鋼制實(shí)體保持架兜孔加工工藝改進(jìn)
2017-07-26 01:29:02李江斌劉兢
軸承 2017年5期
關(guān)鍵詞:工藝
李江斌,劉兢
(1.洛陽(yáng)軸研科技股份有限公司,河南 洛陽(yáng) 471039;2.河南省高性能軸承技術(shù)重點(diǎn)實(shí)驗(yàn)室,河南 洛陽(yáng) 471039;3.滾動(dòng)軸承產(chǎn)業(yè)技術(shù)創(chuàng)新戰(zhàn)略聯(lián)盟,河南 洛陽(yáng) 471039)
隨著國(guó)內(nèi)核工業(yè)、航天、深海事業(yè)的發(fā)展,具有耐高溫、耐腐蝕性能的不銹鋼、耐熱鋼材料越來(lái)越多的應(yīng)用在軸承保持架生產(chǎn)中,其中,常用材料有1Cr18Ni9(Ti),14Cr17Ni2,40CrNiMoA等,其相對(duì)于工程塑料和銅材,具有更高的硬度、韌性及耐熱性。但是該類材料保持架兜孔加工時(shí),傳統(tǒng)的加工工藝不能滿足其表面粗糙度要求,且加工效率低。由于兜孔與滾動(dòng)體直接接觸,兜孔表面粗糙度直接影響軸承的旋轉(zhuǎn)精度和摩擦發(fā)熱,因此,高質(zhì)量、高效率的加工該類鋼制保持架兜孔成為面臨的主要問(wèn)題。
1 保持架結(jié)構(gòu)特點(diǎn)
圖1 某型保持架結(jié)構(gòu)簡(jiǎn)圖Fig.1 Structure diagram of a type of cage
2 保持架兜孔原加工工藝及存在問(wèn)題
2.1 原工藝方法
保持架兜孔原加工步驟為:1)使用專用模具將保持架半成品裝夾在立式加工中心XH714D的工作分度盤(pán)上;2)使用7.9 mm硬質(zhì)合金鉆頭在保持架上粗鉆通孔;3)使用8.2 mm定尺寸銑刀精加工通孔;4)取出保持架,手工去除兜孔毛刺。
2.2 存在問(wèn)題
由于保持架材料40CrNiMoA硬度較高,且具有較大黏性,兜孔采用粗、精2遍加工,旨在提高銑刀的壽命,改善兜孔表面質(zhì)量。但實(shí)際生產(chǎn)中,每批次總會(huì)出現(xiàn)表面粗糙度超差甚至劃傷的工件。如圖2所示,圖2a中可以看到已加工表面左側(cè)的被擠屑擦傷現(xiàn)象,導(dǎo)致兜孔的表面粗糙度超差;圖2b兜孔中可見(jiàn)一個(gè)明顯的劃傷帶,工件直接報(bào)廢。
圖2 保持架兜孔加工缺陷圖Fig.2 Defectogram of cage pocket surface
加工工藝的不穩(wěn)定性極其影響產(chǎn)品的質(zhì)量和加工效率,尤其是某些兜孔數(shù)量較多的保持架情況更嚴(yán)重,一個(gè)兜孔質(zhì)量出現(xiàn)問(wèn)題可導(dǎo)致整個(gè)保持架的報(bào)廢,浪費(fèi)材料和人力物力。
2.3 問(wèn)題分析
根據(jù)切削加工原理,銑削兜孔時(shí),銑刀的圓周刃帶即為刀具的副切削刃,其在基面上的投影與進(jìn)給運(yùn)動(dòng)反方向間的夾角為副偏角K′r,如圖3所示。精加工時(shí),宜取較小的副偏角[1]。銑刀的刃帶具有光整被加工表面、定尺寸的作用,所以銑刀的副偏角K′r應(yīng)趨近于0,以保證尺寸精度,同時(shí)保證銑刀刃磨后尺寸的穩(wěn)定性。
圖3 切削原理圖Fig.3 Principle diagram of cutting
當(dāng)銑刀加工40CrNiMoA材料兜孔時(shí),一旦有微小切屑不能順利通過(guò)銑刀前刀面排出,將極有可能隨著銑刀的進(jìn)給通過(guò)極小的副偏角擠入刃帶即出現(xiàn)擠屑現(xiàn)象。隨著銑刀的主運(yùn)動(dòng),擠屑摩擦被加工表面,必然降低加工表面質(zhì)量,甚至出現(xiàn)劃傷。
