提升異型坯連鑄機中間罐壽命的研究
2017-07-19 12:57:29馮振亮
重型機械 2017年3期
關鍵詞:優化
李 亮,馮振亮,李 帥,董 健,田 川
(1.日照鋼鐵有限公司型材制造部連鑄工場,山東 日照 276806;2.中國重型機械研究院股份公司,陜西 西安 710032)
提升異型坯連鑄機中間罐壽命的研究
李 亮1,馮振亮1,李 帥1,董 健1,田 川2
(1.日照鋼鐵有限公司型材制造部連鑄工場,山東 日照 276806;2.中國重型機械研究院股份公司,陜西 西安 710032)
針對異型坯連鑄機中間罐壽命偏低這一現狀,結合異型坯連鑄機中間罐的現場使用狀況,經過大量的數據分析,圍繞材料的選用、現場施工及管理改進、中間罐烘烤等多方面因素,改進保溫層和工作層,優化干式料,增加穩流器以提升長水口沖擊區壽命,并優化中間罐砌筑施工規范。工業應用數據證明,中間罐壽命得到提升。
中間罐;干式料;沖擊區;壽命
0 前言
日照鋼鐵集團型材制造部煉鋼區有兩座頂底復吹轉爐、兩座LF爐、兩條3機3流異型坯連鑄機以及大、小型鋼生產線各一條。 自2015年以來,隨著管理的完善、人員素質的不斷提升,中間罐壽命低成為連鑄生產和成本控制的主要制約環節,強行提高中間罐在線使用壽命,造成中間罐穿鋼等惡性事故的風險較大,生產穩定及成本可控性差,作業率相對較低。幾個鋼鐵公司的異形坯連鑄機壽命如表1所示。
根據2015年全年下線中間罐進行問題匯總資料,通過對壽命不達標中間罐進行現場使用跟蹤,發現造成中間罐壽命偏低的主要原因有:中間罐烘烤效果差、包壁溫度高、穩流器壽命低、中間罐現場施工不規范等。

表1 2015年上半年中間罐平均壽命同行業對比
1 中間罐烘烤工藝優化及上線使用
1.1 中間罐烘烤工藝優化
投產初期,由于中間罐上線前預熱及在線烘烤時間控制不規范導致中間罐升溫較快,升溫曲線不合理導致包襯烘烤溫度不均勻。烘烤過程中極易導致中間罐襯出現輕微裂縫,在澆注過程中出現中間罐罐壁塌料。通過對中間罐烘烤時間規律的優化,改進了中間罐預熱裝置。在規定時間內及時測量包襯溫度,設專人負責調整火焰大小;同時,在預熱過程中為防止熱量的散失,采用加蓋保溫措施。烘烤時間按如下要求進行控制
小火0.5~1 h:溫度400 ℃左右;
中火0.5~1 h:溫度800 ℃左右;
大火2 h以上:溫度大于1100 ℃。
注意事項:中間罐做好后無須長時間烘烤,僅需在用前將罐烤紅烤透即可。總烘烤時間超過12 h或中途停止烘烤的中間罐禁止使用。烘烤后的中間罐如果不能及時使用,必須報廢,重新進行施工。加料高度低于永久襯50 mm,防止包蓋壓塌工作襯。采取以上措施后,中間罐預熱及在線烘烤過程中溫度均勻,未再發生包襯開裂現象,優化后的溫度曲線如圖1、圖2所示。
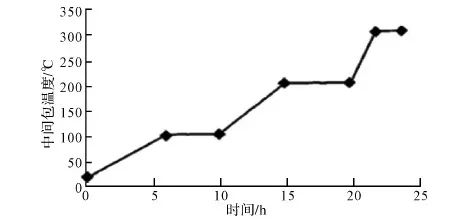
圖1 中間罐預熱溫度曲線
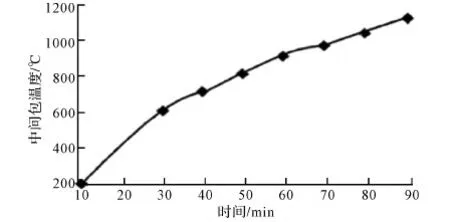
圖2 中間罐在線烘烤溫度曲線
1.2 制定中間罐上線后正常使用規范
