水浸超聲C掃描系統在等離子噴涂靶材缺陷檢測中的應用
2017-07-18 11:59:25陳欽忠福州大學材料科學與工程學院福州3506福建阿石創新材料股份有限公司福州35000
理化檢驗(物理分冊) 2017年2期
張 科, 陳欽忠, 李 強(. 福州大學 材料科學與工程學院, 福州 3506; . 福建阿石創新材料股份有限公司, 福州 35000)

水浸超聲C掃描系統在等離子噴涂靶材缺陷檢測中的應用
張 科1, 陳欽忠2, 李 強1
(1. 福州大學 材料科學與工程學院, 福州 350116; 2. 福建阿石創新材料股份有限公司, 福州 350200)
通過控制等離子噴涂工藝,在靶材涂層內部分別人為制備孔洞、密度分布不均勻兩種典型缺陷,并進行水浸超聲C掃描成像及波形分析。結果表明:檢測結果與人工設計缺陷基本相符,驗證了水浸超聲C掃描系統用于檢測等離子噴涂靶材缺陷具有足夠的靈敏度及可靠性,這對于噴涂靶材產品的質量控制具有重要意義。
等離子噴涂靶材;水浸超聲C掃描;缺陷檢測;孔洞;密度不均勻
隨著真空濺射鍍膜的興起和快速發展,旋轉管狀濺射靶材的需求大量增加,例如硅鋁合金旋轉靶材是在不銹鋼基管上等離子噴涂沉積大約13 mm厚的硅鋁合金涂層,要求硅鋁合金涂層中無大的孔洞,且密度均勻,否則可能會引起靶材在濺射鍍膜過程中發生濺射成膜不均勻、異常放電等問題。硅鋁合金涂層的主要缺陷包括孔洞、密度不均勻等,在噴涂過程中,涂層表面可能會粘附未熔透的疏松大顆粒物,經過后續噴涂層的不斷堆疊,形成孔洞缺陷,靶材要求孔洞最大橫截面積小于0.196 mm2;另外,在噴涂過程中局部位置如果受到氣流擾動等的影響,就會出現密度較低的情況,導致靶材的密度分布不均勻[1-4]。
上述缺陷從外觀上無法檢測出,因此需要尋找一種有效的無損檢測方法,能夠實現靶材內部缺陷檢測。常見的無損檢測方法有: X射線檢測、超聲波檢測、磁粉檢測、滲透檢測、渦流檢測等。采用粉末法(噴涂、燒結)制備的濺射靶材,由于其晶粒尺寸細小,超聲波信號對其缺陷較敏感,因此適合采用超聲波探傷技術[5-7]。
水浸超聲C掃描系統是新一代數字化、模塊化的超聲探傷成像系統。水浸式C掃描超聲波探傷時,將被檢測試樣和超聲探頭浸入水中,超聲探頭垂直測試試樣表面,發出聚焦脈沖超聲波的同時接收脈沖反射回波信號,超聲波經過水界面、檢測試樣內部缺陷界面、涂層與基底之間的界面時都會產生不同強度的脈沖反射回波,通過各個脈沖反射回波的傳播時間和衰減程度進行區分,篩選出各界面的一次反射回波進行數據分析,從而實現對試樣內部缺陷的檢測[8-14]。近年來,該技術在高分子材料、復合材料、焊縫、鋼管、構件等內部分層、脫粘、夾雜等缺陷的無損檢測中廣泛運用,但用于熱噴涂旋轉鍍膜靶材進行缺陷檢測的報道并不多[15-23]。
