氣缸體止推面厚度加工技術研究
2017-07-31 20:40:50吳天成
裝備制造技術 2017年6期
吳天成
(廣西玉柴機器股份有限公司,廣西玉林537005)
氣缸體止推面厚度加工技術研究
吳天成
(廣西玉柴機器股份有限公司,廣西玉林537005)
本文介紹了目前國內柴油機氣缸體止推面的加工方式,針對氣缸體止推面厚度超差引發的柴油機一系列問題進行描述。重點研究了導致止推面超差的原因,并介紹了相關解決措施,以使有效地控制止推面厚度公差。
氣缸體;止推面;厚度;加工
柴油機氣缸體止推面厚度是氣缸體的一個關鍵特性,其主要是給曲軸的軸向定位,限制曲軸的軸向串動。止推面厚度在柴油機整機中還和曲軸軸向間隙有很大關系。止推面通過止推片(或止推軸瓦)與曲軸配合,這三者之間的配合間隙就形成了曲軸軸向間隙。一般柴油機設計時都會要求曲軸的軸向間隙為0.1 mm~0.25 mm.因為曲軸在工作時,會因為溫度的上升而發生膨脹,有一定的軸向移動,預留的間隙是為保證其膨脹后仍能正常運轉。但該間隙又不能預留過大,如果預留間隙過大,在柴油機工作時,曲軸和連桿會產生不正常的軸向竄動,導致活塞偏缸、連桿彎曲等故障發生。所以在柴油機裝配過程中,曲軸的軸向間隙作為裝配過程中的一項重要指標,要受到嚴格的控制[1]。而曲軸軸向間隙=曲軸止推檔寬度-氣缸體止推面厚度-止推片厚度-相關形位公差。可見,氣缸體止推面厚度是曲軸軸向間隙的一大影響因素,所以為保證曲軸軸向間隙,在氣缸體圖紙中一般止推面厚度公差為0.02 mm~0.04 mm,要求是非常嚴格的。
本文先介紹國內氣缸體止推面厚度的加工方式,再重點針對目前加工中心加工軸蓋式止推面厚度不均的問題進行原因分析,然后通過實際試驗提出解決辦法。為其他類似的加工研究,提供技術參考。
1 加工方式簡介
總的來說,氣缸體止推面加工從設備來分有專機加工和加工中心加工兩種,一般專機采用的是展開式刀具車止推面,加工中心則多采用三面刃銑刀來銑止推面,下面分點介紹。
1.1 專機加工
專機加工止推面一般是使用與曲軸孔鏜桿復合的展開式刀具,先鏜完主軸孔,再車止推面。止推面車刀是通過鏜桿內的齒條推拉來實現車刀的徑向伸縮。車刀在伸出鏜桿過程中車出止推面,車完后再縮回鏜桿內,退刀,完成加工過程[2]。圖1為刀具止推面刀具實物,圖2為刀具示意圖。

圖1 專機用止推面車刀
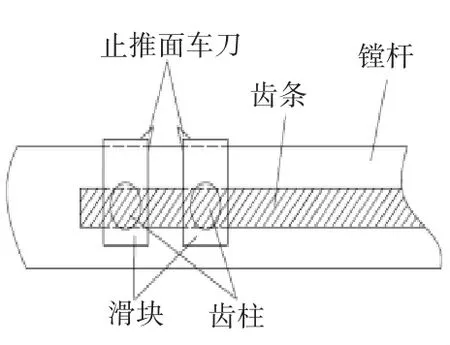
圖2 止推面車刀結構剖視圖
