航空自潤滑關節軸承安裝與固定技術
2017-07-25 00:08:36胡占齊張慶龍楊育林齊效文
軸承 2017年4期
胡占齊,張慶龍,楊育林,齊效文
(燕山大學 關節軸承共性技術航空科技重點實驗室,河北 秦皇島 066004)
航空自潤滑關節軸承是一種性能優良的新型軸承,具有結構緊湊、安全可靠、耐沖擊及良好的自潤滑性能等優點,在工業生產、國防軍事等領域得到了廣泛的應用,尤其是在航空航天領域[1-3]。安裝與固定技術是航空自潤滑關節軸承的核心技術之一,安裝與固定質量直接影響軸承裝機后的服役性能。國內外航空軸承研究機構及各大知名軸承生產商,如 SKF公司、KAMATICS公司、RBC公司等均對自潤滑關節軸承的安裝與固定提出多種相關的工藝方法。在工程應用過程中,軸承座孔公差和工藝參數選擇不當或收壓工具設計不合理等經常導致自潤滑關節軸承出現抱死失效的故障。因此,在不影響軸承旋轉靈活性的前提下完成可靠固定成為保證自潤滑關節軸承服役性能的關鍵因素。
1 自潤滑關節軸承安裝與固定技術研究現狀
1.1 自潤滑關節軸承的安裝工藝
主要討論關節軸承與座孔的安裝工藝,在標準HB 0-37—2003《軸承的安裝與固定》和MIL-STD-1599《Bearings,Control System Components,and Associated Hardware Used in the Design and Construction of Aerospace Mechanical Systems and Subsystems》中對于航空自潤滑關節軸承的安裝方法都作了明確的規定[4-5],如圖1所示,保持軸承的軸線與軸承座孔的軸線對正,安裝力只作用于軸承外圈,將軸承慢慢推入軸承座內。

圖1 航空自潤滑關節軸承安裝方法Fig.1 Installation method of aviation self-lubricating spherical plain bearing
在安裝過程中,合理的座孔配合是影響軸承性能和使用壽命的重要因素。研究表明,航空自潤滑關節軸承的安裝能夠起到一定的預緊作用,合適的預緊可以提高軸承的性能,改善軸承內部的載荷分布,但過大的預緊力會導致軸承使用壽命的縮減[6]。標準 MIL-STD-1599和 NAS0331《Bearing Installation and Retention by Swaging and Staking》中均指出軸承與座孔的配合選擇應參考軸承類型,針對航空自潤滑關節軸承推薦軸承與座孔的間隙應控制在0~25μm,以防止鎖死或粘合。HB 0-37—2003中規定在進行關節軸承的安裝時,配合的選擇需要參照軸承座殼體的材料強度,當材料強度極限σb<590 MPa時,推薦座孔的配合尺寸為K7;當σb>590 MPa時,推薦座孔配合尺寸為 K7或 Js6。標準 Q/1S440—2008《外環開槽型自潤滑關節軸承安裝與固定》規定軸承與座孔為過渡配合,孔公差帶為Js6[7]。此外,各大軸承生產商對軸承安裝過程中與座孔的配合尺寸也做出了相關的推薦。日本的NTN軸承生產商推薦自潤滑關節軸承在進行安裝時,與座孔的配合尺寸應參考工作條件和軸承座材料,如果工況為內圈旋轉,軸承座為鋼時推薦配合為H7,軸承座材料為輕質合金時推薦配合為J7;如果工況為外圈旋轉,軸承座為鋼時重載和輕載條件下分別推薦M7和K7,軸承座材料為輕質合金時推薦配合為M7[8]。SKF公司在進行自潤滑關節軸承的安裝時,座孔配合尺寸的選擇與NTN公司類似,輕質合金的軸承座推薦配合為M7,但在重載條件下推薦座孔配合尺寸為K7[9]。此外,其他知名軸承公司在進行航空自潤滑關節軸承與軸承座的配合問題做出了明確說明。
1.2 自潤滑關節軸承固定工藝
航空自潤滑關節軸承的應用環境決定了其固定工藝的特殊性,相比于普通軸承,航空自潤滑關節軸承對輕量化裝配的要求非常高,即在固定可靠的基礎上,減少或避免因軸承固定而附加其他零件,使質量或體積增加[10-11]。現對國內外航空自潤滑關節軸承的固定方法進行總結。
1.2.1 螺栓連接板
螺栓連接板的示意圖如圖2所示。將軸承固定在軸承座的臺肩與壓板之間并用螺栓鎖緊,使軸承能夠承受雙向軸向載荷。這種自潤滑關節軸承固定方法的優點是不影響軸承與軸承座的配合關系,軸承容易更換,固定效果好,不損壞軸承,也不必在軸承上做出用于安裝固定的結構設計[5,10],但需要增加零部件。