為此,筆者使用美國全自動水浸超聲C掃描系統,設計了硅鋁合金旋轉靶材進行水浸式C掃描檢測的試驗,通過控制噴涂工藝,在旋轉靶材涂層內人工制得孔洞、密度分布不均勻等缺陷,采用水浸超聲C掃描檢測缺陷的位置、大小和深度,并生成平面C掃描圖像,結合典型點掃描波形圖進行綜合的缺陷分析,從而驗證用該技術檢測等離子噴涂旋轉靶材缺陷的探測靈敏度以及可靠性,實現靶材的整體缺陷檢測,這對于噴涂靶材的產品質量控制具有重要意義。
1 試樣制備與試驗方法
1.1 試驗材料與試樣制備方法
試驗試樣選擇硅鋁合金旋轉靶材,規格為OD145-ID125-L580 mm。基管為SUS 304不銹鋼無縫管,基管外徑133 mm,內徑125 mm,總長度560 mm,機械加工至圖紙設計尺寸。熱噴涂涂層前,基管表面進行噴砂處理,其工藝條件為:20號剛玉砂,空氣壓力為0.7 MPa,噴砂距離為150 mm,噴砂角度為70°。將噴砂后的基管安裝在噴涂臺架上。過渡層為鎳鋁合金,通過電弧噴涂工藝,采用鎳鋁質量比為95∶5、直徑為2 mm的鎳鋁合金絲材,工藝條件為:壓縮空氣壓力0.6 MPa,電壓35 V,電流200 A,過渡層厚度約0.3 mm。噴涂時基管內通水循環冷卻,基管旋轉速率為60 r·min-1。靶材涂層材料為混合硅鋁粉,硅粉與鋁粉質量比為9∶1,粉末粒徑分布范圍為30~90 μm,兩種粉末純度均達到99.95%(質量分數)以上。等離子噴涂設備為上海休瑪噴涂機械有限公司生產的XM-100SK型等離子噴涂系統,采用以下噴涂工藝參數:電壓58 V,電流540 A,主氣(氬氣)流量1 600 L·h-1,氫氣流量95 L·h-1,噴槍移動速率10 mm·s-1,噴涂距離100 mm。
1.2 缺陷試樣的人工制備
(1) 孔洞缺陷試樣
采用上述等離子噴涂硅鋁合金標準工藝,先將不銹鋼基管外表面整根進行噴砂和過渡層處理,然后在不銹鋼基管長度方向上居中520 mm,噴涂厚度約3 mm的硅鋁涂層,在管體軸向直線上選取10個點,每個點間隔30 mm,分別加工φ0.1,0.2,0.3,0.4,0.5,0.6,0.7,0.8,0.9,1.0 mm的10個小孔,深度均為0.5 mm,采用石蠟進行封孔。而后繼續噴涂3.5 mm厚度的硅鋁涂層。
(2) 密度不均勻缺陷試樣
