韶鋼6#高爐小沖渣系統(tǒng)優(yōu)化改造
2017-07-18 12:01:12陳生利吳金富
四川冶金 2017年3期
陳生利,吳金富,何 新
(寶鋼集團廣東韶關(guān)鋼鐵公司煉鐵廠,廣東韶關(guān) 512100)
韶鋼6#高爐小沖渣系統(tǒng)優(yōu)化改造
陳生利,吳金富,何 新
(寶鋼集團廣東韶關(guān)鋼鐵公司煉鐵廠,廣東韶關(guān) 512100)
通過對韶鋼6#高爐小沖渣系統(tǒng)內(nèi)部格網(wǎng)、抽漿泵、管路、下部椎體及小沖渣操作工藝進行優(yōu)化改造,提高了小沖渣系統(tǒng)運行安全可靠性,為高爐按時出好渣鐵創(chuàng)造了有利條件,進一步改善了高爐各項生產(chǎn)技術(shù)指標。
高爐;小沖渣;優(yōu)化改造
1 引言
2014年11月至2015年4月,韶鋼6#高爐原地大修擴容改造,高爐容積由750 m3增加至1050 m3。單出鐵場,設(shè)置兩夾角為30°的出鐵口。由于出鐵場面積限制,新增2#鐵口無法實現(xiàn)渣溝水沖渣作業(yè),因此引進小沖渣系統(tǒng)。小沖渣主要設(shè)備包括:水渣沖制箱,小沖渣槽入口裝置,小沖渣槽下部椎體結(jié)構(gòu)、小沖渣格網(wǎng)、小沖渣抽漿泵及集水坑排污泵等,其工藝設(shè)備參數(shù)見表1所示。
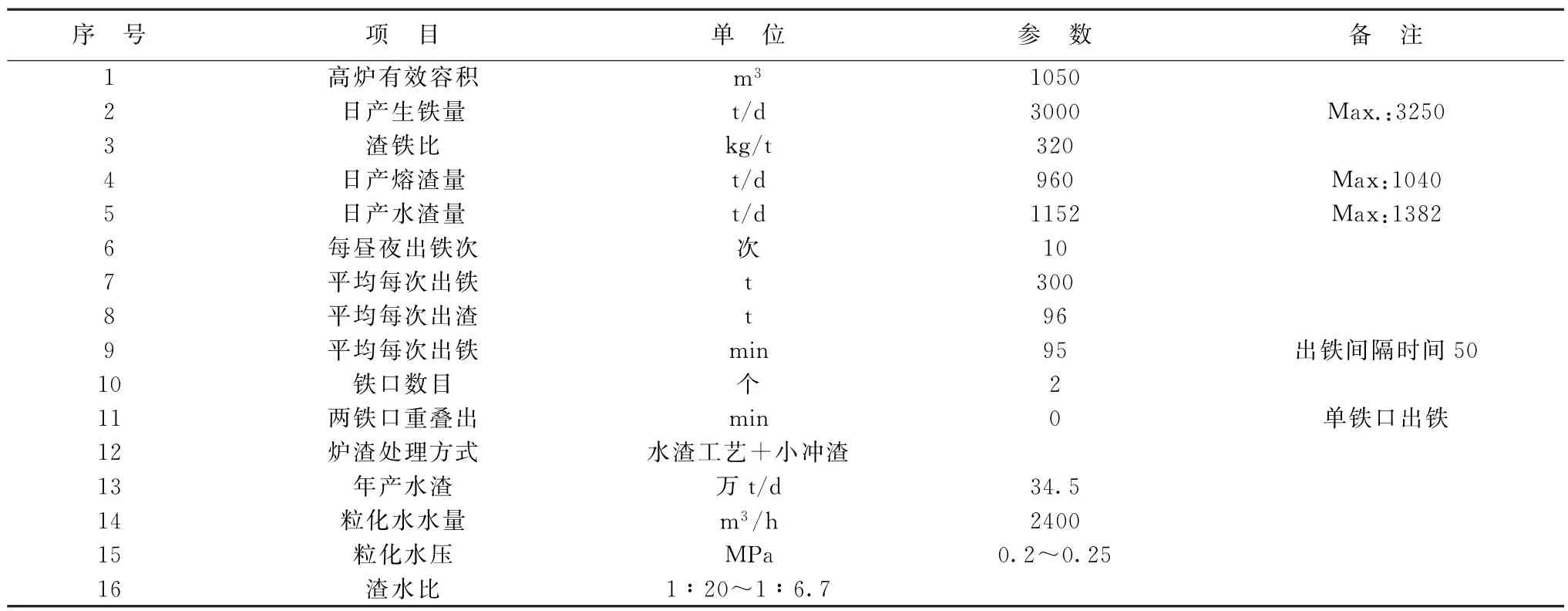
表1 韶鋼6#高爐工藝設(shè)備參數(shù)
1 小沖渣系統(tǒng)工藝現(xiàn)狀
熔渣在渣溝末端被沖制箱噴出的高速水流水淬冷卻,形成顆粒狀的水渣,粒化后的渣水混合物跌落到小沖渣槽,在小沖渣槽底部錐段匯集后通過渣漿回水泵抽至1號鐵口水渣溝,進行后續(xù)沉淀處理;沖制水渣時產(chǎn)生的大量有害蒸汽通過小沖渣槽上部排汽管集中高空排放,排汽管高度約60 m,減少蒸汽對高爐鋼結(jié)構(gòu)和設(shè)備的腐蝕。小沖渣系統(tǒng)運行時(結(jié)構(gòu)圖見圖1),罐體內(nèi)部保持3.7~4.0 m高水位,以保證沖渣罐內(nèi)部結(jié)構(gòu)不被高溫爐渣損壞。當高爐出鐵完畢后,高爐實施堵口操作后,已經(jīng)停止放渣作業(yè),小沖渣水泵與抽漿泵一般需要繼續(xù)運行10 min,主要是為了將沖渣罐內(nèi)部渣漿全部利用凈沖渣水置換,再將沖渣水泵及抽漿泵停止運行,待下一爐次鐵前5 min開啟運行。
隨使用周期的延長,小沖渣罐內(nèi)部格網(wǎng)會逐漸出現(xiàn)塊度大于5 mm的結(jié)渣與雜物堆積在格網(wǎng)區(qū)域,需要定期組織清理格網(wǎng)上的結(jié)渣,如清理不及時,必然導致小沖渣格網(wǎng)堵塞,進而造成小沖渣系統(tǒng)在出鐵放渣過程發(fā)生事故,影響高爐生產(chǎn)。
2.1 小沖渣系統(tǒng)不足之處