圖2 螺栓連接板固定Fig.2 Fixation with bolts and connecting plates
1.2.2 收壓加裝套筒
收壓加裝套筒的示意圖如圖3所示。套筒安裝在關節軸承外圈和軸承座之間,通過鍛壓的方法將套筒壓緊在外圈和軸承座的倒角上,實現軸承的軸向固定。收壓加裝套筒的固定方法對軸承的徑向擠壓明顯,同時也增加了安裝與固定環節結構體積及質量[5,10]。

圖3 收壓加裝套筒Fig.3 Fixation by swaged sleeves
1.2.3 粘接固定
顯然前2種方法均增加了固定后的體積和質量,與輕量化的要求不符,因此在航空自潤滑關節軸承固定方面應用較少。為了避免附加零部件,提出最直接和簡單的方法——粘接工藝。該方法需要軸承和軸承座之間存在一定間隙以便形成適當的“膠層”厚度,對軸承和軸承座的表面清潔度要求比較高,常用的粘合劑有厭氧粘合劑和環氧樹脂粘合劑[7]。但該工藝涂膠過程操作難度大,一旦膠黏劑灑漏到套圈之間,將影響內外圈間的相對偏擺運動。
為減小固定工藝操作難度,同時實現無質量附加的輕量化裝配,提出通過金屬塑性變形實現軸承與結構件的連接技術。采用該方法實現機械零件之間的可靠固定已經得到了廣泛的應用,例如金屬板的鉚釘連接、汽車輪轂裝配、一些功能性結構件的裝配[12-14]。在航空自潤滑關節軸承的固定方面包含收壓軸承外圈、收壓軸承座等方法。
1.2.4 收壓軸承外圈
收壓軸承外圈實現軸向固定的示意圖如圖4所示。軸承外圈開有端面V形槽,通過模壓或滾壓的方法,將軸承外圈的V形槽外緣壓緊在軸承座的倒角上,實現軸承的軸向固定。該方法能夠較好地解決軸承安裝與固定附加質量和空間的技術難題,同時該方法能夠在不損壞軸承座的基礎上無限次的更換軸承[5,10]。通過模壓方法收壓軸承外圈時,收壓載荷過大,易出現過度擠壓軸承外圈造成無載啟動力矩增大,甚至抱死失效的現象。滾壓收壓軸承外圈方法通過局部塑性變形的積累實現軸承外圈整體變形,收壓載荷大幅度降低,對軸承外圈擠壓程度小,但滾壓收壓外圈工藝存在模具易磨損、加工困難等問題,尤其是微小型軸承,模具的生產難度較大。

圖4 收壓外圈固定Fig.4 Fixation by swaging bearings over housing
1.2.5 收壓軸承座
收壓軸承座的示意圖如圖5所示。通過旋轉的鍛壓滾子使軸承座發生變形,發生變形的金屬材料填充并包住軸承外圈邊緣的倒角,實現軸承的軸向固定。該方法損壞了軸承座,更換軸承時需一并更換結構件,同時也存在易造成軸承外圈嚴重壓縮的缺點,適用于關節軸承外圈沒有足夠的空間加工安裝槽或軸承外圈材料韌性差的情況[5,10]。

圖5 收壓軸承座固定Fig.5 Fixation by swaging housing over bearings
如果軸承座的材料韌性差,并且對徑向擠壓程度和軸承摩擦性能要求嚴格,可采用沖點的方法收壓軸承座,如圖6所示。工具形式可為小球、凸點或直線形沖模,通過沖壓或鑿擊軸承座邊緣附近材料填充到軸承邊緣倒角與軸承座之間的凹槽位置,限制軸承的軸向移動。由于變形金屬的體積較小,軸承外圈的包裹性差,導致固定后的軸承軸向承載能力有限[5,10]。

圖6 沖點固定方法Fig.6 Ball or segmented impression staking housing over bearing
1.2.6 螺紋連接
螺紋連接固定的示意圖如圖7所示[5,7]。軸承外圈兩端面分別加工固定凸緣和鎖緊螺紋,通過螺紋鎖緊將軸承固定在軸承座上,顯然采用該方法固定的軸承外形復雜,加工難度大、成本高。所以該方法主要應用于一些特制的軸承。