在不銹鋼基管上,分兩段分別采用兩種等離子噴涂工藝進行噴涂制樣。采用上述等離子噴涂硅鋁合金標準工藝,先將不銹鋼基管外表面整根進行噴砂和過渡層處理,然后在基管一端噴涂長度200 mm、厚度6.5 mm的高密度硅鋁涂層,之后在同一根基管間隔120 mm位置,進行后段噴涂,參考上述等離子噴涂硅鋁合金標準工藝設置,將電壓調整為52 V,電流調整為450 A,噴涂距離調整為120 mm,噴涂長度200 mm、厚度6.5 mm的低密度硅鋁涂層。
最終將兩個缺陷試樣分別采用240號砂紙進行表面打磨,制成涂層厚度為6 mm的試樣進行水浸超聲C掃描檢測。
1.3 水浸超聲C掃描檢測試驗方法
在社會主義條件下,并不是一定會產生阻礙機制。蘇聯出現這個機制,是有其原因的。它實際上是社會歷史上形成的、行政和官僚對階級統治的曲解的副產品。蘇聯不存在有人有意識地企圖阻止蘇聯社會的發展,也沒有人專門設計這種機制。在蘇聯,阻礙機制的基礎是:
水浸超聲C掃描系統采用脈沖反射法進行缺陷檢測。采用一個探頭兼做發射和接收器件,接收信號在探傷儀的屏幕上顯示,并根據缺陷及底面反射波的有無、大小及其在基軸上的位置來判斷缺陷的有無、大小及位置。根據靶材涂層缺陷的特性,分別采用缺陷回波法和底波高度法進行檢測。C掃描回波信號的示意圖如圖1所示,其中圖1(a)為有缺陷情況,圖1(b)為無缺陷情況,T波形為一次水界面回波,B波形為底波。底波回波信號強度顯示超聲波穿透涂層時信號的衰減程度。涂層密度越高,涂層內部的孔洞就越細小均勻,數量也越少,因而信號衰減就越少,所反映的回波信號則越強;涂層密度越低則相反。F波形為涂層內部缺陷界面反射回波,可用于涂層內孔洞缺陷檢測,也就是缺陷回波法。為獲得較高的探測靈敏度,首先需要選擇合適的超聲波探頭,探頭頻率高,則波長短,脈沖寬度小,半擴散角小,分辨率高,聲束指向性好,能量相對集中,有利于發現缺陷并對缺陷定位,因而檢測靈敏度較高[8-14]。
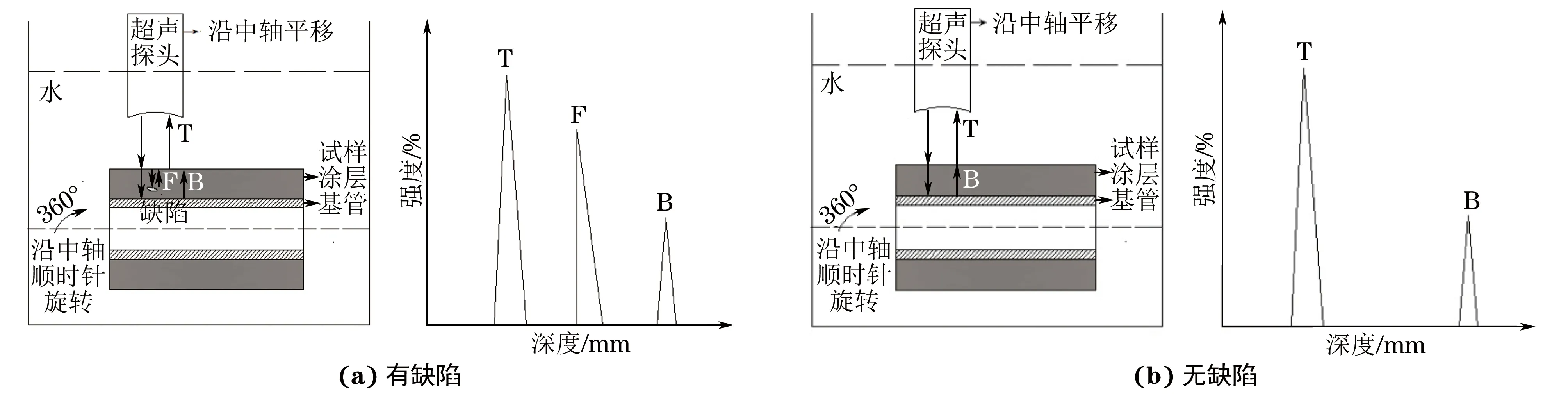
圖1 C掃描回波信號示意圖Fig.1 Echo signal diagram by C-scan: (a) with defect; (b) no defect
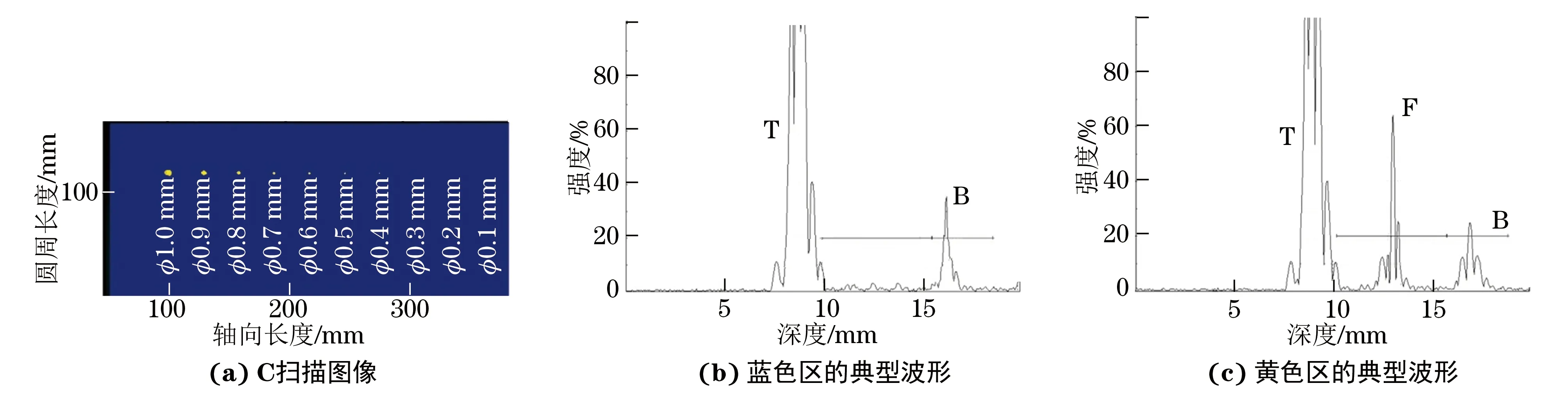
圖2 孔洞缺陷試樣C掃描檢測結果Fig.2 C-scan test results of the hole defect sample: (a) C-scan image; (b) typical waveform of the blue area;(c) typical waveform of the yellow area