(1)正常投入使用時,中間罐澆鑄采用滿包澆鑄,中間罐覆蓋劑均勻加在中間罐液面上,防止覆蓋劑加入不均造成中間罐內襯渣線侵蝕不均勻。連鑄澆鑄過程中鋼渣勤排,整體渣層厚度控制在80 mm以內。
(2)加強與生產計劃處的聯系,減少因排產不合理造成的中間罐壽命低。
(3)連鑄澆鋼操作時嚴格執行操作標準,加強操作管理,杜絕生產事故造成中間罐壽命達不到規定時間而下線。
2 中間罐耐材理化指標優化
根據現場中間罐使用情況分析,造成包壁溫度高德主要原因是渣線處侵蝕嚴重,中間罐保溫性差、溫降快導致上鋼溫度不穩定,溫度及拉速的調整加劇了中間罐包壁耐材的侵蝕。
2.1 改進保溫層和工作層
由過去的硅酸鋁保溫板更換為納米絕熱保溫層,它具有施工方便、壁薄且保溫性能好、線收縮小等優點;中間罐工作層采用高純鎂質干式料,可以達到潔凈鋼液的目的;該設計在保證中間罐有效容積的前提下,安全、潔凈、最大限度降低中間罐鋼液的溫降,納米絕熱板的主要成分Al2O3+SiO2,含量90%,800 ℃時的導熱系數為0.06 W/(m·k)。
2.2 優化干式料
現階段影響中間罐壽命的因素主要集中在:
(1)干式料渣線不耐侵蝕,不到30 h,渣線處就被浸蝕穿透。
(2)穩流器壽命低,效果差需要加強,24 h左右穩流器底部及四周渣線幾乎被蝕穿,不能再繼續使用中間罐,否則中間罐有穿包的風險。
干式料由原來的普通中檔鎂砂改為鎂含量為96%的電熔鎂砂,同時添加氧化鋁微粉與電熔尖晶石細粉,通過引入尖晶石并與反應生成尖晶石來增加干式料的抗渣浸蝕能力。表2是干事料優化后的主要成分。圖3a與圖3b分別為干式料優化前使用30 h和改進后使用50 h后的浸蝕狀況對比,可以看出,優化后干式料耐蝕性大大提高。
表2 干式料主要成分組成 %
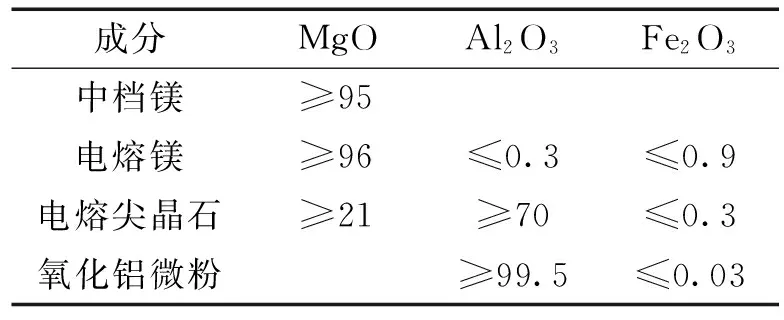
成分MgOAl2O3Fe2O3中檔鎂≥95電熔鎂≥96≤0.3≤0.9電熔尖晶石≥21≥70≤0.3氧化鋁微粉≥99.5≤0.03

圖3 干式料改進前后工作層侵蝕情況對比
2.3 鋼液流動沖擊區域鑲嵌渣線板
一個中間罐在沖擊區渣線部位增加兩塊50 mm厚度,700 mm2的渣線板,減緩熔渣對工作層渣線的侵蝕。渣線板采用與工作層材質類似的鎂質澆注板,渣線板在中間罐中的安裝位置如圖4所示。
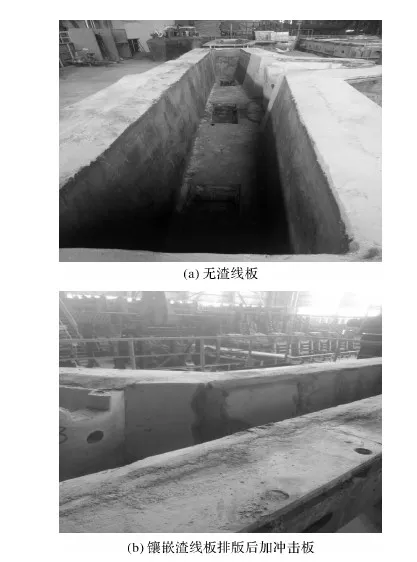
圖4 中間罐鋼液流動沖擊區鑲嵌渣線板
3 增加穩流器提升長水口沖擊區壽命
穩流器是安裝在中間罐底部用來穩定鋼包長水口鋼業沖擊區域的鋼液流動,防止鋼渣卷入鋼液造成連鑄坯內部質量缺陷,它能夠減少鋼液噴濺,促進夾雜物上浮,是降低減緩鋼液對沖擊區附近工作層沖刷的功能性耐火材料。
在多爐連澆過程中,穩流器緩解了大包長水口鑄流對中間鋼水液面的強烈沖擊,中間罐鋼水液面平穩。鋼水沿著鋼、渣界面流動,縮短了夾雜物上浮的距離。穩流器將鋼包鑄流沖擊所引起的強烈渦流限制在局部區域,減少了鋼水卷渣的機率, 同時,減小中間罐液面波動也有利于渣線位置工作層使用壽命的提高,普通沖擊板與穩流器鋼液流動比對如圖5所示。
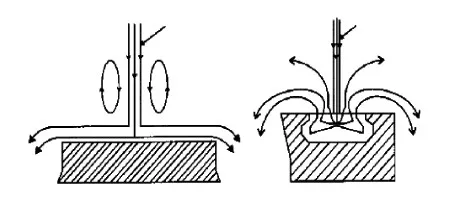