圖7 螺紋鎖緊固定Fig.7 Fixation with locking thread
顯然,上述航空自潤滑關節軸承固定方法中收壓軸承外圈具有軸承更換時不損壞結構件、工藝操作方便、適用性強、輕量化等優點。
1.3 自潤滑關節軸承固定質量檢查
1.3.1 變形及表面質量
變形及表面質量檢查在MIL-STD-1599等軸承標準中都給出了明確規定,即軸承加工表面出現劇烈的劃傷、邊緣部位出現裂紋等均為不合格。對于收壓外圈的固定方法應對外圈的變形情況進行檢查,例如:采用塞尺對軸承外圈與座孔倒角的貼合程度進行檢查,最大間隙不能超過0.1 mm。
1.3.2 無載啟動力矩
為保證自潤滑關節軸承安裝后的靈活性,需要對固定后軸承的無載啟動力矩進行檢測。自潤滑關節軸承軸向固定后的無載啟動力矩檢查標準存在差異,Q/1S440—2008標準中針對具體軸承型號的自潤滑關節軸承的擺動和旋轉靈活性檢測的角度和力矩值作了明確的規定[7];NAS0331標準規定安裝固定后的無載啟動力矩應不超過安裝前的2倍[6];文獻[11]提出自潤滑類型軸承收壓后的無載啟動力矩不能超過軸承標準規定范圍上限的2倍。
1.3.3 軸向承載能力
軸承固定后的軸向承載能力通過軸向位移檢查來驗證。軸向位移檢查是指不破壞關節軸承固定變形的基礎上,在軸承外圈上施加軸向位移檢查載荷,檢測軸承是否發生軸向位移,位移檢查裝置的示意圖如圖8所示。與位移檢查載荷相關的因素包括自潤滑關節軸承固定的工藝方法、軸承座材料和軸承外徑尺寸。通常相同的軸承座材料和固定方法時,位移檢查載荷隨軸承外徑尺寸的增大而增大;同型號軸承同種固定方法,軸承座材料為鋼和鈦合金比鋁合金的位移檢查載荷大,鋁合金比鎂合金的位移檢查載荷大;同型號軸承同種軸承座材料,與收壓軸承座方法相比,采用收壓軸承外圈固定方法的位移檢查載荷較大;同時整體收壓變形比沖點壓痕收壓變形的位移檢查載荷大[7,10]。

圖8 軸向位移檢查Fig.8 Inspection of axial displacement with specified load
此外,還可通過軸向推出力對固定后自潤滑關節軸承的固定質量進行檢查,該方法會破壞固定后軸承或軸承座的塑性變形,必須將軸承在軸向方向上推出一定的距離。與位移檢查載荷類似,將載荷施加在關節軸承的外圈,逐漸加大載荷直到將關節軸承在軸向推出指定的距離,讀取該過程中的最大載荷,即固定后軸承的軸向推出力。自潤滑關節軸承的軸向推出力的影響因素包括軸承座材料、固定方法和軸承外徑,影響規律與位移檢查載荷相同[7,10]。
2 國內外自潤滑關節軸承固定工藝及裝備技術
2.1 國內技術
國內自潤滑關節軸承安裝與固定工藝方法主要參照標準HB 0-37—2003,其相關固定工藝裝備技術的研究主要集中在各大航空自潤滑關節軸承研究機構和飛行器制造企業。現對國內自潤滑關節軸承固定工藝方法及裝備進行總結。
文獻[15-16]設計了軸承軸向定位和定力收壓工具,工藝原理是通過模壓方式實現關節軸承外圈翻邊固定于軸承座內,最大優點在于裝置結構(圖9)簡單、制造難度小、操作方便。

圖9 軸向定位和定力收壓工具Fig.9 Axial positioning and constant force swaging tool
文獻[17]研制的軸承安裝收口裝置(圖10)結構簡單、易拆卸,通過集成組合的方法對收口裝置的種類進行簡化,達到一個工裝裝配多種規格軸承的效果。裝置的工作原理是滾壓收口,通過改變滾壓收口鋼球位置來適應不同型號軸承的收口尺寸,適用范圍廣,提高了軸承安裝的效率及其裝配質量。

圖10 軸承安裝收口裝置[17]Fig.10 Swaging assembly device for bearings
文獻[18]研發的軸承安裝收口裝置(圖11)利用旋轉螺栓產生的力對軸承收口零件進行輾壓收口,能夠直接人工手動對軸承進行收口,無需機動,解決了難以用機床裝配軸承收口零件等問題。