專機展開式刀具加工止推面厚度不合的原因有:1)兩個止推面刀片間的距離沒調好。2)齒條或齒柱的齒隙配合過松,車刀滑塊與導向槽配合過松,車止推面時,兩把刀即受力張開,厚度變大。針對此兩點進行整改一般可解決專機加工厚度不合的問題。
1.2 加工中心加工
加工中心加工止推面通常是用三面刃銑刀,通過程序走圓形插補來銑出止推面。下圖3為三面刃銑刀實物,走刀方式如圖4所示。
圖3 加工中心用三面刃銑刀
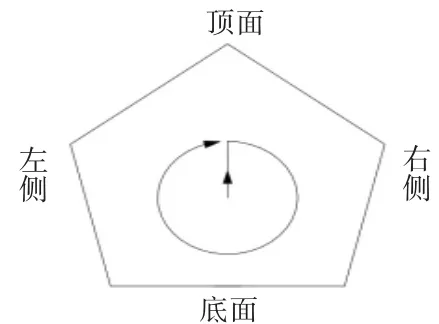
圖4 銑削止推面走刀路徑
使用加工中心加工止推面,具有柔性化高,可快速試制等特點[3]。但通過實際測量發現,使用加工中心銑出止推面的形式,加工出來的整個止推面厚度存在0.015 mm~0.03 mm的差異,特別是氣缸體半部分和軸蓋半部分存在明顯差異。下面將針對這一現象進行原因分析和提出解決辦法。
2 止推面厚度不均原因分析
為了找出止推面厚度差異的具體值,對某款柴油機氣缸體隨機抽3臺在止推面上分8個點進行測量止推面厚度(測量點位置示意見圖5)。通過匯總分析3臺氣缸體不同點的止推面厚度可總結出止推面厚度分布大致如圖6所示,可見止推面厚度分布是氣缸體部分薄,軸蓋部分厚。同時發現止推面靠曲軸孔中心的內圈薄,遠離曲軸孔中心的外圈厚。
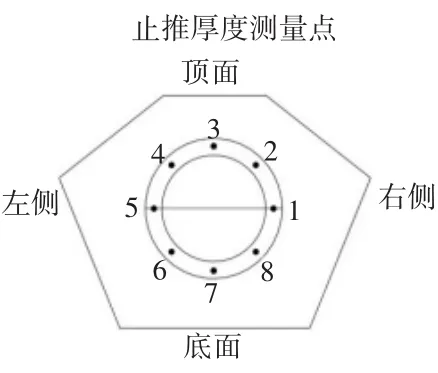
圖5 止推面厚度測量點
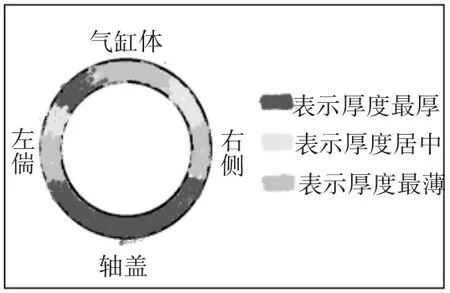
圖6 止推面厚度分布示意圖
采用頭腦風暴法組織多人分析,造成止推面厚度氣缸體部分薄,軸蓋部分厚的原因是由于刀具插補銑削軸蓋時,軸蓋受刀具軸向的切削力,產生擠壓偏移讓刀(如圖7所示),導致軸蓋實際被切削量比氣缸體部分少,所以軸蓋部分的厚度會厚,氣缸體部分的厚度會薄。而且軸蓋多采用球鐵材料,氣缸體多采用蠕鐵(或灰鐵)材料,球鐵比蠕鐵硬,在切削軸蓋時更易產生讓刀現象。
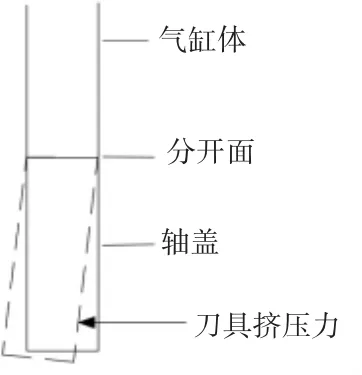
圖7 軸蓋受力偏移
氣缸體為蠕墨鑄鐵,材料延伸性好,軸蓋螺栓擰緊力矩偏低,軸蓋上緊后易偏移,也是導致軸蓋銑削時讓刀的原因之一。查本廠采用相同設備、刀具加工相同軸蓋材質的另兩款灰鐵材料氣缸體止推面厚度整圈差只有0.005 mm,并無讓刀現象證實了這點。
而造成止推面靠曲軸孔中心的內圈薄,遠離曲軸孔中心的外圈厚則是由于刀具銑削時受力變形導致。三面刃銑刀由于只有刀柄處支撐,在刀刃銑削時,銑刀單邊受力,刀桿剛性不足,便會有輕微變彎,導致刀盤傾斜,銑削出來的止推面內圈薄,處圈厚,如圖8所示。