小沖渣下部錐段部位為鋼格柵欄結(jié)構(gòu),即格網(wǎng),格網(wǎng)孔道規(guī)格為50 mm×50 mm大小方形孔道,目的是為防止大塊渣與雜物進入錐段底部導致抽漿泵堵塞,但是大塊渣以及雜物堆積至格網(wǎng),清理不及時易導致格網(wǎng)堵塞。按工藝要求,每周組織一次清理格網(wǎng)作業(yè),每次需要3人作業(yè)30 min。小沖渣系統(tǒng)運行時,水渣在管道內(nèi)部高速運行,摩擦力大且沖渣水腐蝕性強,易磨損腐蝕管道。小沖渣系統(tǒng)屬于半密封罐體內(nèi)部實現(xiàn)水淬冷卻高溫爐渣,罐內(nèi)部水循環(huán)存在盲區(qū),導致水渣易堆積至格網(wǎng)盲區(qū)上。按工藝設(shè)計,兩臺流量為2300~2900 m3/h的渣漿回水泵輪流交替使用,完成抽漿作業(yè),但是現(xiàn)場實踐證明,一臺抽漿泵無法滿足工藝要求,必須兩臺同時開啟才能完成抽漿作業(yè),如其中一臺抽漿泵電機故障,必然引起罐內(nèi)沖渣水位突然升高,影響小沖渣運行安全,導致系統(tǒng)停止運行。水渣沖制緩沖塔下部錐體底部無排水管,在水渣抽渣泵故障時,不便對水渣沖制緩沖塔下部錐體進行檢查清理。

圖1 小沖渣系統(tǒng)結(jié)構(gòu)圖
1#鐵口與2#鐵口單獨出鐵,出鐵量達9~10萬噸停溝組織修補,平均使用周期為1個月。從2015年4月19日開爐后小沖渣的運行情況來看(見表2),使用小沖渣系統(tǒng)出現(xiàn)格網(wǎng)堵塞事故率高。格網(wǎng)堵塞后,需要耗費大量的人力去清理格網(wǎng),同時必然導致高爐緊急堵口,對高爐生產(chǎn)帶來嚴重影響。
3 改造項目
從開爐后小沖渣系統(tǒng)運行效果來看,運行故障率高,對高爐生產(chǎn)影響嚴重。為了提高小沖渣系統(tǒng)運行安全可靠性,降低小沖渣系統(tǒng)對高爐生產(chǎn)的影響,改造重點是對小沖渣格網(wǎng)結(jié)渣導致堵塞進行設(shè)備改造及操作工藝優(yōu)化。

表2 小沖渣系統(tǒng)運行故障統(tǒng)計表
3.1 加裝導料管,將清理格網(wǎng)產(chǎn)生結(jié)渣清至小沖渣罐外部
高爐在出渣鐵過程中,渣溝區(qū)域塊狀結(jié)渣及渣鐵溝產(chǎn)生的雜物易隨爐渣流進小沖渣罐,在罐內(nèi)無法粒化,沉積在格網(wǎng)上,不能及時清理,導致格網(wǎng)堵塞(見圖2)。按設(shè)計工藝要求,每周對格網(wǎng)組織清理一次,在清理格網(wǎng)作業(yè)時,將格網(wǎng)上大塊結(jié)渣打碎從格網(wǎng)孔道漏至小沖渣下部椎體,再由抽漿泵抽至沉淀池。當格網(wǎng)上堆積大量的結(jié)渣清理至下部椎體后,易引起小沖渣抽漿泵入口堵塞,從而導致小沖渣系統(tǒng)格網(wǎng)堵塞。

圖2 格網(wǎng)結(jié)渣情況
針對格網(wǎng)上結(jié)渣打碎清至下部椎體現(xiàn)象,我們對格網(wǎng)結(jié)結(jié)渣的處理工藝進行了優(yōu)化。在格網(wǎng)平臺上方500 mm處小沖渣罐體上開一個直徑450 mm孔道,引導料管至外部溢流池(見圖3)。在清理格網(wǎng)時,將結(jié)渣沿導料管清至外部溢流池,杜絕大量結(jié)渣下至小沖渣系統(tǒng)下部椎體。