圖11 軸承安裝收口裝置[18]Fig.11 Swaging assembly device for bearings
文獻[19]研制開發了關節軸承專用滾鉚工裝(圖12),其設計原理是采用滾壓的方法收壓關節軸承外圈,收壓通過更換鉚壓滾和鉚壓頭,實現多種型號的帶有V形槽的關節軸承的安裝固定。

圖12 關節軸承專用滾鉚工裝Fig.12 Special roller riveting tool for spherical plain bearings
文獻[20]提出了一種適用于外圈端面開槽型關節軸承的安裝及固定的滾鉚裝置,滾鉚工裝對稱布置在關節軸承的正反兩面,能夠實現關節軸承雙面同時滾鉚固定,提高了裝配效率。該工裝中同時設計了自調節裝置實現關節軸承的自調整安裝和固定,提高關節軸承裝配質量。在此基礎上,文獻[21]設計開發了關節軸承專用自動滾鉚固定機床,結合關節軸承滾鉚專用工裝,提供一種能夠保證關節軸承安裝固定質量,并能實現關節軸承自動對中、滾鉚轉速無級可調以及具有多種參數在線測量和超限保護功能的自潤滑關節軸承專用自動滾鉚固定機床。
隨著金屬塑性加工技術的發展,逐漸將軟化金屬的先進生產技術應用到關節軸承安裝與固定方面。文獻[22]設計了關節軸承超聲振動旋鉚裝置,該裝置旨在將超聲振動施加于關節軸承的旋鉚收壓工具,減小翻邊所需的下壓力,減小下壓力對關節軸承無載啟動力矩的影響,進一步提高關節軸承安裝固定質量,改善關節軸承加工表面的表面粗糙度。
2.2 國外技術
國外航空自潤滑關節軸承的固定工藝主要參照MIL-STD-1599和NAS0331,其對收壓軸承座、沖印軸承座以及收壓軸承外圈的工裝都有明確要求,自潤滑關節軸承收壓外圈裝置結構示意圖如圖13所示,沖印軸承座和滾壓軸承座的裝置結構示意圖如圖14所示。此外,國外各大軸承企業也進行了固定工藝及相關裝備技術研究。

圖13 收壓外圈裝置結構示意圖Fig.13 Structural schematic diagram of the tool for swaging bearings over housing

