再熱器減溫器裂紋原因分析及處理
2017-07-25 08:38:03陳石凌杭州華電半山發(fā)電有限公司浙江杭州310015
發(fā)電技術(shù) 2017年3期
關(guān)鍵詞:裂紋
陳石凌(杭州華電半山發(fā)電有限公司,浙江杭州310015)
再熱器減溫器裂紋原因分析及處理
陳石凌
(杭州華電半山發(fā)電有限公司,浙江杭州310015)
再熱器減溫器的檢修是燃機(jī)例行檢修的重要環(huán)節(jié),結(jié)合公司6臺(tái)燃機(jī)在檢修中發(fā)現(xiàn)的減溫器進(jìn)水管焊縫裂紋現(xiàn)象,通過分析再熱器減溫器焊縫產(chǎn)生裂紋、斷裂的原因,對(duì)其中一臺(tái)燃機(jī)的減溫器進(jìn)水管、套管結(jié)構(gòu)實(shí)施了改進(jìn),經(jīng)過2年多時(shí)間的運(yùn)行,目前運(yùn)行狀況較好。
機(jī)械霧化減溫器;混合式減溫器;疲勞破壞;再熱器1、2連通管;裂紋
0 引言
華電半山發(fā)電有限公司燃機(jī)一期三臺(tái)9F390MW燃機(jī)于2005年投入商業(yè)運(yùn)營,余熱鍋爐再熱器采用了F I S HE R型號(hào)為D M A/AF-3D的機(jī)械霧化減溫器,二期三臺(tái)9F415MW燃機(jī)余熱鍋爐再熱器采用了F I S HE R型號(hào)為D M A/AF-2B-H T C的機(jī)械霧化減溫器,其中#7燃機(jī)于2012年11月份投入商業(yè)運(yùn)營。兩種型號(hào)的機(jī)械霧化減溫器均為同一系列混合式減溫器,在歷次檢修中均有發(fā)現(xiàn)減溫器進(jìn)水管焊口裂紋現(xiàn)象,2013年9月份#7燃機(jī)停機(jī)時(shí)檢查發(fā)現(xiàn)再熱器減溫器噴頭部分甚至在運(yùn)行時(shí)已斷裂,掉入再熱器1、2連通管內(nèi)。以下對(duì)再熱器減溫器焊口產(chǎn)生裂紋、斷裂原因進(jìn)行分析,針對(duì)減溫器裂紋缺陷提出解決方案,對(duì)實(shí)施的方案進(jìn)行評(píng)估。
1 再熱器參數(shù)及減溫器缺陷情況
燃機(jī)一期三臺(tái)9F390 MW機(jī)組于2005年7月份投入商業(yè)運(yùn)營,每臺(tái)機(jī)組年運(yùn)行小時(shí)數(shù)約3000h。燃機(jī)二期三臺(tái)9F415MW機(jī)組首臺(tái)#7機(jī)組于2012年9月份投入商業(yè)運(yùn)營,機(jī)組年運(yùn)行小時(shí)數(shù)約1000h。一、二期余熱鍋爐再熱器參數(shù)見表1。
再熱器分為再熱器2(高溫段)和再熱器1(低溫段),分別布置在模塊1和模塊2中,中間設(shè)置噴水減溫器。來自中壓主蒸汽集箱的中壓蒸汽和來自汽機(jī)的冷再熱蒸汽混合后進(jìn)入再熱器1進(jìn)口集箱,上下兩次流經(jīng)4排鰭片管,進(jìn)入再熱器1出口集箱,再由連接管引至噴水減溫器,根據(jù)再熱主蒸汽集箱出口汽溫進(jìn)行噴水減溫后,進(jìn)入再熱器2進(jìn)口集箱,再一次流經(jīng)2排鰭片管進(jìn)入再熱器2出口集箱,由連接管引至由再熱主蒸汽集箱引出[1]。
2010年11月#2機(jī)組A級(jí)檢修期間對(duì)再熱器減溫水系統(tǒng)檢查時(shí)發(fā)現(xiàn)減溫器噴頭焊口處有裂紋;2014年2月份#3機(jī)組C級(jí)檢修時(shí)發(fā)現(xiàn)減溫器噴頭處及套管焊接處2只焊口均存在裂紋(如圖2所示);2013年9月份#7機(jī)組C級(jí)檢修時(shí),發(fā)現(xiàn)減溫器自噴頭處已完全斷裂,噴頭掉落再熱器1、2連通管內(nèi)。
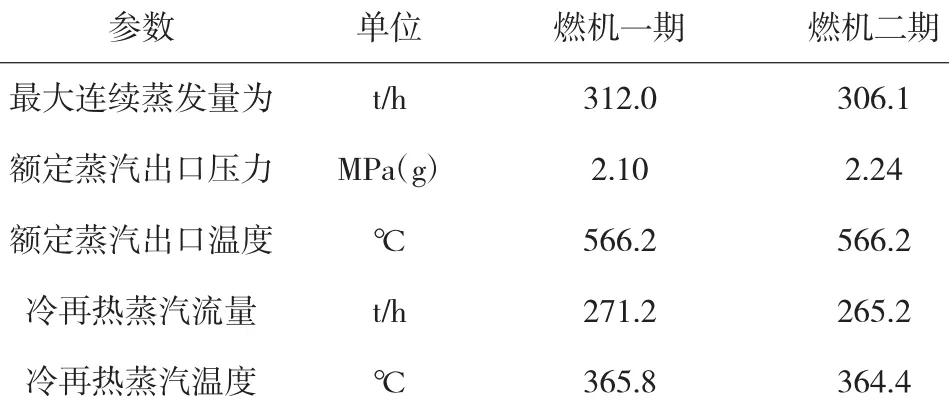
表1 燃機(jī)一期再熱器參數(shù)