圖5 普通沖擊板與穩流器鋼液流暢比對示意圖
針對中間罐沖擊區附近涂抹層受鋼水沖刷侵蝕過快,制約中間罐包齡進一步提高的情況,在沖擊板上增設穩流器并不斷改進,以減緩鋼水對沖擊區附近中間罐涂抹層的沖刷,通過對穩流器的材質及構造不斷優化,采用鋯鋁材質的穩流器并增加導流孔后,沖擊區附近涂抹層厚度平均比使用前侵蝕量每爐可減少0.5 mm,效果十分顯著。
4 規范中間罐砌筑施工管理
4.1 制定與修改永久襯施工規程
(1)中間罐錨固件應采用5~8 mm扁鋼做成Y字形狀,長度為打結厚度的2/3。間距250 mm,澆注永久襯前應先將中間罐內壁及底面鋼殼清掃干凈,再將納米隔熱層(板)穿掛在中間罐內壁四周鋼殼的錨固件上,隔熱層與隔熱層(板)不能相互重疊。沖擊區及渣線以上不掛隔熱板,掛完后采用米絲進行十字固定,并將錨固件從開口處分開。
(2)在攪拌永久襯澆注料前,應先檢查機械設備是否工作正常;并將永久襯胎具與座磚預留鐵框涂上1~2 mm脫模劑(黃油)。
(3)將涂好脫模劑的座磚預留鐵框放在包底座磚位置后,沖擊區部位預埋一塊沖擊板,再將永久襯胎具吊入中間罐內。將四周間隙調整好后,開始攪拌澆注料,加水攪拌10 min,即可進行中間罐永久襯澆注,其中包壁厚度140 mm,包底厚度150 mm左右。
(4)澆注完成后,養護12~24 h即可進行脫模,脫模后需自然養護1~3天。
(5)嚴格執行烘烤制度。中間罐永久層烘烤制度如表3所示。
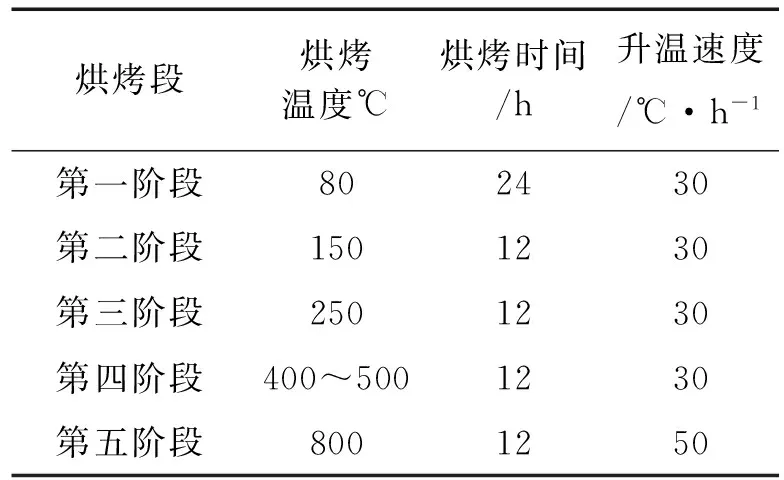
表3 中間罐永久層烘烤制度
4.2 制定與修改中間罐機構安裝規程
(1)將中間罐永久層清理干凈,去除座磚安裝部位的雜物。
(2)有支架將中間罐放在調整支架上,清理干凈上固定機架粘附的鋼、渣等雜物;無支架的將中間罐翻扣從底部進行施工安裝。用壓縮空氣吹掃機構件,檢查是否損壞,確保各活動部件完好無損,滑塊走行滑道、彈簧盒部位清潔干凈。
(3)用測壓計檢查彈簧壓力是否合格,當壓力計顯示低于1.5 MPa時,必須報廢,更換新的合格彈簧。
(4)檢查工作完成后,安裝好下固定機架及彈簧等部件。
(5)安裝上、下滑塊。第一、將上、下滑塊表面清理干凈,檢查是否完好,發現有損壞不得使用。第二、將檢查合格的上滑塊送入上固定機架的圓孔內,確保上滑塊滑動工作面與機架底座平齊或略高出0.1 mm,正裝時一手托住上滑塊,另一手沿機架滑道推入下滑塊,使上下滑塊孔對正;反裝時放入上滑塊將下水口推入滑道,孔對正即可。
(6)緊固下機架的固定螺栓,調整檢查上下機架間的彈簧處間隙為40 mm;上下滑塊的滑板面之間無縫隙 。全面檢查機構無誤后,將另一支滑塊放在滑道上進行更換試驗調試,保證更換快速靈活進行。最后安裝防濺板并打好銷子。
(7)安裝中間罐座磚及修砌內襯。將和好的耐火泥料均勻涂于上滑塊周圍及座磚內壁下部,座磚套入上滑塊外沿,用木槌輕輕敲擊座磚四周,確保與上水口上沿接觸緊密無縫隙,座磚與上滑塊內孔結合處圓滑過渡無錯位臺階。用蓋板蓋住座磚孔,防止進入雜物堵塞流鋼孔,再用粒度3~5 mm的耐火物顆粒充填進座磚周圍,輕輕搗實,注意不得使座磚移位。完成后清理干凈罐內雜物,確保水口不被堵塞。
