淺談組合機床電氣控制設備PLC設計
2017-07-10 14:58:45曠宇星
科學與財富 2017年20期
關鍵詞:電氣控制
曠宇星
(南昌理工學院)
摘 要:PLC作為新一代工業控制裝置,具有靈活,方便布線,安裝,抗干擾能力強等特點的能力,用它來控制組合機床這樣復雜的生產設備,是理想的選擇。 PLC的使用,減少了機器的故障率,節省了大量的維修費用,提高了整體的可靠性保證工件的精度。
關鍵詞:組合機床、可編程控制器(PLC)、電氣控制
一、PLC的定義
可編程控制器可以實現邏輯運算,算式運算和順序運算,還可以計數以及計時。為了實現對生產設備或生產環節進行控制,它將指令存儲于可編程序的存儲器內。可編程控制器能直接應用于工業生產環境中,有極強的適應能力。
1、PLC的特點
PLC把CPU作為處理器來處理運算各種數據以達到自動化生產控制要求,這點跟計算機控制很像。PLC主要有以下優點:(1)簡單方便:各廠家所用可編程控制器都支持梯形圖,大大方便了編程;PLC的系統程序易于開發設計,而且開發時間短,程序設計調試修改簡易方便;PLC運用現代通信技術控制更加方便。(2)可靠性高:PLC是為了應用于工業生產而設計制造出來的,所以擁有較高的可靠性和強大的功能。(3)設計制造更加簡易系統設計制造簡單方便,易于改造,維護。可編程控制器存儲邏輯代替了接線邏輯,減少了設備外部接線,使控制系統的,減短了其設計制造時間。使得同一設備改變控制程序便可改變其生產過程。(4)簡單易學,方便使用。可編程控制器編程語言方便簡單,方便技術人員學習使用。多數可編程控制器不僅具有邏輯處理功能,還具有強大的數據運算能力,適用于各類數字控制的生產環境。
2、PLC與繼電器-接觸器相比較
繼電器接觸器控制的結構較為簡單,而且使用也簡單方便,價格也便宜,所以機械電氣控制一直以來都是用繼電器接觸器控制。繼電器觸式控制與PLC控制相比較:靈活性與擴展性較差:可編程控制器存儲邏輯代替了接線邏輯,減少了設備外部接線,使控制系統的設計制造更加簡易,減短了其設計制造時間。使得同一設備改變控制程序便可改變其生產過程。繼電器的控制邏輯是由其觸點連接(串聯或并聯)還有延時繼電器的延遲動作所構成,屬于硬接線邏輯,不僅體積較大,而且接線復雜繁多,能耗也大,當控制系統完成后,想要修改或者增加邏輯都會受到接線的限制。設計制造更加簡易系統設計制造簡單方便,易于改造,維護。可編程控制器存儲邏輯代替了接線邏輯,減少了設備外部接線,PLC的系統程序易于開發設計,而且開發時間短,程序設計調試修改簡易方便;PLC運用現代通信技術控制更加方便。可靠性和可維護性:可編程控制器用的是微電子技術,采用程序指令對半導體電路進行控制來完成開關動作,所以可靠性較高。可編程控制器還可以檢查自身的故障,及動態監視程序指令的實行狀況,使得調試與維護更加方便。
二、電氣控制系統硬件設計
1、 選擇PLC機型
PLC的理性選擇模式,在提高技術經濟指標PLC控制系統中起著重要的作用。其基本原理是,選擇通過滿足的前提下,要求的模式,以確保可靠,易于使用和維護的最佳價格性能比。
2、結構選擇
PLC主要單片和模塊化:
總體PLC:比單片PLC模塊,每個點便宜,體積平均價格是比較小的,一般用于系統進程較為固定,環境條件較好,少了維修量小的控制系統。