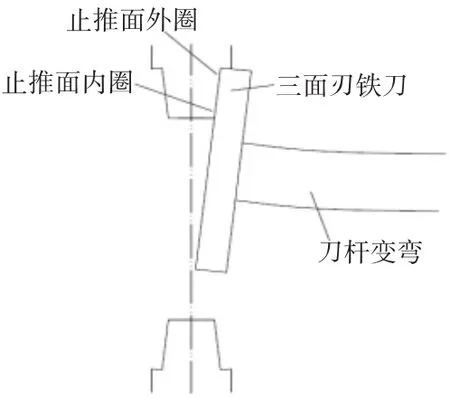
圖8 三面刃銑刀受力變形
3 通過試驗找出止推面厚度不均解決方法
經過以上分析,得知止推面厚度不均主要是由于受切削力導致軸蓋讓刀,刀桿變彎引起,即減小切削力就可解決止推面厚度不均的問題,遂通過試驗尋找降低切削力,改善止推面厚度不均的方法。3.1試驗不同切削余量對止推面厚度差的影響
在加工中心上,加工止推面,一般分為粗銑和精銑兩步,都采用三面刃銑刀插補走圓弧路徑銑銷而成。對最終尺寸有較大影響的是精銑。所以精銑不同切削余量對止推面厚度差的影響。分別將精銑余量改為0.4 mm、0.3 mm、0.25 mm、0.2 mm、0.15 mm、0.1 mm來試切3臺不同的氣缸體,加工出來止推面厚度如表1.證。試切出數據如下表2所示。
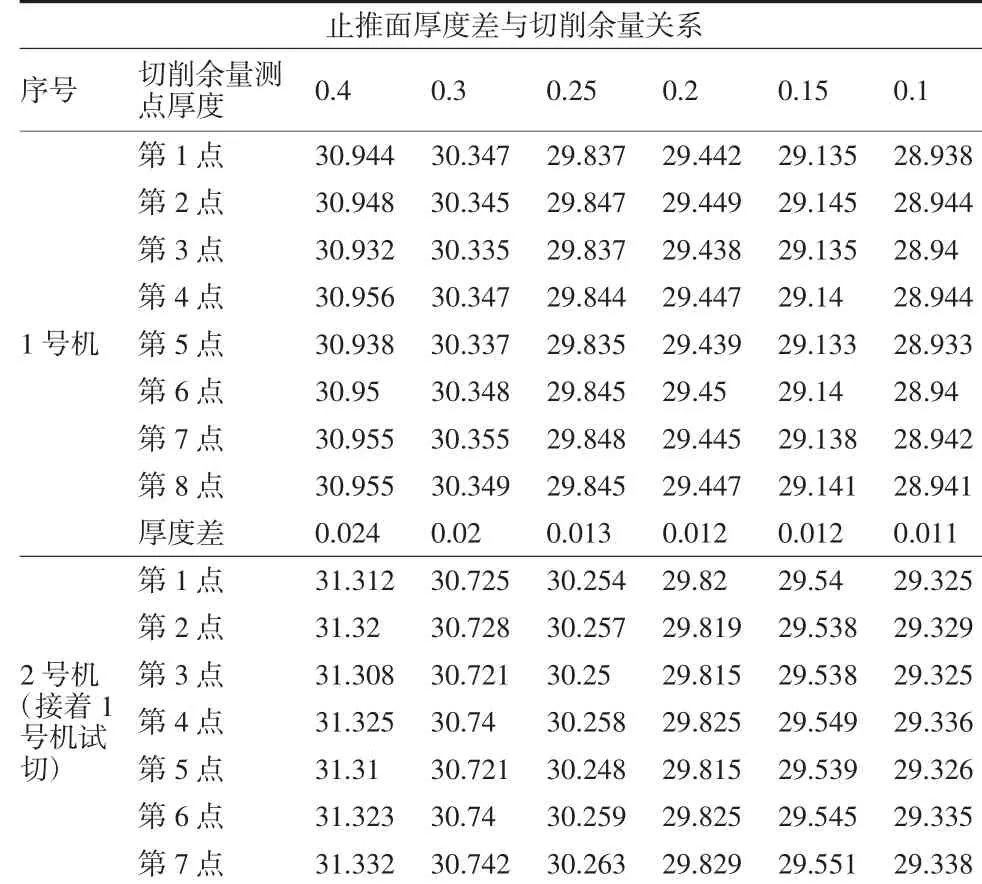
表1 不同切削余量下止推面各點厚度數據

將止推面厚度差與精銑切削余量關系匯總如圖9所示。
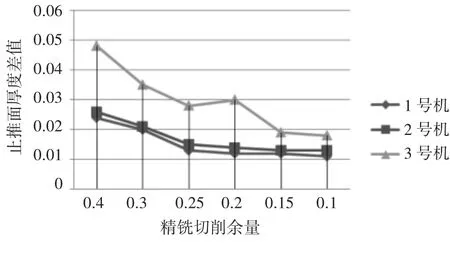
圖9 止推面厚度差與切削余量關系
從試驗數據可看出銑止推面精銑余量變小,軸蓋受軸向力小,偏移讓刀小,整圈的厚度差就會隨著變小。原來車間設精銑余量為0.3 mm,可見設得比較大,改為0.1~0.15 mm比較合適。
3.2 試驗新舊刀片加工對止推面厚度差的影響
在上一步中,1號機與2號機是連著試驗,3號機距2號機中間加工8臺氣缸體(正常生產),厚度差就變大。再又連續正常生產4臺氣缸體后(精銑余量已改為0.15 mm),測量止推面厚度差,已達到0.028 mm.更換新的刀片使用相同切削參數加工,測量止推面厚度差為0.011 mm.可見刀片磨損后,產生的切削擠壓力變大,軸蓋偏移讓刀嚴重,且刀桿變彎更大,導致止推面厚度差變大。
3.3 試驗不同走刀路徑對止推面厚度差的影響
原來車間銑止推面走刀路徑為XY兩軸平面整圓插補,分析出止推面厚度是軸蓋厚、氣缸體薄后,就試驗更改走刀路徑,更改為XYZ三軸兩個半圓插補。即通過程序設定銑刀在銑削軸蓋處原讓刀厚的部位時銑多一些,以使止推面整圓厚度差異小。為了對比整個刀具壽命使用三軸插補銑的止推厚度差,分別使用新刀片和之前換下的舊刀片試切(精銑余量已改為0.15 mm),并更改不同的Z軸插補量來驗

表2 不同插補量下止推面各點厚度數據
根據表2數據整理匯總如圖10所示,止推面厚度隨刀具壽命變化如圖11所示。
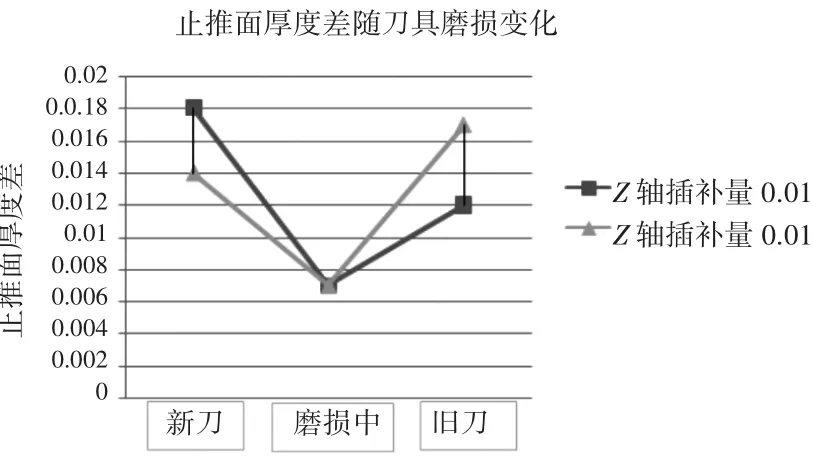