圖1 再熱器系統(tǒng)結(jié)構(gòu)

圖2 檢修中發(fā)現(xiàn)的裂紋位置

圖3 減溫器噴嘴
2 混合式噴水減溫器的工作原理
由中壓給水泵來的冷卻水經(jīng)過調(diào)節(jié)閥控制冷卻水水量,通過減溫器噴嘴(如圖3所示)形成霧狀液滴進(jìn)入再熱器1、2連通管,與再熱蒸汽迅速混合并汽化,達(dá)到控制再熱器氣溫的目的。調(diào)節(jié)閥對(duì)接受自溫度控制系統(tǒng)的信號(hào)做出響應(yīng)。水穿過減溫器的主管道流至噴嘴處,然后作為一條良好的噴射流排放到蒸汽管內(nèi)。噴頭內(nèi)的特定噴嘴適用于一系列指定的工作環(huán)境。水將通過復(fù)合角度孔流入渦流室,從而形成一個(gè)旋轉(zhuǎn)水流。又由于該水流是強(qiáng)行通過噴霧環(huán)的,因此其速度將獲得進(jìn)一步增加。利用噴霧水壓力和螺旋彈簧所施加的預(yù)緊力之間的力量平衡從而獲得對(duì)蒸汽溫度控制效果[2]。
減溫器安裝在再熱器1、2連通管適當(dāng)位置上的“三通”管內(nèi)(如圖4所示)。溫度傳感器安裝在減溫器下游(減溫器到該傳感器的最小距離應(yīng)為其下游30f t)。該距離依蒸汽流量和所需噴水比例的變化而變化,溫度傳感器(T E)用來測(cè)量溫度的變化,并將信號(hào)傳輸?shù)竭h(yuǎn)處的分布式控制系統(tǒng)(D C S)上(如圖5所示)。然后將控制器上的輸出信號(hào)發(fā)送到噴水控制閥的定位器上。而定位器的輸出信號(hào)則需經(jīng)由管道到達(dá)執(zhí)行器。再由執(zhí)行器對(duì)噴水控制閥的閥桿進(jìn)行控制,從而為減溫器提供所需的冷卻水,以便將溫度維持在設(shè)定點(diǎn)。

