淬火系統控制。最終通過DeviceNet總線技術,實現機器人、PLC和I/O板之間實時數據和信息交換,實現安裝簡潔,提高交互數據的及時性和生產過程的柔性,最終提高生產效率。
1 系統組成
淬火工業機器人自動系統主要由六自由度工業機器人(ABB機械手)、等離子淬火設備、距離傳感器、PLC控制器、I/O板、夾持工裝臺、網關接口和控制系統編程軟件等組成。其中等離子淬火系統包括:等離子淬火槍、等離子電源柜、冷水循環機等。距離傳感器采用分辨率:5 μm,測量頻率:2 kHz激光測距儀,可編程邏輯控制器(PLC)系統包括:DeviceNet通訊網關模塊、12位A/D轉換模塊和人機交互界面(HMI)。系統原理框圖和現場布置圖分別如圖1和圖2所示。
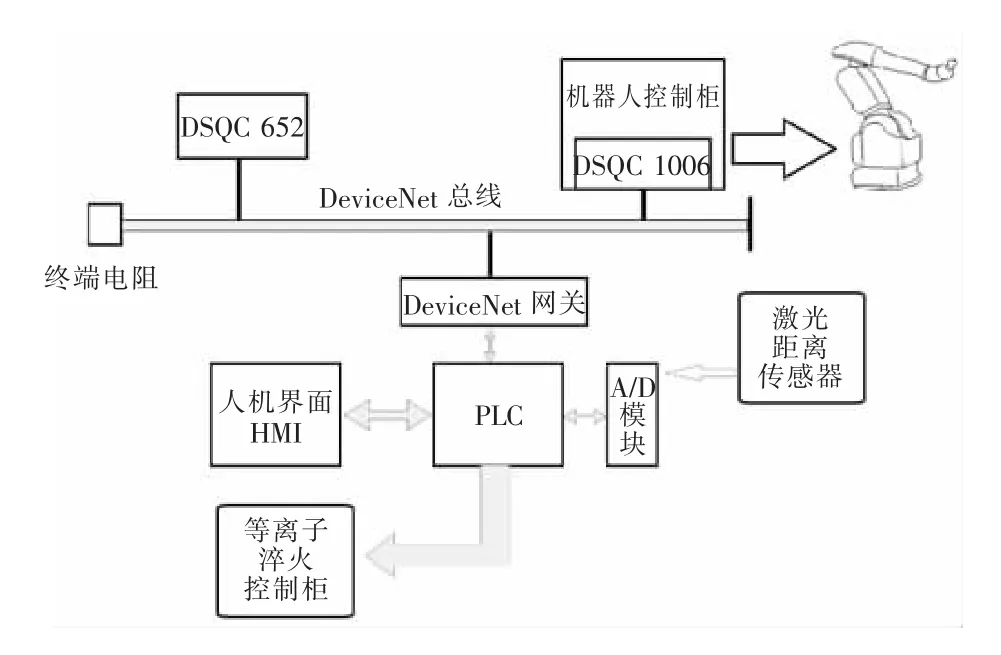
圖1 機器人淬火系統原理框圖

圖2 機器人淬火系統現場布置圖
2 系統工作原理
首先通過PLC啟動,完成淬火系統自檢和程序初始化,人機界面(HMI)參數設置后,機器人通過DeviceNet總線,機器人系統進行葉片特征數據采集、傳輸和儲存。通過初始設置的參數和數據對淬火槍淬火工件建模,計算運動姿態和路徑,帶動淬火槍實現對各類復雜曲面的葉片產品淬火處理。保證了工件的加工質量和產品的一致性,實現產品柔性產出。
3 工業機器人葉片淬火控制系統
在系統中,PLC、人機界面和機器人需分別進行編程和程序導入。功能上分別完成:(1)等離子系統控制,葉片特征數據采集;(2)系統控制界面和參數設定,過程狀態顯示;(3)機器人運動控制;(4)緊急狀態中斷處理。其中,機器人依靠DeviceNet現場總線完成控制過程的數據和命令快速交換,實現各模塊控制和狀態檢測,采集系統錯誤產生機器人工作中斷。
整個淬火系統由PLC邏輯控制淬火系統及傳感器數據變換,通過DeviceNet總線交換信息。機器人獲取數據后,通過變換計算機械臂運動路徑及姿態,帶動頂端的淬火槍運動,完成淬火過程。所以交互數據的準確性和實時性保證淬火系統正常工作。因此數據整理和交互IO在系統開發過程中將起到極其重要的作用。
3.1 通訊模式構架
機器人在淬火過程中需要與淬火系統、參數設定和距離位置跟蹤設備間相互配合,建立一些子系統實現相關功能。最后,各個子系統間的通訊基于DeviceNet系統總線進行。
PLC通過內部總線和RS485方式與HMI,A/ D模塊通訊建立子網絡,控制除機器人以外的相關設備。
考慮信息的及時與可靠,在DeviceNet總線上設立I/O板,處理異常情況下,對機器人工作啟動和中斷處理。
系統中采用DeviceNet協議的作用是在工業機器人及PLC控制器之間進行數據交換。因此,這種通信是基于面向連接的(點對點或多點傳遞通訊模型建立)。這樣,DeviceNet既可以工作在主從模式,也可以工作在多主模式。在設置機器人與DeviceNet通信的方式上,系統提供了3種方式:MASTER,SLAVE和VIRTUAL。本系統中機器人與總線DeviceNet工作模式選擇為MASTER。在這種模式下定義從站上IO單元數,輸入單元區間[0~63],輸出單元區間[0~63],也就是說輸入輸出各提供了4個字節單元。對于機器人說,輸入相對機器人而言是機器人發送信號給PLC,輸出相對機器人而言是PLC發送信號給機器人。
3.2 DeviceNet現場總線
DeviceNet是由美國Rockwell公司在CAN基礎上推出的一種面向對象、基于連接和低成本的通信協議[1]。它支持主/從、生產者/消費者等通信結構,其特點是以基于數據塊的編碼方式,支持選通、輪詢、循環、狀態變化和應用觸發的數據傳送方式,可實現不同廠商的同類設備信息互換,更重要的是它給系統所帶來的設備級的診斷功能[2]。