圖10 厚度差和刀具時期關系

圖11 不同刀具時期厚度分布示意
通過試驗不同的Z軸插補量可得出采用0.007 mm的Z軸插補量比較合適。刀片從新到舊的磨損過程,止推厚度整圈的厚度差可以控制在0.015 mm內。當刀片磨損到整圈厚度差超過0.015 mm或刀紋已經明細變差就得換新刀片。最好是統計幾次換刀加工的工件數量得出刀片壽命,通過機床程序計件報警采用強制換刀可有效保證止推面厚度差。
4 結束語
在加工中心上采用三面刃銑刀加工氣缸體止推面,切削力導致的軸蓋讓刀及刀桿變彎是造成止推面厚度不均的主要原因。而通過減小精銑余量、采用XYZ三軸插補銑、以及根據刀片壽命強制換刀的辦法可以有效解決止推面整圈厚度不均的問題,保證氣缸體止推面厚度的加工精度。
[1]周龍保.內燃機學[M].北京:機械工業出版社,2005.
[2]陳心昭.機械加工工藝裝備設計手冊[M].北京:機械工業出版社,1998.
[3]王先逵.機械加工工藝手冊[M].2版.北京:機械工業出版社,2006.
Researching Machining Technology about the Thrust Face Thickness of the Cylinder Block
WU Tian-cheng
(Guangxi Yuchai Machinery Co.,Ltd.,Yulin Guangxi 537005,China)
This paper introduced the processing methods of thrust face on cylinder body of domestic diesel engine,aimed at problems of diesel engine caused by overproof thrust face thickness of cylinder body,focusing on the causes of errors,and introduces some measures to solve the problem,effectively control the tolerances of thrust face thickness.
cylinder;thrust surface;thickness;processing
TH162.2
A
1672-545X(2017)06-0085-03
2017-03-19
吳天成(1985-),男,廣西玉林人,助理工程師,本科,主要研究方向為柴油機制造工藝。