冷卻工藝提高SS400B產品力學性能的實踐研究
2017-07-18 12:01:12魏明賀
四川冶金 2017年3期
魏明賀
(吉林電子信息職業技術學院冶金學院,中國吉林 132021)
冷卻工藝提高SS400B產品力學性能的實踐研究
魏明賀
(吉林電子信息職業技術學院冶金學院,中國吉林 132021)
SS400B鋼日本牌號,是一種含硼微合金的鋼材,主要用于出口。通鋼采用薄板坯連鑄連軋工藝成功開發該牌號鋼材,但在生產6 mm以上規格過程中,產品性能總不能達到標準要求,經分析是冷卻和卷取工藝的影響。通過分析冷卻制度和卷取溫度等工藝參數對產品性能的影響,提出了改進方案,實現改善6 mm以上規格產品性能的目的。
冷卻工藝;提高;SS400B;力學性能;研究
1 引言
SS400B是一種日本牌號的含硼微合金化鋼,主要用于出口,國家為鼓勵開發含硼鋼,在出口政策上給予一定的支持,因此具有廣闊的出口應用前景,是目前通鋼生產的熱軋板卷出口材所占比例最大的鋼種。2015年10月以來,6 mm以上厚度的用戶對產品提出了更高的性能要求,具體要求是:屈服強度要求高于250 MPa,抗拉強度高于450 MPa,延伸率高于20%。板卷抗拉強度要求明顯高于其他規格產品[4]。在開發過程之初,6 mm以上規格產品整體強度偏高,但塑性偏低,為突破此技術瓶頸,對冷卻工藝進行了多次試驗,通過對比不同冷卻工藝的產品性能,確定了一套符合通鋼實際的SS400B卷取冷卻工藝。
2 生產工藝
2.1 生產工藝流程
高爐鐵水→魚雷罐車運輸→脫硫預處理工藝→120噸轉爐吹煉→LF爐精煉→薄板坯連鑄機→輥底式均熱[5]→7架次熱連軋機連軋→層流冷卻工藝→地下臥式卷取→庫房。
2.2 冶煉工藝參數設計
根據訂單產品性能要求,SS400B鋼硼的含量要大于或等于0.0009%,實際生產中要求控制在0.001%左右[1]。參考SS400鋼的冶煉成分參數,錳含量要求控制在0.26%~0.28%,因此SS400B的錳含量要在SS400的基礎上,提高錳的含量,減少由于低熔點FeS的產生而引起的裂紋,并且能夠促使塑性夾雜物MnS的產生,可降低鑄坯裂紋敏感指數[1]。

表1 SS400B化學成分(wt,%)
2.3 軋制工藝
通鋼生產經驗表明,SS400B帶鋼在軋制過程中,粗軋單道次變形量達到35%時就會發生動態再結晶,粗軋第2道次變形量達到40%時也會發生動態再結晶[2]。而在后面的精軋過程中,為了出現板形質量良好的成品,必須逐道降低壓下率。
在生產厚規格帶鋼時,由于帶鋼攜帶的熱焓較薄規格帶鋼高,帶鋼表層與內部之間存在溫度差,即使在層流冷卻設備全開的情況下,仍然存在冷卻過程中及冷卻后溫度回升提高的現象,我們稱這種現象為“返溫”。[2]這種現象的存在使實際卷取溫度高于設定值,因此,適當降低終軋軋制速度,增加冷卻時間,有利于控制卷取溫度達到設定值。
2.4 冷卻和卷取工藝
在試制SS400B出口材的研究過程中,采用了三種不同的冷卻工藝,詳見表2。在研究開始階段,選用的是卷取溫度為600~620℃(工藝1),生產出的板卷強度較高,但延伸率卻偏低;試驗提高了卷取溫度到640~660℃(工藝2),改變溫度在一定程度上提高了塑性,但使板卷強度下降;綜合了工藝1和工藝2后,為進一步改善板卷性能,在確保卷形質量良好和確保設備能力允許的條件下,將卷取溫度提升至660±10℃。