DeviceNet網絡的主要特點是:短幀傳輸,每幀的最大數據為8個字節;無破壞性的逐位仲裁技術;最大可以操作64個節點,可用的通訊波特率分別為125 kbps,250 kbps和500 kbps 3種。DeviceNet網絡中的任何一個設備預和其他設備通信時,亦須先建立連接。每個連接用連接標識符來標識,它使用CAN規范中的11位仲裁區來定義。連接標識符包括設備媒體訪問控制標識符(MAC ID)和信息標識符(Message ID)。標識符分為四組,如表1所示。協議上講EDS文件包括:文件說明部分、設備說明部分、I/O特性部分、參數類部分、參數部分、參數列舉字符串部分以及參數組部分[3]。
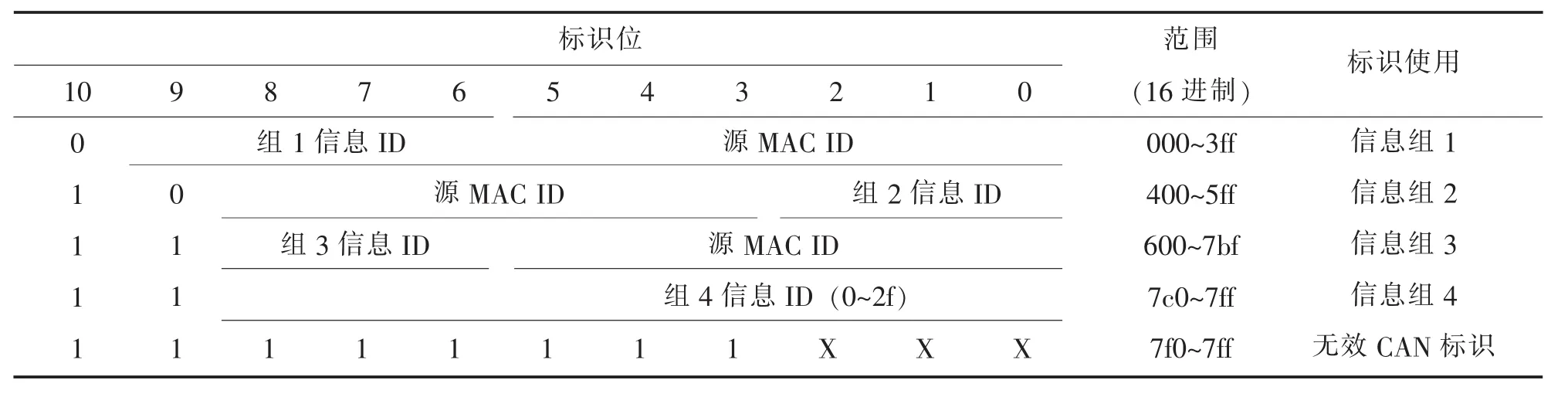
表1 DeviceNet的11位連接標示符
3.3 各單元配置
DeviceNet總線選用500 kbps為通訊速率,選用主/從模式,Polling輪詢工作方式。以機器人為主站,DeviceNet release2.0規格,采取Explicit messages類進行數據交換[4],通過設備描述EDS文件來配置:(1)設備類型的對象模式;(2)設備類型的I/O數據格式;(3)配置數據和訪問數據的公共接口,實現設備互聯。外設12 V開關電源為DeviceNet總線供電。
機器人系統配置的站號:0,在EDS配置文件中,定義如下設置:
DSQC652 I/O板配置站號:20,采用機器人系統默認配置。
PLC DeviceNet網關的站號:26。根據EDS文件輸入Vendor ID、Product Code、Device Type、Connection 1 Type等選項信息。本系統設置8字節交換數據信息。
4 RAPID編程與系統軟件控制
4.1 RAPID語言
通常RAPID應用程序是由3個不同部分組成:一個主程序、幾個子程序(或稱為例行程序)和程序數據。除此之外,程序存儲器還包含系統模塊。USER模塊和BASE模塊在機器人冷啟動后自動生成[5]。
機器人控制程序包括一系列指令,其中描述了機器人工作的各種指令,如控制機械臂移動或者一個設置輸出等。RAPID指令一般都有相關參數的定義,并在指令中有一個特定的位置設置。
4.2 淬火系統編程
整個淬火系統程序由4部分組成:系統相關坐標及變量定義、系統初始化、淬火控制和系統中斷報警。各部分間的通信由預先定義好的輸入輸出信號控制。
控制機器人各軸移動首先必須對軸的順序進行識別。以ABB2400機器人為例,它是一臺6軸機器人。其中1#~3#軸從控制按鈕的方向來分,水平方向是1#軸;垂直方向是2#軸;旋轉方向3#軸。4#~6#軸從按鈕的方向來分:水平方向是4#軸;垂直方向是5#軸;旋轉方向是6#軸。
雖然每支葉片對應不同機組有不同的幾何尺寸,但都具有類似的幾何扭曲弧面。在自動淬火系統中基礎坐標有:工件坐標與工具坐標。工具坐標和工件坐標必須在現場標定好。通過帶動測距儀測試系列關鍵點,計算出試件坐標,建立模型,根據淬火搭接率和淬火順序,依次計算出淬火軌跡坐標點的數量和誤差將決定淬火系統的工藝水平。系統編程可以離線完成。
取得工件與工具坐標后,便可開展獲取淬火軌跡坐標點的工作。這個過程主要分為以下5個步驟:
(1)使機器人復位,淬火設備初始化,工件固定在工件臺上;
(2)在機械臂6軸上安放傳感器和淬火槍,旋轉選定距離測試儀;
(3)運行編寫淬火邊測試程序,通過DeviceNet總線,儲存數據在機器人系統內部數據儲存區;