試驗采用美國通用公司制造的USIP40系列水浸超聲C掃描系統,探頭型號ALPHA/10MHZ/.25,為縱波直探頭,檢測時將試樣放置于水浸槽中,安裝在旋轉裝置上,檢測過程中由伺服控制器精確控制探頭沿旋轉靶材試樣中軸線方向勻速移動,旋轉靶材試樣沿中軸線方向勻速順時針旋轉,探頭位置調整到試樣管中心線位置,探頭角度調整到相對垂直于管面,探頭高度調整到一次水界面回波最強位置,增益設置為43.5 db,掃描步進速率為0.1 mm·r-1,由該超聲探頭進行靶材表面逐點掃描。通過系統軟件進行實時記錄處理。孔洞缺陷試樣采集F波強度信號繪制C掃描圖,所記錄信息為涂層中間異常信號。密度不均勻缺陷試樣采集B波強度信號繪制C掃描圖,所記錄信息為涂層底部的界面反射回波信號。其中密度不均勻缺陷試樣在超聲測試完畢后,采用電火花線切割分別破壞性取樣高密度區域和低密度區域,然后采用科貝達KBD-600E固體密度測試儀測試其實際密度。
2 試驗結果與討論
2.1 孔洞缺陷試樣結果分析
圖2為孔洞缺陷試樣C掃描檢測結果,圖2(a)為C掃描圖像,采集F波強度信號繪制,即超聲波經過涂層內部缺陷界面后的反射回波強度信號,強度信號轉換成顏色差異,并經過成像系統放大缺陷顯示,圖2(a)中可見并列的幾個異色點;圖2(b)為藍色區的典型波形,可見無明顯F波信號;圖2(c)為黃色區典型波形,對應φ1.0 mm孔洞,可見有明顯的F波產生,其信號強度約為65%,且F波所處位置為T波與B波信號中間,說明其缺陷界面位置約為涂層3 mm厚度位置。表1所示為不同尺寸孔洞缺陷的F波信號檢測結果,為避免電噪聲影響檢測結果,以信號強度大于10%為檢測下限。試驗所預設的10個孔洞缺陷,F波信號強度超過10%的缺陷數量為8個,且為等間距并列分布,對應于φ0.3~1.0 mm的8個缺陷點,與設計缺陷分布位置相符,所測得的單個孔洞缺陷面積與設計缺陷面積接近,誤差在18%以內,且都為正誤差,無負誤差,說明缺陷面積檢測信號范圍放大,這是由于缺陷點對周邊產生的信號干擾引起的,不影響缺陷的發現。而φ0.1 mm和φ0.2 mm缺陷點的典型F波信號強度低于10%,不能列入缺陷識別范圍。
綜上所述,水浸超聲C掃描檢測采用缺陷回波法可有效檢測的孔洞缺陷分辨率為φ0.2~0.3 mm,缺陷面積的檢測誤差小于18%,這對靶材涂層氣孔缺陷的檢測具有足夠的靈敏度,并可通過F波的深度位置獲得孔洞缺陷的深度。

表1 孔洞缺陷的F波信號檢測結果Tab.1 Test results of F wave signal from the hole defect
2.2 密度不均勻缺陷試樣結果分析