圖4 減溫器安裝位置
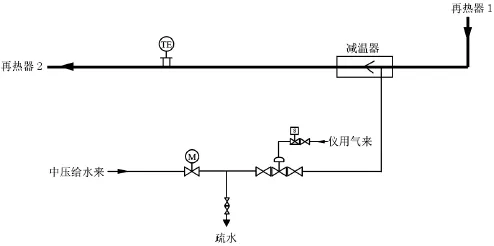
圖5 再熱器減溫水系統(tǒng)圖

圖6 減溫水量實(shí)時(shí)變化
3 減溫器產(chǎn)生裂紋原因分析及危害
在機(jī)組運(yùn)行過程中,由于通過再熱器減溫器外殼(聯(lián)箱)的蒸汽溫度較高,達(dá)到1005.6℉(541.5℃),表2工況1。當(dāng)減溫水沒有投入時(shí),減溫水進(jìn)水管溫度與再熱蒸汽溫度相同,減溫器內(nèi)部噴水管與套管之間膨脹一致,進(jìn)水管與套管焊口之間未受力。如果投入減溫水后,進(jìn)水管溫度較低(149.56℃),表2工況1,而聯(lián)箱內(nèi)溫度較高(減溫器套管溫度接近聯(lián)箱溫度),根據(jù)熱脹冷縮原理,勢(shì)必造成進(jìn)水管與外部套管之間膨脹不一,焊口因內(nèi)外管子膨脹不一而受到拉力影響[3]。噴水管在工作過程中產(chǎn)生反作用力,噴水管焊口處不僅受到介質(zhì)的縱向拉力作用,還受到橫向的彎矩作用,而減溫水水調(diào)整門開度經(jīng)常變化,也就是減溫水量經(jīng)常變化特別是機(jī)組啟動(dòng)階段,減溫水量變化特別大,1個(gè)小時(shí)的波動(dòng)在0-6.2t/h(如圖6所示),因此就導(dǎo)致了噴水管在水平方向上產(chǎn)生振動(dòng)。就此可以得出結(jié)論,進(jìn)水管與套管之間的焊口裂紋是由于膨脹不一及振動(dòng)造成,而進(jìn)水管與噴頭之間焊口裂紋是由于進(jìn)水管的熱脹冷縮及振動(dòng)對(duì)焊口的應(yīng)力造成。
表2工況1,再熱器減溫器進(jìn)水管、套管管道熱伸長量差值ΔL為1.701mm,計(jì)算如下式:

式中ΔLjsg—進(jìn)水管在該工況時(shí)管道的膨脹線性長度,mm;
ΔLtg—套管在該工況時(shí)管道的膨脹線性長度,mm;

式中L1,L2—大法蘭至噴頭段進(jìn)水管、套管常溫狀態(tài)時(shí)的長度,分別取0.3m、0.295m;

表2 二期9F燃機(jī)再熱器減溫器及調(diào)節(jié)閥數(shù)據(jù)匯總
α1,α2—進(jìn)水管、套管在工況1時(shí)管道的熱膨脹系數(shù),分別取13.65×10-6、14.5×10-6;
t2′,t2—進(jìn)水管、套管在工況1時(shí)管道的工作溫度,分別為149.56℃和541.5℃;
t1—進(jìn)水管、套管安裝時(shí)的環(huán)境溫度,20℃[4]。
減溫器進(jìn)水管運(yùn)行過程中,在溫差應(yīng)力和機(jī)械振動(dòng)的共同作用下,使焊口發(fā)生斷裂。焊口發(fā)生斷裂后,溫度較低的減溫水就會(huì)從泄漏處流到減溫器聯(lián)箱內(nèi)壁上,由于減溫器外殼(聯(lián)箱)內(nèi)壁溫度在不投減溫水時(shí)達(dá)到541.5℃,一旦減溫水流到內(nèi)壁上,就會(huì)使減溫器聯(lián)箱內(nèi)壁溫度急劇降低,使聯(lián)箱在溫差應(yīng)力的長期作用下,便產(chǎn)生了裂紋。

