機械加工中的自適應控制技術
2017-07-31 20:40:25宋福田杜廣
裝備制造技術 2017年6期
關鍵詞:檢測
宋福田,杜廣
(中車青島四方機車車輛股份有限公司,山東青島266061)
機械加工中的自適應控制技術
宋福田,杜廣
(中車青島四方機車車輛股份有限公司,山東青島266061)
自適應控制技術是實現自適應機械加工的重要基礎。研究分析了自適應控制技術的工作原理,闡述了自適應控制技術的分類及發展,并提出了自適應控制技術有待于解決的問題。
自適應控制;機械加工;自適應加工
隨著機械加工制造系統的集成度和自動化水平的提高,自適應加工技術基于傳統加工的特點逐漸發展起來[1,2],它將精密數控機床和精密測量設備有效集成,對整個加工過程的質量進行檢測及監控,實現了“加工”—“測量”—“補償加工”閉環控制,已經成為保證零件加工質量的重要手段。
自適應控制,其含義是:在加工系統或者加工環境發生變化時,系統仍然能夠自我調整加工過程,并按照預期目標完成整個加工過程,這種對加工系統或者加工環境變化具有自我調節能力的控制技術即為自適應控制技術。早在20世紀50年代末期,自適應控制技術開始發展,主要包括模型參考自適應控制技術和自校正控制技術兩個分支[1]。自70年代,由于計算能力的飛速提高和對控制理論的更深刻的研究,自適應控制無論是在理論上還是在應用上都取得了很大的進展,已廣泛應用于飛機控制、導彈控制、過程控制等方面,同樣也在機械加工過程中得到廣泛的應用,如復雜曲面、復雜型腔、焊接、熱處理等,并且取得了良好的經濟效益。因此,本文對自適應控制技術的原理及應用等進行了研究。
1 自適應控制技術的基本原理
自適應控制技術的基本原理如圖1所示。
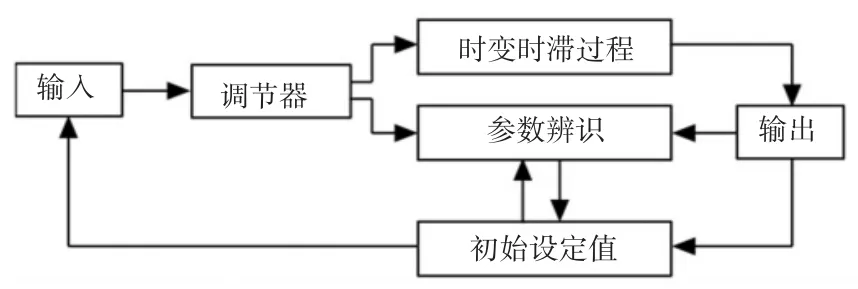
圖1 自適應控制的基本原理
首先將數據進行輸入,然后通過調節器并進入時變時滯過程,同時對系統進行參數識別,隨后將輸出的數據與初始設定值(即理想值)進行實時比較,根據比較的結果,調節器自動調節、修正參數模型,進而完成自適應控制過程。
自適應控制系統需具備的主要功能有:
(1)能夠實時測量性能指標或能夠實時辨識加工對象的動態特性。
(2)能夠實現選擇控制過程修改的算法法則。
(3)能夠實時調整控制器的控制參數。
目前,自適應控制技術可分為MRAC(即模型參考自適應控制)和MFAC(無模型自適應控制)兩類[3]。如果受控對象已知,但參數未知,可采用MRAC控制,該方法的基本思想是:
首先將受控對象由微分方程進行表示:

其中,u為輸入控制,Fo為輸出。若需要閉環系統,則輸入輸出特性為:

其中,I為參考輸入,假設用Fs(t)表示該系統的輸出,則有:

設受控對象的參數a0和b0已知,且有b0≠0,且選擇控制器的參數k1、k2可由下式表示:

進而可得到:

自適應的設計準則就是運用已有數據進行在線調節,使之逐漸逼近標稱值k1、k2.
2 自適應控制技術的分類
世界上第一臺自適應控制系統是20世紀60年代初美國Bendix公司研制的自適應控制銑床,此后各種應用自適應控制技術的機床得到快速發展。總的來講,目前自適應控制技術可分三大類[3-10]:
(1)自適應控制技術(AC)
該控制技術又可細分為約束型自適應控制技術(ACC)和優化型自適應控制技術(ACO)。前者以切削狀態為目標,以實現切削用量最大化;后者以使切削過程為目標,已實現加工過程的最優化。
(2)人工自適應控制技術(MAC)
該技術的控制過程是:在加工過程中,由操作者人工檢測和采集加工過程中的狀態信號,并將采集的數據傳入計算機(或可編程控制器)中,根據切削過程的數學模型以及操作者個人經驗得出調整信號,再由人工將調整信號輸入給機床以實現自適應控制。
(3)準適應控制(QAC)
該技術的控制過程是:由計算機自動檢測和采集加工過程中的狀態信號,并進行數據處理、計算,從而得到調整信號,然后由操作者個人經驗進行調控、修正調整信號,再反饋給機床。該技術與自適應控制技術基本一致,但缺乏實時性。
3 自適應控制技術的應用
某廠采用Delcam PowerINSPECT NC PartLocator,這是一自適應加工模塊,可用于零件的自適應加工及工件和夾具精確定位,是DELCAM集近三十年制造業軟件開發和應用的豐富經驗推出的最新產品。
進行自適應加工時,可首先使用PowerINSPECT進行離線編程,制定出零件或毛坯的位置測量方案和次序,通過在零件或毛坯上測量出的這些位置點數據,即可計算出零件或毛坯在機床上的精確位置,然后將這些數據輸入到NC Partlocator.NC Partlocator,將對比產生PowerMILL刀具路徑的名義位置和工件在機床上的實際位置,自動移動或旋轉刀具路徑原點位置,從而使刀具路徑和工件對齊并將結果輸出到機床控制器。這樣經幾分鐘對零件進行簡單裝夾定位后,系統即可實時自動對齊定位NC刀具路徑,從而幫助機床操作人員快速準確地進行工件的重復裝夾定位,節省時間,提高定位精度,減少昂貴夾具的需要,節省資金。其具體過程如下:
(1)校準測頭座和測頭(圖2).