圖3為密度不均勻缺陷試樣C掃描檢測結果,圖3(a)為C掃描圖像,由采集的B底波強度信號繪制,表示超聲波經過涂層底部界面后的反射回波強度信號轉換成的色度差異,可見涂層的高密度區和低密度區有明顯色差;圖3(b)為低密度區的典型波形,可見B底波回波信號較弱,信號強度為10%;圖3(c)為高密度區的典型波形,可見B底波回波信號較強,信號強度為28%。分別取樣高密度區和低密度區的涂層試樣進行密度測試,結果顯示高密度區的涂層密度為2.214 g·cm-3,低密度區的涂層密度為2.110 g·cm-3。
綜上所述,涂層底部界面反射回波強度對靶材涂層的密度很敏感,呈現正相關關系。從原理上分析其原因為熱噴涂涂層內部分布著微小氣孔,其氣孔率與涂層密度直接相關,超聲波在涂層內穿透過程中遇到微氣孔會發生反射或散射等情況,導致超聲波能量衰減。由于低密度涂層相比于高密度涂層的氣孔率高,從而導致超聲波能量衰減較多。
由此可見,C掃描檢測采用底波高度法,盡管不能體現出具體密度值,但可獲得B底波信號強度與C掃描圖像宏觀色差顯示。在實際運用中可限定產品的密度下限,并生產試樣,檢測其對應的B底波信號強度,并設定該信號強度作為檢測標準下限。
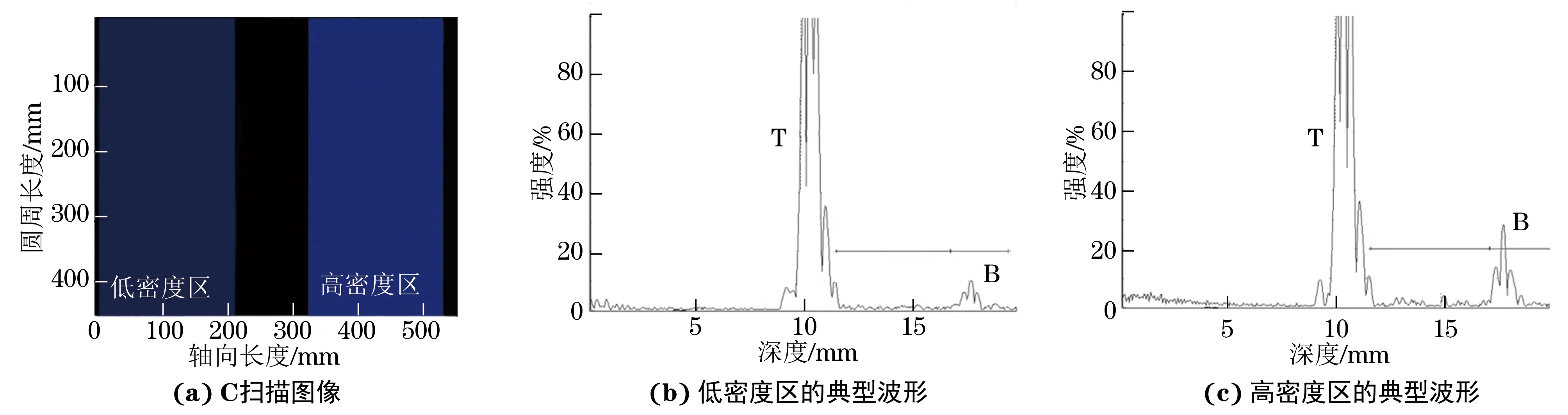
圖3 密度不均勻缺陷試樣的C掃描檢測結果Fig.3 C-scan test results of the density non-uniform defect sample: (a) C-scan image; (b) typical waveform of the low density area;(c) typical waveform of the high density area
3 結論
(1) 采用水浸超聲C掃描檢測等離子噴涂制備的硅鋁合金旋轉靶材,可有效識別靶材涂層內部的孔洞缺陷,其分辨率為φ0.2~0.3 mm,具有足夠的靈敏度,并可通過F波的深度位置獲得孔洞缺陷的深度。
(2) 涂層底部界面反射回波強度對靶材涂層的密度很敏感,兩者呈現正相關關系,可利用這一特性進行靶材涂層密度均勻性的水浸超聲C掃描檢測。
[1] 胡冰,王爍.靶材質量對大面積鍍膜生產的影響[J].建筑玻璃與工業玻璃,2015(5):18-21.
[2] 王魯斌.等離子噴涂涂層微觀損傷機理的研究[D].上海:華東理工大學,2013.
[3] 邢亞哲,郝建民.等離子噴涂陶瓷涂層的研究進展[J].熱加工工藝,2009,38(8):99-103.
[4] 楊武保.磁控濺射鍍膜技術最新進展及發展趨勢預測[J].石油機械,2005,33(6):73-76.