表2 SS400B冷卻工藝
針對SS400B強度過高的問題,生產中嘗試采用了均勻冷卻模式,在確保獲得理想卷形條件的前提下,進一步弱化了帶鋼冷卻強度,經實踐證明,生產工藝控制穩定、效果良好。
3 產品力學性能檢驗結果
3.1 不同冷卻工藝下的產品力學性能
采用工藝1、工藝2、工藝3冷卻工藝的SS400B成品屈服、抗拉強度和延伸率見圖1。
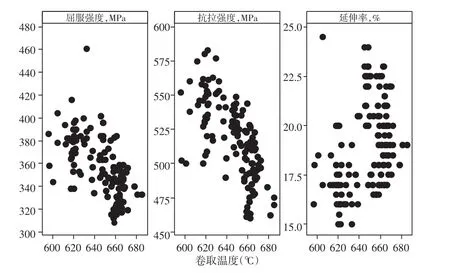
圖1 工藝1-工藝3卷取溫度下帶鋼力學性能
2.2 冷卻工藝對產品性能的影響
通過對工藝1、工藝2和工藝3的屈服強度、抗拉強度和延伸率的對比,見圖2。如圖中所示,采用工藝3的帶鋼比工藝2條件下帶鋼的屈服強度平均降低28.44 MPa,抗拉強度平均降低32.60 MPa,延伸率平均提高0.42%;工藝3比工藝1的屈服強度平均降低33.05 MPa,抗拉強度平均降低40.42 MPa,延伸率平均提高3.00%。
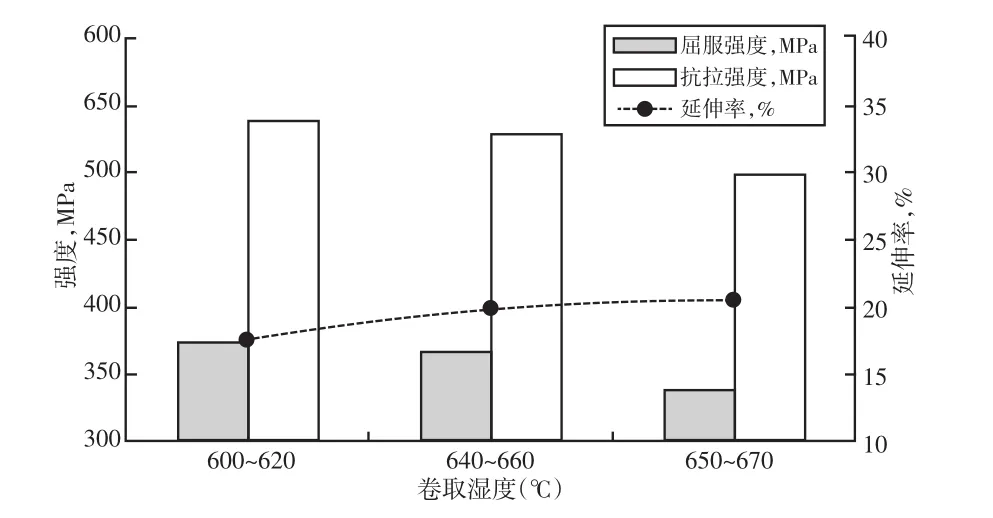
圖2 工藝1、2、3不同卷取溫度下的成品平均性能對比
4 討論
4.1 冷卻工藝對成品性能的影響
對于SS400B這樣的C-Mn系鋼來說,在隨后的熱軋過程及層流冷卻過程中,氮化鋁來不及析出,如果卷取溫度較高,氮化鋁會在卷取過程中繼續析出,使氮元素由間隙固溶狀態轉化為化合態,弱化氮的固溶強化作用,降低板卷的屈服強度[3]。但在氮化鋁的析出過程中,卷取溫度如果偏低,就會抑制氮化鋁的析出,使氮元素保持固溶狀態。
由于SS400B中含有一定量的硼,對于微合金化鋼來說,硼容易在高溫奧氏體狀態下與自由氮形成粗大的氮化硼顆粒,而氮化鋁顆粒的形成就會減少,會削弱氮化鋁對奧氏體晶粒的釘扎作用,能幫助熱軋板卷晶粒的成長。卷取溫度的升高可以更加促進硼微合金化鋼對板卷屈服強度的弱化作用,顯著降低熱軋板卷屈服強度和抗拉強度,延伸率也會有明顯的改變。
在試制SS400B采用的冷卻工藝中,采用均勻冷卻工藝比后段冷卻工藝降低了奧氏體向鐵素體和珠光體轉變的動力,減慢了兩相轉變時間,給鐵素體晶核的成長提供了充足的時間,使鐵素體晶粒相對較大,這樣有助于減小板卷抗拉強度及提高板卷塑性。
4.2 冷卻工藝對高倍組織的影響
對三種冷卻工藝條件下的SS400B試樣進行高倍組織檢驗,見圖3,經對比可以看出,成品板卷晶粒尺寸隨卷取溫度的降低而減小:使用大溫差冷卻的工藝比使用小溫差冷卻的工藝生產的板卷晶粒要大2~3個等級。
相關研究和本文所述的SS400B生產實踐結果表明,通過調整層流冷卻模式使帶鋼高溫停留時間延長,成品板卷鐵素體晶粒尺寸增加,屈強比降低[4]。
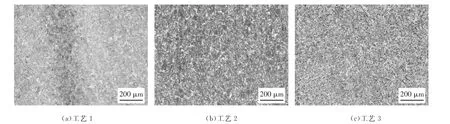
圖3 不同冷卻條件下SS400B高倍組織(×100)
4.3 冷卻工藝提高SS400B力學性能的作用分析
采用不同冷卻工藝得到的SS400B力學性能存在著明顯不同,在對SS400B生產工藝數據和性能結果進行統計分析后,可以看出冷卻工藝對產品力學性能影響的作用:在不考慮厚度影響的條件下,冷卻溫度對屈服強度的作用約為-0.69 MPa/℃,對抗拉強度的作用約為-0.89 MPa/℃,對延伸率的作用約為+0.032%/℃。通過分析冷卻工藝對SS400B力學性能作用程度,可以為SS400B力學性能改善提供實踐依據,同時還可以對含硼的C-Mn系鋼種的冷卻工藝改進起到借鑒作用。
