基于高速切削在大型鋁合金鑄件的應(yīng)用
2017-07-31 20:40:56毛旭
裝備制造技術(shù) 2017年6期
毛旭
(中航工業(yè)沈陽(yáng)飛機(jī)工業(yè)集團(tuán)有限公司數(shù)控加工廠,遼寧沈陽(yáng)110850)
基于高速切削在大型鋁合金鑄件的應(yīng)用
毛旭
(中航工業(yè)沈陽(yáng)飛機(jī)工業(yè)集團(tuán)有限公司數(shù)控加工廠,遼寧沈陽(yáng)110850)
以兩個(gè)不同時(shí)期研制的兩項(xiàng)同類鑄件的數(shù)控銑切加工方法及工藝方案進(jìn)行分析對(duì)比,著重對(duì)其加工質(zhì)量與加工效率兩個(gè)方面比較,論證了鋁合金鑄件應(yīng)用先進(jìn)的工藝方案(科學(xué)的對(duì)鑄件余量的協(xié)調(diào))及采用高速銑切削加工的可行性和必要性。
高速切削;協(xié)調(diào)余量;變形
隨著加工制造業(yè)的飛速發(fā)展,應(yīng)用在零件機(jī)加當(dāng)中的各種先進(jìn)工藝方案、方法也在不斷推陳出新,例如:翻轉(zhuǎn)式、擠壓式等多種形式工裝,各種形式的零件快速定位技術(shù)等,如雨后春筍般不斷涌現(xiàn)。而鋁合金高速切削的應(yīng)用也越來越廣泛,并且逐漸成為主導(dǎo)。但長(zhǎng)久以來,人們對(duì)高速切削的應(yīng)用,只停留在鋁板類材料的加工。而受到鑄造毛料余量的不穩(wěn)定性影響,以及高速設(shè)備和刀具的成本較大,人們幾乎不會(huì)選擇在高速設(shè)備上加工鋁合金鑄件。受到我國(guó)的熱工藝水平的局限,鑄件毛料質(zhì)量波動(dòng)較大,這就需要采用科學(xué)的工藝方法協(xié)調(diào)鑄件的余量,來彌補(bǔ)材料的缺陷,并保證加工后的產(chǎn)品質(zhì)量。
在航空領(lǐng)域中,飛機(jī)的關(guān)鍵部位:座艙及風(fēng)擋骨架的結(jié)構(gòu)形式相對(duì)較為復(fù)雜,零件的很多型面、型腔在現(xiàn)實(shí)的加工中很難實(shí)現(xiàn)。因此,此類零件在設(shè)計(jì)上的一般毛坯為鑄件,而鑄件的質(zhì)量極其不穩(wěn)定,除其自身的冶金問題外,零件的加工周期長(zhǎng),風(fēng)險(xiǎn)點(diǎn)多,加工后的質(zhì)量也不盡人意,制約著此類零件的生產(chǎn)質(zhì)量及裝配質(zhì)量。為解決這一瓶頸問題,鑄件的工藝方案改進(jìn)及應(yīng)用高速切削勢(shì)在必行。本文以某兩項(xiàng)同類零件的加工方案為例,分析論證大型壁薄鑄件采用先進(jìn)工藝方法及應(yīng)用高速加工的可行性。
1 零件介紹
1.1 零件功用
該兩項(xiàng)零件為飛機(jī)風(fēng)擋骨架的側(cè)弧及前弧,在機(jī)艙上起到固定及支撐風(fēng)擋玻璃的作用,是飛機(jī)生命保障系統(tǒng)的重要組成部分。
1.2 零件基本參數(shù)
1.2.1 側(cè)弧件
該零件材料牌號(hào)狀態(tài)為ZL116 T5,零件最大外廓尺寸為1 250 mm×310 mm×180 mm;零件上有兩個(gè)準(zhǔn)12工藝孔用于加工時(shí)定位;腹板厚度為3.5mm;緣條厚度尺寸為3.5~4.5 mm;整個(gè)零件中間4個(gè)厚度為3 mm的加強(qiáng)筋;零件前端后端各有一個(gè)鑄腔,鑄腔內(nèi)形為非加工面。零件簡(jiǎn)圖見圖1.