[5] 劉紅賓,劉偉,陳明,等.無損檢測在濺射靶材制造中的應用[J].無損檢測,2012,34(7):57-60.
[6] 王衛芳.超聲波技術在濺射鍍膜材料檢測中的應用[J].硅谷,2010(21):113,159.
[7] 何春艷,張嫦娟,馮輝,等.鈦管生產用可靠性檢驗方法初探[J].理化檢驗-物理分冊,2015,51(3):181-183,202.
[8] 余汪洋.超聲水浸檢測系統機械掃描裝置的研制[J].無損探傷,2002,26(3):32-34,37.
[9] 姜慶昌,王軍,田春英.水浸超聲C掃描檢測系統掃描機構設計[J].佳木斯大學學報(自然科學版),2007,25(5):641-643.
[10] 吳迪,張兆東,韓秀甫,等.通用掃描成像檢測軟件的開發及應用[J].無損檢測,2003,25(8):403-406.
[11] 陳振華,史耀武,趙海燕,等.微小缺陷的非線性超聲檢測及其成像技術[J].聲學學報,2010,35(1):9-13.
[12] 馬宏偉,楊平.智能化超聲檢測高速數據采集系統[J].制造業自動化,2001,23(4):43-45.
[13] 劉鎮清.超聲無損檢測與評價中的信號處理及模式識別[J].無損檢測,2001,23(1):31-34,42.
[14] GOOCH J W.Ultrasonic C-scan[M].New York:Springer Sciences and Business Media,2011.
[15] 吳立.水浸法超聲波探傷應用實例[J].無損探傷,2009,33(5):43-44.
[16] 呂軍.水浸超聲C掃描在特殊鋁合金模鍛件中的應用[J].天津職業院校聯合學報,2007,9(5):23-27.
[17] 李洪剛,彭國平.鋼板水浸超聲檢測[J].無損檢測,2005,27(5):277-278.
[18] 劉松平,郭恩明,張謙琳,等.復合材料深度方向超聲C掃描檢測技術[J].無損檢測,2001,23(1):13-15.
[19] 陳振華,史耀武,焦標強,等.薄鍍鋅鋼板點焊超聲諧振檢測[J].焊接學報,2008,29(4):101-104,118.
[20] 馮小平,楊峰,李亞維,等.鑄件的超聲波檢測分析[J].熱加工工藝,2014,43 (3):79-80,97.
[21] 王英鋒,楊紹輝.大型鑄鋼齒輪的超聲波無損檢測技術[J].金屬加工(熱加工),2013(9):45-46.
[22] 劉鐵山,郭亞森,宋亞虎,等.ZCuSn10Zn2離心澆鑄產品缺陷的分析和消除[J].理化檢驗-物理分冊,2013,49(1):52-54.
[23] 王應國.大型回轉件自動超聲無損檢測技術與應用研究[D].成都:四川大學,2007.
Application of Water Immersion Ultrasonic C-scan System in Defect Detection of Plasma Spraying Targets
ZHANG Ke1, CHEN Qin-zhong2, LI Qiang1
(1. School of Materials Science and Engineering, Fuzhou University, Fuzhou 350116, China;2. Fujian Acetron New Materials Co., Ltd., Fuzhou 350200, China)
By controlling the plasma spraying process, artificial hole defect and density non-uniform defect were prepared respectively in the interior of the target coating. The water immersion ultrasonic C-scan was used to carry out the defect imaging and waveform analysis. The results show that the testing results agreed well with the artificial defects, thus validating the water immersion ultrasonic C-scan detection had enough defect sensitivity and reliability for production detection of plasma spraying target. This method shows great value for the quality control of spraying target products.
plasma spraying target; water immersion ultrasonic C-scan; defect detection; hole; density non-uniformity
2016-02-17
張 科(1985-),男,工程師,從事濺射靶材研究工作。
李 強(1962-),男,教授,博士,博士生導師,主要研究方向為等離子噴涂制備高性能涂層技術及應用、等離子噴涂仿真模擬等,qli@fzu.edu.cn。
10.11973/lhjy-wl201702007
O426.9
A
1001-4012(2017)02-0105-05
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
鴨綠江(2021年35期)2021-04-19 12:24:18
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
海峽科技與產業(2016年3期)2016-05-17 04:32:12
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