5 結語
(1)冷卻工藝對SS400B成品力學性能影響明顯,隨冷卻溫度差的增大,板卷晶粒尺寸增大2~3個等級,成品板卷屈服和抗拉強度明顯降低。
(2)按照試制研究的成分設計,選擇650~670℃卷取溫度和大溫差冷卻工藝可以使SS400B獲得最佳力學性能,成品屈服強度約為326 MPa,抗拉強度約為487 MPa,延伸率約為20.6%,性能符合用戶要求并控制穩定。
[1] 蔣勝軍.鋼中微量硼的測定方法研究及其對鋼淬透性的影響[D].浙江:浙江工業大學,2015.
[2] 呂長寶.SS400厚規格帶鋼力學性能的控制[J].軋鋼, 2008(4):12-15.
[3] 肖麗俊,郭亞東,劉家琪,等.硼對低碳鋁鎮靜鋼中Al N、MnS析出的影響[J].材料與冶金學報,2006(1): 53-56.
[4] 周學浩,孫有平,張揚揚,等.固溶時效對7055鋁合金組織和性能的影響[J].廣西科技大學學報,2016(2): 81-86.
[5] 殷 楷,付建軍,李富峰.FTSC工藝生產熱軋板卷的質量控制[J].天津冶金,2012(2):14-16.
Practice Study on Improving Mechanical Properties of SS400B Product by Cooling Process
WEI Minghe
(Jilin Technology College of Electronic Information,Jilin 132021,China)
SS400B steel grade of Japan,is a boron-bearing micro-alloyed steel,mainly for export.The sheet of this steel grade is successfully developed by thin slab continuous casting and rolling process in Tonggang.However,in the process of production of plate thickness 6 mm above,the product performance can not meet the standard requirements,and analysis is the influence of cooling and coiling process,through analyzing the influence of cooling system and coiling temperature on product performance and improving the performance of specification 6 mm steel sheet.
cooling process,SS400B,mechanical properties,research
TG142.1
A
1001-5108(2017)03-0043-03
魏明賀,副教授,主要從事金屬壓力加工方面的教學和科研工作。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03