圖2 測頭校準
(2)在PowerINSPECT中編輯檢測路徑,在機床上精確定位零件(圖3).
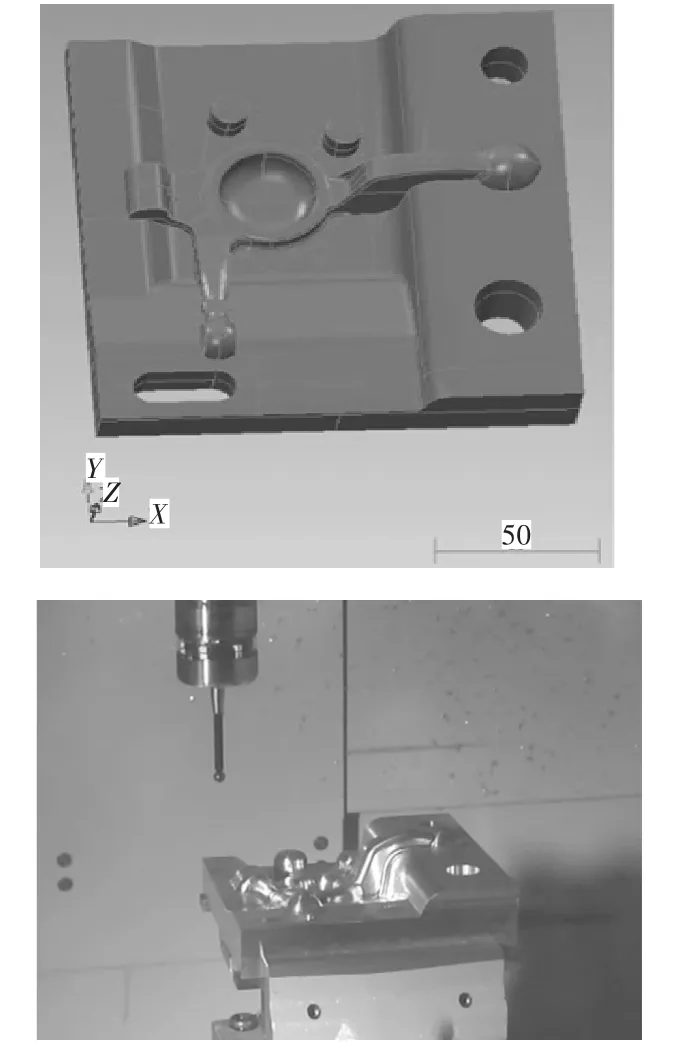
圖3 編輯檢測路徑
(3)輸出及執行NC程序(圖4).強大的擬合算法可精確對齊零件并準確地將對齊定位結果輸出到機床控制器或是外部應用程序。
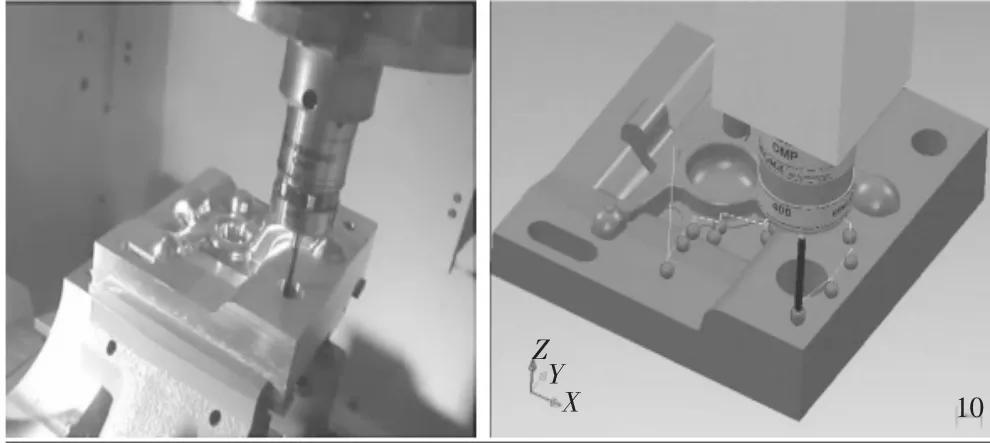
圖4 執行檢測程序
(4)計算結果數據,產生報告,從而得到比手工設置更穩定的輸出結果。
(5)根據檢測報告加工零件(圖5).
圖5 零件加工
(6)執行檢測,即重復步驟1~4,可減少零件變動和裝夾次數,提高產品質量,提高生產力。
4 結束語
近年來,基于自適應控制技術,自適應加工在機械加工領域得到了廣泛應用。通過自適應加工系統,實現了對加工產品質量的實時控制,減少了檢測過程中機床操作員的人為錯誤,實現全程序無人干預,減少問題產品流入到下一加工階段的機率,同時提高了加工效率,加強了對生產過程質量的控制,較好地節省加工時間和精力。
[1]胡俊達,胡慧,自適應控制技術在數控與組合機床中的應用,組合機床與自動化加工技術,2004(11):73-75.
[2]孔建,姜超,馬述塨,等.自適應控制技術在機械加工制造業中的應用[J].常州工學院學報,2012,25(6):37-40
[3]郭濤,王巍.自適應控制方法研究與發展[J].安陽師范學院學報,2009(5):81-84.
[4]Procyk T J.A linguistic self-organizing process controller[J]. Automatica,1979,15(1):15-30.
[5]Shao S.Fuzzy self-organizing controller and its application for dynamic processes[J].Fuzzy Sets and Systems,1988,26(1):151-164.
[6]Rhee F V D,Vander Rhee F,et al.Knowledge based fuzzy control of systems[J].IEEE Transactions on Automatic Control,1990,35(2):148-155.
[7]Linkens D A,Nie J.Constructing rule-bases for multivariable fuzzy control self-learning,Part I,system structureand learning algorithms[J].International Journal of SystemsSciences,1993,24(1):117-127.
[8]Rhee F V D,Linkens D A.Constructing rule-bases for multivariable fuzzy control self-learning,Part II:rule-base formation and blood pressure control application[J].International Journal of Systems Sciences,1993,24(1):129-157.
[9]Layne J R,et al..Fuzzy model reference learning control for cargo ship steering[J].IEEE Control System,1993,13(5):23-24.
[10]戴忠達.一種改進的模糊控制器及其應用[J].自動化學報,1990,16(3):258-261.
Adaptive Control Technology in Machining
SONG Fu-tian,DU Guang
(China Qingdao Sifang locomotive Limited by Share Co.,Ltd.,Qingdao Shandong 266061,China)
Adaptive control technology is an important basis for adaptive machining.In this paper,the working principle of adaptive control technology is analyzed,and the classification and development of adaptive control technology are described.
adaptive control;machining;adaptive machining
TP273.2
A
1672-545X(2017)06-0091-03
2017-03-07
宋福田(1980-),男,遼寧遼陽人,高級工程師,本科,主要從事鋁合金高速加工方面的研究。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48