4.3 規范工作襯施工
(1)安裝沖擊板。用專用蓋碗堵住座磚眼。然后安裝沖擊板,在沖擊部位永久層上墊上20 mm厚的干式料,再將沖擊板放在干式料上,最后鋪設底部工作襯,并用腳踩平、踩緊,鋪設厚度為40~50 mm。
(2)模具涂抹。用滑石粉或石墨粉與專用結合劑混合后刷涂胎具,刷涂厚度為1~2 mm,并盡量均勻;在模具轉角處應仔細涂抹,涂層高度至少應高于施工高度20 mm以上。
(3)成型。將胎具吊入中間罐內,使得大面兩端縫隙盡量一致,大面縫隙寬度為60 mm ,沖擊區部位厚度也為60 mm。在裝擋渣堰部位用專用工具予留安裝槽。加入干式料后開振動電機震動3 min,然后將料補滿,再震動1 min,上部用抹子抹平準備烘烤。
(4)烘烤制度。烘烤前再次檢查管道有無破損與松動,關閉燒咀處煤氣閥門,將總煤氣閥打開,檢查管道有無漏氣(如有需及時處理),然后逐只打開煤氣閥并點上火,再開空氣。烘烤時應先將火控制的小一點,并每膈20 min將火調大一點,防止火焰突然增大引起模具變形。當溫度上升到300±50 ℃時保溫0.5 h,然后關閉煤氣,開空氣冷卻20 min后,停火。
(5)脫模。用鐵錘墊上木板沿胎具輕敲一周,然后聽從施工人員的指揮,用天車緩慢起吊模具,脫模后將胎具放置在安全定點位置。
(6)脫模后在1流與2流之間,3流與4流之間安裝好擋渣壩,并將擋渣壩四周用涂料填抹充實,再在沖擊區沖擊板上面安裝好穩流器。穩流器要安裝在中間罐的中心位置,四周用干式料充填壓緊,防止穩流器漂浮。
5 結論
目前異型坯中間罐壽命穩定控制在48 h以上,部分中間罐壽命達到55 h以上,由于受生產排產及少批量品種鋼生產的影響,平均中間罐壽命為37.36 h。中間罐壽命控制居同行業首位,意義重大。通過對異型坯中間罐壽命的優化提升,提高了企業的成本競爭優勢和核心競爭力;同時更有利于生產組織的優化及生產事故的控制,異型坯連鑄整體作業率得到明顯的提升和改善,產能得到釋放。中間罐壽命的提升,大大減少了因中間罐壽命停機進行設備維護的次數,減少了維修工作量,降低了勞動強度。
[1] 于金鳳.中間罐澆注料的高溫性狀[J].國外耐火材料,1997(02).
[2] 陳敏,王楠.耐火材料與燃料燃燒[M].沈陽:東北大學出版,2005.
[3] 王維邦.耐火材料工藝學[M].北京:冶金工業出版社,1998.
[4] 付慶林. 濟鋼方坯連鑄中間包使用壽命的提高[J]. 鋼鐵研究,2016(01):40-42.
[5] 吳勝利. 中間包鎂橄欖石干式料的研究與應用[J]. 硅酸鹽通報,2014(08):2148-2152.
[6] 楊建永. 降低連鑄耐材生產實踐[A].全國煉鋼學術會議論文集[C].中國金屬學會,2014.
[7] 徐海爽.連鑄中間包長壽技術[A].2014年鋼錠制造技術與管理研討會論文集[C].中國金屬學會,2014.
[8] 韓鵬龍,王若思,王碩明,等.中間包改造對鑄坯質量的影響[J].鑄造技術,2014(03):565-567.
[9] 馬富昌. 高效低成本中間包技術[A].2013年低成本煉鋼技術交流論壇論文集[C].中國金屬學會,2013.
