8Cr4Mo4V鋼制軸承套圈磨削表面燒傷檢測方法
2017-07-24 07:57:36劉明劉明陽胡北李浩瑋
軸承 2017年3期
關(guān)鍵詞:檢測
劉明,劉明陽,胡北,李浩瑋
(中航工業(yè)哈爾濱軸承有限公司 研發(fā)中心,哈爾濱 150027)
隨著航空航天技術(shù)的飛速發(fā)展,對作為航空發(fā)動機關(guān)鍵部件之一的軸承提出了更高的壽命要求[1-2]。影響軸承壽命的指標(biāo)除了常規(guī)的尺寸精度、裝配精度、硬度、組織等外,表面殘余應(yīng)力、表面熱損傷等技術(shù)要求也逐漸被重視[3]。
軸承工作表面的殘余壓應(yīng)力能夠提高軸承的使用壽命[4]。一般采用X射線衍射方法測試表面殘余應(yīng)力[5]。表面熱損傷一般指磨削燒傷,工件在磨削過程中表面溫度過高,超過套圈材料回火溫度或淬火溫度,導(dǎo)致表層組織性能發(fā)生改變[6]。通常利用冷酸洗進行磨削燒傷檢驗,冷酸洗后目測磨削表面顏色,判斷工件是否燒傷[7]。對于繼續(xù)流動加工的零件冷酸洗檢測燒傷后一般還需要進行除氫處理,該過程不僅影響軸承外觀質(zhì)量,還需增加表面處理工序(如精光飾工序),增加了生產(chǎn)周期,同時檢測結(jié)果也難免會受到人為因素的影響。為了更好地檢測磨削燒傷,國內(nèi)外一直在尋找可以替代冷酸洗檢測磨削燒傷的方法,如 Barkhausen檢測法[8-9]。使用 Barkhausen噪聲檢測儀檢測時,首先應(yīng)根據(jù)不同材料調(diào)整設(shè)備參數(shù),對沒有發(fā)生磨削燒傷的零件進行標(biāo)樣,確定標(biāo)樣Max/Min技術(shù)要求。在檢測磨削試樣的過程中,當(dāng)數(shù)值偏離標(biāo)準(zhǔn)要求時,則視為產(chǎn)品出現(xiàn)“燒傷”。
1 試驗
1.1 試樣及設(shè)備
選擇角接觸球軸承外圈溝道(圖1)為磨削表面,試樣尺寸:外徑120 mm,內(nèi)徑103.15 mm,寬度28 mm,溝道直徑108.549 mm,溝曲率半徑6.882 mm。試樣材料為8Cr4Mo4V高溫軸承鋼,淬火+3次回火狀態(tài),硬度約為62 HRC,根據(jù)JB/T 2850—2007《滾動軸承 Cr4Mo4V高溫軸承鋼零件 熱處理技術(shù)條件》標(biāo)準(zhǔn)評定為2級合格組織。

圖1 磨削試樣Fig.1 Grinding sample
采用3MK1416C外溝數(shù)控磨床制備磨削試樣。采用XSTRESS3000應(yīng)力儀測試溝道表面殘余應(yīng)力及應(yīng)力梯度。采用Roll Scan Barkhausen噪聲檢測儀進行套圈溝道Barkhausen噪聲檢測。
1.2 試驗方法
采用6種磨削方案,制備不同表面狀態(tài)的磨削樣圈。每種方案加工3個樣圈,磨削方案參數(shù)見表1。
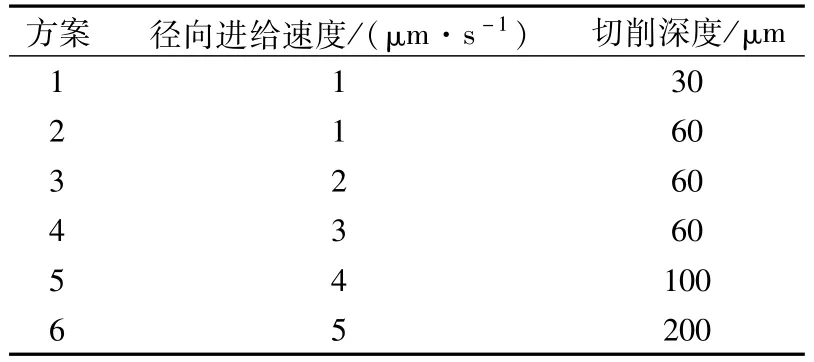
表1 磨削方案參數(shù)Tab.1 Grinding test parameters
1.3 檢測方法
殘余應(yīng)力測試:首先在樣圈上截取12 mm×20 mm的樣塊,用酒精棉清潔溝道表面,再將其放置在檢測平臺上,利用固定在平臺上的2把千分尺定位溝道表面應(yīng)力測試區(qū)域在φ2mm面積內(nèi)并作標(biāo)識。采用電解拋光法對標(biāo)識區(qū)域進行不同深度應(yīng)力梯度測試。
冷酸洗檢測:采用手自一體酸洗檢測線進行檢測,脫脂→熱水洗→流動冷水洗→鹽酸酸洗→流動冷水洗→硝酸酸洗→流動冷水洗→鹽酸明化→流動冷水洗→中和→酸洗檢查。通過觀察磨削表面冷酸洗后顏色變化情況,判斷是否出現(xiàn)磨削燒傷。
Barkhausen噪聲檢測:測試前對套圈退磁處理,保證套圈表面磁場強度不大于3 Gs。將待檢套圈置于磁化軸上,確認探針與溝道緊密接觸。調(diào)整磁化電壓為12 V,打開磁化軸旋轉(zhuǎn)按鈕,待套圈平穩(wěn)旋轉(zhuǎn)后,記錄Barkhausen噪聲Max/Min值。Barkhausen檢測前先進行無燒傷磨削試樣標(biāo)樣,標(biāo)樣Max/Min值小于1.2,正常檢測時根據(jù)標(biāo)樣值進行對比以判斷表面是否出現(xiàn)燒傷。當(dāng)Max/Min值大于1.2時,有可能存在磨削燒傷或表面材料性能不均勻,需采用冷酸洗檢測進一步確定。
2 結(jié)果與討論
試樣的殘余應(yīng)力、Barkhausen噪聲 Max/Min值檢測、冷酸洗檢測結(jié)果見表2。檢測結(jié)果顯示,相同磨削參數(shù)的磨削試樣穩(wěn)定性較強,但由于其他因素(如套圈材料性能)的影響略有波動,故表2中對第1種磨削方案的3個試樣進行了詳細分析。