3.2 加裝循環(huán)水管,消除格網(wǎng)區(qū)域水循環(huán)盲區(qū)
由于沖渣水壓力大,流速快,在流入小沖渣罐內(nèi)部時(其結(jié)構(gòu)見圖4),呈拋物線流狀,加上下部抽漿泵的抽力,大量沖渣水沿抽漿泵方向流動。通過現(xiàn)場引入冷卻水多次驗證,在靠近沖渣水入水口的下方,格網(wǎng)區(qū)域水循環(huán)效果較差,是導致此區(qū)域結(jié)渣嚴重的根本原因。針對以上情況,我們在小沖渣系統(tǒng)沖渣水入口處,加裝一個直徑為150 mm水管,引沖渣水至格網(wǎng)平臺,水管末端與格網(wǎng)平行,使之在格網(wǎng)平臺形成循環(huán),增加格網(wǎng)區(qū)域水循環(huán)效果。

圖3 小沖渣導料管

圖4 小沖渣罐內(nèi)部結(jié)構(gòu)
3.3 加裝一臺備用抽漿泵
抽漿泵運行時,通過電機帶動葉輪旋轉(zhuǎn),將小沖渣罐內(nèi)渣漿抽至外部沉淀池。起初設(shè)計安裝時,未考慮管路長、轉(zhuǎn)折點多、管內(nèi)部摩擦阻力大等特點,設(shè)計抽漿泵的電機功率過小,管路直徑不足,導致必須兩臺抽漿泵同時開啟才能滿足工藝要求。針對這一現(xiàn)狀,為了保證抽漿泵運行安全可靠,加裝一臺相同型號的抽漿泵,作為備用,杜絕了因抽漿泵引起的小沖渣系統(tǒng)故障問題。
3.4 解決水渣沖制緩沖塔下部錐體磨損漏水問題
將錐體底部變徑管部位與整個錐體分開,使錐體底部變徑管、錐體底部出水管、錐體底部攪拌水管形成獨立的可拆卸更換的部件,該部件采用耐磨內(nèi)襯(內(nèi)襯材質(zhì)可采用高硬度合金、碳化硅、陶瓷等耐磨材料)。定期檢查耐磨內(nèi)襯,根據(jù)耐磨內(nèi)襯磨損情況及時組織更換。在水渣沖制緩沖塔下部錐體內(nèi)壁澆注耐磨澆注料。在下部錐體外部再包1層錐體,新、舊錐體之間間隙約為50 mm,在新錐體內(nèi)表面焊錨固件,新、舊錐體之間間隙澆灌耐熱、耐腐蝕、耐磨陶瓷澆注料。
3.5 優(yōu)化小沖渣清理格網(wǎng)作業(yè)標準
按小沖渣工藝設(shè)計要求,小沖渣過渣量為6500 t左右組織清理格網(wǎng),即一周組織清理一次。通過現(xiàn)場驗證高爐出渣情況,每爐次出渣量96 t,平均每天出10爐次鐵,即每日成渣量1000 t左右,一周的時間小沖渣系統(tǒng)過渣量達7000 t水平。每次組織清理作業(yè)時,格網(wǎng)上的結(jié)渣量都較多,幾乎占格網(wǎng)面積的60%,每次清理均需要3人作業(yè)30 min以上,勞動強度大,且清理作業(yè)嚴重影響高爐出鐵間隔時間,時有因清理格網(wǎng)作業(yè)導致高爐減氧慢風現(xiàn)象。為了改善清理格網(wǎng)作業(yè),我們將清理格網(wǎng)周期縮短至3天,即小沖渣系統(tǒng)過渣量達到3000 t時,組織清理格網(wǎng)作業(yè)。通過優(yōu)化清理格網(wǎng)作業(yè)過程控制,制定作業(yè)標準后,每次清理作業(yè)只需要2人10 min就可以完成,大大降低了勞動強度,對高爐出鐵間隔時間也無明顯影響。