[10]田守信.如何降低中間包耐材單耗[N].中國冶金報,2009-08-13.
[11]軒宗宇.改進中間包耐材提高小方坯質量[A].2008年煉鋼連鑄技術與學術交流會論文集 [C]. 河北省冶金學會,2008.
[12]馬友編譯.連鑄中間包耐材底襯的優化設計[N].中國冶金報,2006-04-04.
[13]李法興,孫永喜,馬傳慶,等. 萊鋼特鋼廠降低中間包耐材消耗的措施[J].山東冶金,2003,(S2):59-61.
[14]高靖超.連鑄中間包長壽命技術的系統工藝優化[A].中國金屬學會第一屆青年學術年會論文集[C].中國金屬學會,2002.
Research on increasing tundish life of shaped blank
LI liang1,FENG zheng-liang1,LI Shuai1,DONG Jian1,TIAN Chuan2
(1.Profile Manufacturing Casting Works, Rizhao Steel Co., Ltd., Rizhao 276806,China; 2.China National Heavy Machinery Research Institute Co., Ltd., Xi’an 710032,China)
The shaped blank tundish always has a short life, this paper improved the insulating and working layers on online data. It is analyzed through amount of data, corresponding to tundish behavior of shaped blank, and the choosing of material, online construction, management improvement and tundish roast were also considered. It optimized the dried feeding, a steady flow unit is added to enlong the impingement zone life, and the construction specifications of tundish is standard as well. The industrial data showed the tundish life is longer.
tundish; dried material;impingement zone; life
2016-11-16;
2016-12-09
李亮(1983-),助理工程師,主要研究方向為煉鋼連鑄工藝質量及相關生產管理。
TP393
A
1001-196X(2017)03-0043-05
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