3 工藝改進(jìn)
通過(guò)上述分析可知,若想使刃帶上形不成擠屑而改善劃傷問(wèn)題,則需要將銑刀的刃帶外徑尺寸減小,以增大副偏角。但這樣將導(dǎo)致銑刀刃帶不再具有光整及定尺寸的功能,價(jià)格昂貴的定尺寸銑刀將無(wú)法刃磨再次使用,也就失去了使用價(jià)值。因此,在兜孔尺寸不能保證的情況下,單純提高兜孔表面粗糙度沒(méi)有實(shí)際意義,所以改進(jìn)銑刀刀具參數(shù)的方法不可行。
引入新的工藝方法:改精銑通孔為精鏜通孔。新設(shè)計(jì)訂制的立式加工中心專用鏜頭結(jié)構(gòu)如圖4所示。
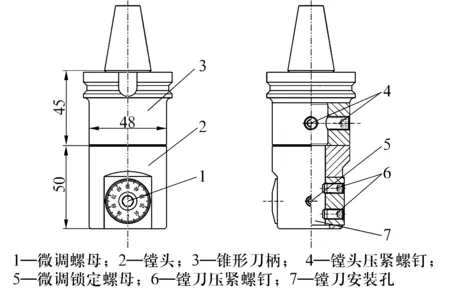
圖4 鏜頭結(jié)構(gòu)示意圖Fig.4 Structure diagram of boring head
該鏜頭下裝夾標(biāo)準(zhǔn)型鏜刀桿,并根據(jù)工件材料及加工精度要求選配適當(dāng)?shù)牡镀S苗M刀頭可通過(guò)微調(diào)螺母進(jìn)行偏心量調(diào)節(jié),可配不同尺寸段的鏜刀,滿足實(shí)際加工尺寸需要。鏜刀在進(jìn)行切削時(shí)有較大的副偏角,可避免銑削時(shí)產(chǎn)生的擠屑問(wèn)題,進(jìn)而可提高兜孔表面質(zhì)量。
4 實(shí)例分析
為驗(yàn)證新工藝的可行性及可靠性,對(duì)2個(gè)批次40CrNiMoA鋼制實(shí)體保持架兜孔加工進(jìn)行對(duì)比試驗(yàn)。工藝要求:10個(gè)兜孔均布,兜孔尺寸為φ(8.30+0.1)mm,表面粗糙度Ra≤1.6 μm。
加工機(jī)床均使用XH714D立式加工中心,主軸轉(zhuǎn)速1 500 r/min,進(jìn)給量0.08~0.1 mm/r。原銑削工藝采用φ8.35 mm定尺寸硬質(zhì)合金銑刀;改進(jìn)為鏜削工藝后采用BJ1206-24鏜刀桿(加工范圍6~10 mm),配以WBGT060104硬質(zhì)合金刀片(六角形正型刀片)[2]。2種工藝的生產(chǎn)結(jié)果對(duì)比見(jiàn)表1。
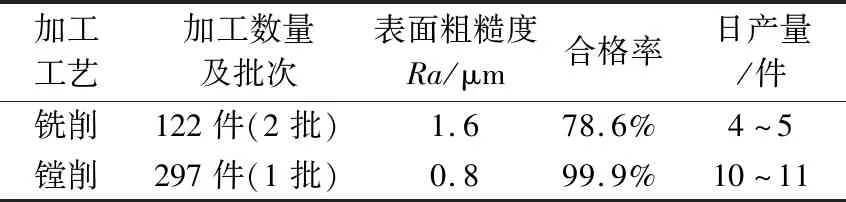
表1 鋼制實(shí)體保持架兜孔加工工藝對(duì)比Tab.1 Comparative of previous processing and improved processing for cage pocket
由表可知,銑削加工的合格率為78.6%,其中18件兜孔粗糙度超差,6件兜孔有劃傷,2件兜孔尺寸偏小;鏜削加工的合格率為99.9%,僅1件兜孔尺寸偏小。這是由于鏜刀采用標(biāo)準(zhǔn)刀片,刀片壽命更長(zhǎng),無(wú)需刃磨且更換方便,加工效率可提高1倍以上;而且鏜刀規(guī)避了銑削時(shí)副偏角小的弊端,避免了擠屑現(xiàn)象,提高了兜孔表面質(zhì)量。新工藝加工的兜孔表面如圖5所示。

圖5 鏜削兜孔表面(×5)Fig.5 Cage pocket surface of boring
5 結(jié)束語(yǔ)
經(jīng)工藝實(shí)踐探索,對(duì)40CrNiMoA鋼制實(shí)體保持器兜孔的加工采用新的工藝方法,解決了兜孔表面粗糙度不達(dá)標(biāo)、劃傷的問(wèn)題。新工藝大幅提高了生產(chǎn)效率及產(chǎn)品合格率,降低了成本;工藝穩(wěn)定、可靠,具有推廣應(yīng)用價(jià)值。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