(4)結合HMI數據,在機器人端建立淬火模型,計算出淬火槍路徑、姿態、速度等機器人運行參數;
(5)最后,動態生成MOVE,MOVEJ等指令,完成工件淬火程序。
5 結束語
提出了一種基于DeviceNet網絡通過主從通訊控制,以1臺ABB2400工業機器人、等離子淬火系統與傳感器構成的工業機器人自動淬火系統。系統適應各種規格型線的葉片進行淬火處理,通過系統總線完成系統數字化、智能化和通訊互聯功能。通過實驗證明,系統運行正常,由工業機器人淬火系統加工出的產品符合工藝質量要求。
[1]魏震,張敬轅,謝劍英.面向對象模型的DeviceNet協議及其實現[J].電氣自動化,2001,(4):39-47.
[2]魏震,陳文,謝劍英.DeviceNet總線應用層協議的實現[J].自動化與儀表,2002,(1):31-35.
[3]ODVA.DeviceNet Specification Release 2.0[S].1999.
[4]張戟,謝劍英.基于現場總線DeviceNet的智能設備開發指南[M].西安:西安電子科技大學出版社,2004.
[5]葉暉,管小清.工業機器人實操與應用技巧[M].北京:機械工業出版社,2013.
Research on Quenching System for Last Stage Blades of Steam Turbine Based on DeviceNet Bus
Yu Zhengguang,Feng Wen,Qiu Shulin,Zhang Weigang
(DongFang Turbine Co.,Ltd.,Deyang Sichuan,618000)
An automatic quenching system for the last stage blades of steam turbine is introduced,and the system control theory, hardware configuration and the characteristic of DeviceNet bus are also disclosed in this paper.The hardware configures of system and the DeviceNet bus,and the key software programming process under the environment of the fifth generation controller(IRC5)are mainly disscussed.At last,the automatic quenching system has been provided,which can quickly communicate with other equipments and finally realize flexible manufacture,improve production efficiency.
industrial robot,DeviceNet bus,quenching system,last stage blades
TP242
A
1674-9987(2017)02-0069-04
10.13808/j.cnki.issn1674-9987.2017.02.016
禹爭光(1970-),男,工學博士,高級工程師,2005年畢業于電子科技大學微電子與固體電子專業,現從事新能源技術及產品研發工作。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00