圖7 減溫器消缺、改進(jìn)后示意圖
4 再熱器減溫器缺陷處理情況
2013年9月份#7燃機(jī)停機(jī)時(shí),技術(shù)人員對(duì)斷裂的噴頭及進(jìn)水管與套管的裂紋進(jìn)行了分析,根據(jù)進(jìn)水管與套管在運(yùn)行工況下不同的膨脹量,采取整根更換進(jìn)水管、套管加長以加強(qiáng)對(duì)進(jìn)水管的保護(hù),去除套管與進(jìn)水管的焊口以利于進(jìn)水管與套管的自由膨脹,消除進(jìn)水管與套管之間焊口應(yīng)力的方案。具體處理方法如下:
(1)切割減溫器進(jìn)水管及套管焊口,抽出進(jìn)水管,取下進(jìn)水管法蘭及與再熱器1、2連通管連接的蒸汽法蘭,對(duì)法蘭需焊接處打磨、坡口處理;
(2)在不改變通徑的前提下增加進(jìn)水管、套管的壁厚以增加強(qiáng)度,套管長度增加(預(yù)留進(jìn)水管、套管熱膨脹差值約),進(jìn)水管為10Cr M o910、φ51×8合金鋼管;套管為304不銹鋼、φ60×4不銹鋼管;
(3)套管內(nèi)徑接近進(jìn)水管外徑,減少內(nèi)外管之間的間隙以增加進(jìn)水管的強(qiáng)度;
(4)取消套管與進(jìn)水管之間的焊口,消除內(nèi)外管之間應(yīng)膨脹不同所造成的應(yīng)力。
具體規(guī)格如圖7所示。
(5)按熱處理工藝和焊接工藝進(jìn)行焊接并經(jīng)金屬檢驗(yàn)合格。
用砂輪修磨切割處,要求:管端平整及30°坡口鈍邊1mm,噴頭管端去盡原焊縫及外倒角并要求磨出金屬光澤,同時(shí)要求焊接區(qū)周圍20mm范圍內(nèi)打磨,圓滑過渡;更換進(jìn)水管、套管用氬弧焊焊妥對(duì)接焊縫,要求焊前預(yù)熱250℃~350℃,層間溫度應(yīng)在預(yù)熱溫度控制范圍內(nèi);G T A W+S M A W(手工鎢極氬弧焊打底手工電弧焊填充和蓋面的焊接工藝方法):建議采用T I G-R40L焊絲,直徑2.5mm,電流100-140A;采用E6015-B3焊條手工電弧焊填充和蓋面,電弧焊的焊條,在焊前須經(jīng)350-400℃烘干1-2h,且在120℃保溫筒存放,隨用隨取;焊接完成后清理飛濺,加熱至300-350℃,保溫并緩冷的后熱措施進(jìn)行消除應(yīng)力熱處理,以消除或減少影響區(qū)出現(xiàn)的淬硬組織,增加塑性和韌性,有效地減少焊接殘余應(yīng)力,同時(shí)有利于擴(kuò)散氫的逸出,從而減少冷裂紋傾向;焊接后進(jìn)行高溫回火處理,改善組織結(jié)構(gòu)以提高熱強(qiáng)性、消除殘余應(yīng)力,同時(shí)可以消除擴(kuò)散氫含量。依照上述焊接工藝進(jìn)行焊接、熱處理后,焊口經(jīng)外觀檢查、超聲波檢查和著色滲透檢查以無裂紋為合格[5]。
5 改進(jìn)效果
2014年11月份#7燃機(jī)A級(jí)檢修時(shí),對(duì)再熱器減溫器所有焊口進(jìn)行了檢查,未發(fā)現(xiàn)焊口有裂紋現(xiàn)象。如圖8所示。

圖8 #7機(jī)組再熱器減溫器檢查情況
6 結(jié)語
從#7機(jī)組再熱器減溫器改進(jìn)方案實(shí)施2年多的情況看,目前運(yùn)行狀況較好,改進(jìn)的最終效果如何還有待其余機(jī)組的進(jìn)一步驗(yàn)證。
[1]杭州華電半山發(fā)電有限公司,9F燃機(jī)余熱鍋爐運(yùn)行規(guī)程[Z].
[2]杭州華電半山發(fā)電有限公司,F(xiàn) I S HE R減溫器使用說明書[Z].
[3]杭州鍋爐集團(tuán)有限公司,鍋爐設(shè)計(jì)說明書[Z].
[4]杭州華電半山發(fā)電有限公司,9F燃機(jī)余熱鍋爐熱力管道計(jì)算書[Z]. [5]杭州鍋爐集團(tuán)有限公司,合金鋼管的焊接工藝[Z].
Reason Analysis and Treatment for Cracking in Reheater Attemperator
CHEN Shi-ling
(Hangzhou Huadian Banshan Power Generation Co.,Ltd,Hangzhou 310015,China)
T h e in sp ection o f re h eater attem p erator i s an im p ortant p art o f routine maintenance o f g a s tur b ine. T h i s article d e s cri b e d t h e w ater inlet p i p e o f d e s u p er h eater w el d crac k ph enomenon f oun d in t h e routine maintenance o f 6 g a s tur b ine,an d analy z e d t h e rea s on o f d e s u p er h eater w el d crac k in g an d f racture.O n one o f t h e g a s tur b ine d e s u p er h eater,t h e inlet p i p e an d t h e h eat e x c h an g er ca s in g s tructure w ere im p ro v e d.A f ter more t h an 2 year s o f o p eration,it’s currently runnin g in g oo d con d ition.
mec h anicalatomi z in g d e s u p er h eater;h y b ri d attem p erator;f ati g ue f ailure;1,2 communicatin g p i p e o f t h e re h eater;crac k in g
10.3969/J.ISSN.2095-3429.2017.03.004
T K229
B
2095-3429(2017)03-0014-04
2017-03-24
修回日期:2017-05-15
陳石凌(1966-),男,浙江上虞人,本科,工程師,從事電站鍋爐設(shè)備的安裝、檢修、調(diào)試等技術(shù)工作。
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚(yáng)子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38