通過對系統(tǒng)設(shè)備的改造及優(yōu)化小沖渣系統(tǒng)作業(yè)過程控制后,從2016年1~5月小沖渣系統(tǒng)的運行效果來看,故障率為零,極大提高了系統(tǒng)運行的安全可靠性,為保證安全可控的進行渣鐵排放工作創(chuàng)造了良好的條件,極大地降低了高爐生產(chǎn)成本。
4 結(jié)語
目前國內(nèi)高爐普遍采用渣溝水沖渣工藝,此工藝流程簡單,運行成本較合理,是十分成熟的高爐渣處理工藝技術(shù)。如因場地等因素限制,無法實現(xiàn)渣溝沖渣作業(yè),需要引進小沖渣系統(tǒng),必須要對系統(tǒng)的設(shè)備及工藝進行因地制宜的實用于生產(chǎn)現(xiàn)場的改造及完善,實現(xiàn)安全可靠的運行,努力降低系統(tǒng)運行成本。
Application of 6#Blast Furnace Small Cinder Flushing System Optimization
CHEN Shengli,WU Jinfu,HE Xin
(Guangdong Shaoguan Iron and Steel Company of Baosteel Group,Shaoguan 512100,Guangdong,China)
Through to the application of 6#blast furnace of small cinder flushing system internal grid,a slurry pump and pipeline,the lower vertebral body and small cinder flushing process optimization reconstruction operation,enhance the safety and reliability,small cinder flushing system operation of blast furnace slag on time with good iron have created favorable conditions,further improve the blast furnace production technology index.
blast furnace,small cinder flushing,to optimize the transformation
TF547
A
1001-5108(2017)03-0059-04
陳生利,助理工程師,主要從事高爐煉鐵工作。
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
故事大王(2016年7期)2016-09-22 17:30:08
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