圖14 沖印和滾壓軸承座裝置結構示意圖Fig.14 Structural schematic diagram of the tool for swaging and staking the housing
法國SARMA軸承公司提出了自主的航空自潤滑關節軸承使用標準,規定了自潤滑關節軸承應采用收壓軸承外圈的固定方法,介紹了模壓和滾壓2種工藝方法(圖15)[23],該企業標準中給出的收壓角度與MIL-STD-1599中有所區別。
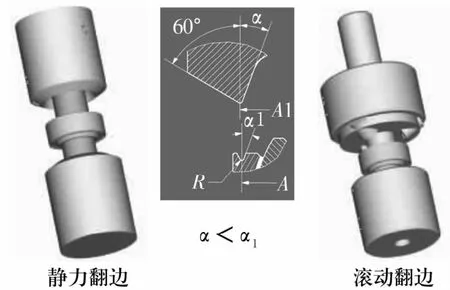
圖15 SARMA軸承公司翻邊固定裝置Fig.15 Bearing Crimping tool of SARMA
KAMATICS軸承公司的航空自潤滑關節軸承的固定方法主要參照MIL-STD-1599,并在公司的軸承設計指導手冊中,根據企業自身軸承的類型提出了外圈雙側翻邊、外圈單側翻邊、外圈螺紋固定、軸承座雙側翻邊、單側軸承座翻邊、單側擋圈固定6種關節軸承固定方法[24]。
NHBB和RBC等公司的軸承設計指導手冊也均指出,關節軸承尤其是航空用自潤滑關節軸承的固定工藝主要采用收壓外圈和收壓軸承座的形式[25-26]。
由此可見,國外對于典型自潤滑關節軸承的安裝固定主要采用收壓外圈和軸承座的方法來實現,其裝備技術原理主要參照MIL-STD-1599和NAS0331,根據軸承類型、固定要求等不同進行裝置的局部調整。
3 自潤滑關節軸承安裝與固定技術存在問題
3.1 缺乏基礎理論研究
基于輕量化、方便拆卸的技術特點,收壓軸承外圈成為了航空自潤滑關節軸承應用最廣泛的固定方法,但缺乏對軸承外圈金屬流動的研究,造成V形槽結構設計、安裝固定工裝設計、固定工藝參數優化等理論依據不足,進而引起固定后軸承無載啟動力矩增大甚至“抱死”失效。收壓軸承外圈是一種典型的金屬塑性變形過程,涉及金屬材料、塑性力學和材料成形等多方面的理論,揭示該過程中的金屬流動,分析各項參數的影響規律對提高關節軸承固定質量具有重要意義。
3.2 系統性研究不足
航空自潤滑關節軸承安裝與固定是軸承設計、固定工裝設計、工藝參數等多因素相互影響的系統技術。盡管國內外航空標準及各大軸承公司均對該類型軸承的安裝固定做出了明確的規定,但該工藝仍然存在系統性研究不足的問題,如外圈V形槽的位置和大小、軸承座倒角尺寸與模具角度、下壓量等參數的關聯性設計不足。工程應用中,軸承固定質量主要依賴操作人員經驗,易出現固定方法、軸承與軸承座的配合尺寸、工具設計等選用不當,造成軸承出現無載啟動力矩增大的現象,難以滿足自潤滑關節軸承的應用需求。
3.3 缺乏工藝創新
收壓軸承外圈固定方法的本質是金屬材料的冷加工變形,傳統固定工藝中金屬冷加工所需載荷較大,易造成軸承啟動力矩增大,若軸承的啟動力矩超出工程應用的標準要求,會造成軸承抱死失效故障。在軸承固定工藝研究中,工藝方法陳舊,缺乏將先進的加工技術與軸承固定工藝結合的創新性思路,類似于超聲波振動關節軸承安裝固定技術等新工藝研究較少,導致在軸承固定工藝方面創新不足,限制軸承安裝固定技術的發展。
3.4 便攜式固定專用設備研制不足
上述航空自潤滑關節軸承的安裝與固定專用裝備一般為臺架式機床或裝夾在壓力機上使用的工裝,這些裝備體積較大、搬運困難,因此關節軸承與結構件的固定連接必須在特定機床上進行。但航空自潤滑關節軸承是航空飛行器使用最廣泛的活動連接,與軸承相連接的飛行器結構件多種多樣,一旦出現結構件體積過大等問題,常用的安裝與固定專用設備難以完成軸承的固定,必須通過其他特殊方式實現,如采用螺紋連接的方式,但軸承及結構件的結構復雜、加工困難、成本高。
4 安裝與固定工藝的發展趨勢
4.1 基于理論分析的工藝優化
基于理論分析的工藝優化是安裝固定工藝系統化、精準化的必然趨勢。通過金屬塑性變形基礎理論與機械系統及零件的優化設計相結合,對傳統工藝中收壓角度、安裝槽位置、下壓速度及下壓距離等參數進行優化設計,避免固定質量依賴操作經驗的問題,對提高關節軸承安裝固定質量和安裝固定的成功率,降低因安裝固定質量差造成的經濟損失具有重要意義。
4.2 安裝固定新工藝開發
基于先進金屬加工技術與傳統工藝的不足,提出區別于傳統安裝固定工藝的新工藝是關節軸承安裝固定質量提高的另一個重要趨勢。如超聲振動翻邊固定工藝是針對傳統固定工藝載荷過大的問題并與超聲振動加工的降載效應相結合提出的創新加工工藝。
4.3 靈活便攜的固定工藝裝備的開發
靈活便攜式的航空自潤滑關節軸承安裝固定裝備開發能夠極大地降低關節軸承在大型結構件上安裝困難的問題,同時該類設備的開發能極大地拓展典型關節軸承的適用范圍,降低特殊軸承的設計制造成本。因此,靈活便攜式安裝固定裝備開發是關節軸承安裝固定技術的重要發展方向。
5 結束語
安裝與固定技術是航空自潤滑關節軸承的核心技術,安裝與固定質量直接影響關節軸承的服役性能和航空飛行器的機動性、可靠性。當前安裝固定技術存在理論研究不足、工藝創新性不夠、系統性研究不足等問題。因此,為滿足我國航空航天飛行器的技術發展需求,航空自潤滑關節軸承的生產商及相關的研究機構應加強對安裝固定技術的研究,側重新工藝、新裝備的研發,進一步推動我國航空自潤滑關節軸承技術的發展。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
石油化工應用(2014年8期)2014-03-11 17:40:03