模塊化可編程控制器有靈活性可編程控制器擴展。點上的輸入和輸出點的比例,模塊的選擇,并易于維護,并通常被用于更復雜的控制系統。
對于機床,以及更好的整體PLC
3、I/O點選取原則
平均PLC的I/ O點的價格是比較高的,所以合理利用積分PLC的I/ O數量的前提下,滿足控制要求,力爭用最少的I/ O點,但必須留有一定的預留。通常I / O點是根據實際控制對象需要的輸入和輸出信號,再加上10%-20%的預留率來確定。
4、確定PLC機型及擴展模塊
選擇FX2N-64MR主機和16點輸入擴展模塊(FX-16EX)這個總數輸入點(32+16)。輸出點是32足以滿足42輸入,輸出27的要求,但留有一定的余量主機。
三、設計PLC控制系統電氣原理圖
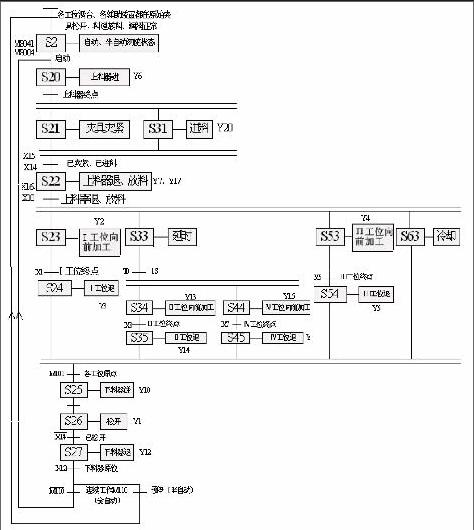
設計PLC控制系統工作循環流程圖
根據設計的控制與工藝要求,按機床的動作順序及每步所完成的任務,可得工作循環流程圖如圖
四、設計PLC控制系統操作面板
控制系統的操作面板將發布的控制命令主PLC控制系統允許元件的組合。在該設計中,輸入元件,其中共有42個按鈕SB24,一個檢測元件的YJ5個,限位開關SQ12營和拾取一個開關,根據作業機械的控制要求,應提供在面板選擇開關上1SA,預停止按鈕;鑒于手動調整模式,相應的按鈕發出控制指令,啟動機器運動的相應部件,所以你應該設置在面板上5SB-24SB的相應按鈕,在視圖中的機器啟動的組合,停止和過程控制潤滑失效,應該有操作面板2SB,總停按鈕1SB,潤滑故障清除按鈕4SB,其他輸入組件檢測元件,而不是操作面板是由上述審查設置一個啟動按鈕,就可以得到控制操作面板。
五、實驗室電氣原理圖仿真及程序調試
1、檢查程序
良好的控制系統將被編譯應用程序輸入到計算機中,然后用軟件程序測試,檢測到的錯誤,然后再回去認真更改程序已經糾正,并最終存儲在PLC中。
2、信號仿真
切換模擬輸入信號的實驗階段,進入相應的輸入端。進入程序后,翻轉開關(上)模擬開關,用于模擬相應的控制操作,并在檢測元件的機械運動相應的狀態發生變化,并且由輸入(輸出)指示到檢查輸入(輸出)的狀態變化端點,最后觀察模擬開關和PLC的連接是完全正確的。
3、模擬運行
按輸入表,設定準確的原始狀態,輸入信號的所有狀態,然后做出PLC運行,按下相應的按鈕,與案件的輸出進行比較觀察梯形圖程序,以觀察遵守由設定的程序輸出;
參考文獻:
[ 1]《傳感器與PLC技術》吳衛榮 編著 2006
[2]《PLC操作實訓》 王建 機械工業出版社 2003
[3]《三菱PLC實用技術編程》 龔運新 2006
[4]《編程控制器原理及應用教程》張鶴鳴、劉耀元 主編 2011.
[5]《深入淺出PLC技術及應用設計》郭丙君 主編 2004
猜你喜歡
通信電源技術(2018年5期)2018-08-23 01:16:18
電子制作(2018年2期)2018-04-18 07:13:37
電子制作(2017年19期)2017-02-02 07:08:54
山東工業技術(2016年15期)2016-12-01 05:31:49
機電信息(2014年20期)2014-02-27 15:53:20
河南科技(2014年10期)2014-02-27 14:09:38