表2 殘余應(yīng)力、Barkhausen檢測、冷酸洗檢測結(jié)果Tab.2 Results of residual stress,Barkhausen noise detection and acid cleaning
由表2可以看出,隨著表面殘余壓應(yīng)力數(shù)值的減小,Barkhausen噪聲 Max/Min值具有一定的波動性;當(dāng)殘余應(yīng)力為拉應(yīng)力時,Max/Min值超出標(biāo)樣值,冷酸洗檢驗為燒傷。3#,7#試樣的X射線檢測為殘余壓應(yīng)力,冷酸性檢測無燒傷,但Barkhausen噪聲Max/Min值超出標(biāo)樣值范圍。初步斷定是由于材料化學(xué)成分分布不均勻(成分偏析)造成的磨削表面應(yīng)力分布、硬度和顯微結(jié)構(gòu)存在不均勻,是對磨削表面性能均勻性的反映,這種成分偏析冷酸洗難以識別。
在不同磨削參數(shù)條件下制備的試樣的殘余應(yīng)力梯度如圖2所示。由圖2可以看出,殘余壓應(yīng)力層基本在10μm左右,雖然不同磨削參數(shù)條件下試樣的表面殘余應(yīng)力值有一定差異,但層深沒有明顯變化,主要是由砂輪表面粗糙度基本恒定造成的。砂輪修整方式恒定,砂輪表面粗糙度基本不變,磨削時,砂輪局部凸起切入試樣深度相同,使其表面塑性變形尺寸相同,因此磨削時形成的殘余應(yīng)力層基本一致。

圖2 不同試樣的應(yīng)力梯度Fig.2 Stress gradient of different samples
3 驗證試驗
為了對比Barkhausen噪聲與冷酸性檢測之間的區(qū)別和關(guān)聯(lián),再次制備11個磨削試樣進行分析,檢測結(jié)果見表3。

表3 驗證試驗結(jié)果Tab.3 Results of validation test
由表3可以看出,當(dāng)冷酸洗檢測出磨削表面燒傷時,Barkhausen噪聲值也出現(xiàn)超差;但Barkhausen噪聲值出現(xiàn)超差時,冷酸洗檢測結(jié)果不一定出現(xiàn)燒傷。再次驗證了Max/Min值不僅僅能夠表征燒傷,同時也可以間接反映溝道磨削表面性能的不均勻性。
4 不同檢測方法的特點和適用性
冷酸洗檢測主要通過觀察磨削表面冷酸洗后的顏色變化情況判斷是否發(fā)生燒傷,具有直觀、準(zhǔn)確、易操作的特點,但其只能檢測磨削燒傷,無法對磨削表面整體性能進行評價,對磨削表面質(zhì)量要求具有一定局限性。
采用X射線衍射儀進行磨削表面殘余應(yīng)力測試時,測試值為拉應(yīng)力,判定為磨削燒傷;反之,無燒傷。通過應(yīng)力梯度測試可以分析磨削表面、次表面應(yīng)力分布情況,為優(yōu)化磨削工藝參數(shù)提供數(shù)據(jù)支持。但表面殘余應(yīng)力測試和應(yīng)力梯度測試時間均較長,且屬于破壞性檢測,可應(yīng)用于工藝研究階段,不建議用在批量生產(chǎn)中。
Barkhausen噪聲檢測是一種無損檢測方法,其檢測結(jié)果可以量化,不但能夠檢測磨削表面燒傷,還可以對磨削表面性能的不均勻性進行評價,為長壽命軸承制造提供更高的表面質(zhì)量保證,是一種非常有前景的無損檢測方法。作為先進的無損檢測方法,其許多應(yīng)用領(lǐng)域尚未開發(fā),有待進一步深入研究。
5 結(jié)束語
冷酸洗、Barkhausen噪聲和殘余應(yīng)力檢測均能不同程度地表征溝道磨削表面性能。冷酸洗能夠準(zhǔn)確直觀判斷是否出現(xiàn)磨削燒傷,但無法表征磨削表面整體性能;殘余拉應(yīng)力是出現(xiàn)磨削燒傷的一種表現(xiàn)形式;Barkhausen噪聲檢測不但可以檢測出磨削燒傷,還可以表征磨削表面性能的不均勻性,是長壽命軸承有效的檢測方法。
猜你喜歡
中國設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48