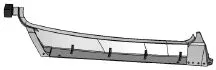
圖1 零件簡(jiǎn)圖
1.2.2 前弧件
該零件材料牌號(hào)狀態(tài)為ZL116 T5,零件最大外廓尺寸為810 mm×520 mm×210 mm;零件的工藝連接上有兩個(gè)準(zhǔn)12工藝孔用于加工時(shí)定位;腹板厚度為4 mm,零件上有32個(gè)準(zhǔn)6H9及12個(gè)準(zhǔn)2.7的導(dǎo)孔;弧面緣條厚度尺寸為3.5 mm~4 mm;整個(gè)零件中間7根(厚度為4 mm)加強(qiáng)筋;零件內(nèi)形90%為非加工面。零件簡(jiǎn)圖見圖2.
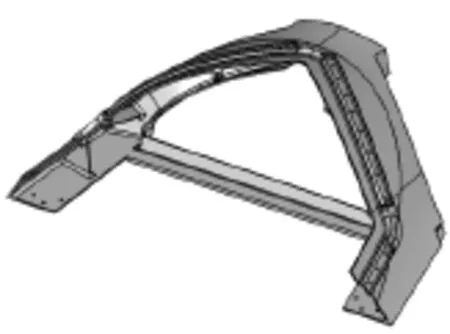
圖2 零件簡(jiǎn)圖
2 工藝方案對(duì)比
2.1 普通低速數(shù)控工藝方案的設(shè)計(jì)(側(cè)弧件)
在普通低速數(shù)控銑削加工中,由于進(jìn)給及轉(zhuǎn)速低而切深、切寬大,對(duì)于此類弧面面積較大的零件,即需要采取大面積行切手段加工,且為了保證機(jī)加后的表面質(zhì)量,需要將行切密度加大的零件,加工效率非常低。另外,零件的變形也十分嚴(yán)重,最大翹曲10 mm,最大扭曲側(cè)彎15 mm.
2.1.1 加工工序設(shè)計(jì)
基于當(dāng)時(shí)生產(chǎn)條件以及鑄件毛料質(zhì)量的限制,設(shè)計(jì)出比較繁瑣的工序來協(xié)調(diào)鑄件余量,找到零件在毛料中的準(zhǔn)確位置。
(1)由常規(guī)銑工將毛料基準(zhǔn)面銑平。
(2)粗銑底平面,留余量2 mm,并確定Z原點(diǎn)。
(3)鑄腔一側(cè)余量4 mm時(shí)粗定Y原點(diǎn)。
(4)航向前后緣條壁厚均勻時(shí)確定零件已經(jīng)找正。
(5)鑄腔一側(cè)余量3 mm時(shí)確定Y原點(diǎn)。
(6)另一鑄腔外側(cè)3 mm余量時(shí)確定X原點(diǎn)。
(7)加工定位孔。
(8)以一面兩孔定位粗銑零件內(nèi)外形。
(9)以一面兩孔定位翻面粗、精加工零件另一面內(nèi)外形。
(10)翻面精加工零件內(nèi)外形。
整個(gè)加工過程中,保證了零件質(zhì)量的關(guān)鍵在于鑄件毛料余量的協(xié)調(diào)工作。
2.1.2 低速加工的刀具及切削參數(shù)
使用高速刀具5把進(jìn)行低速加工,在加工時(shí)選用的切削參數(shù)見表1.
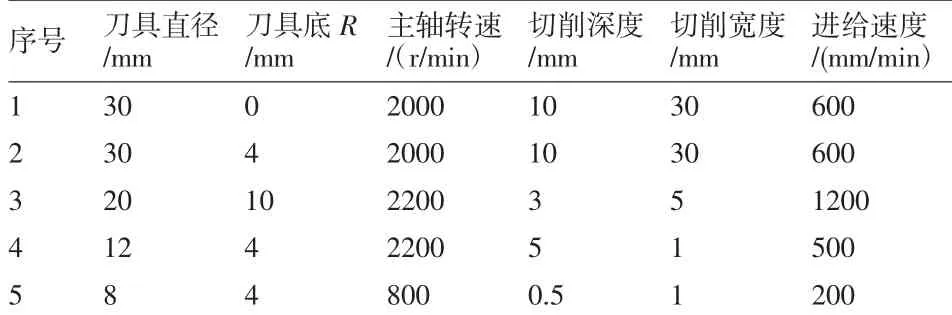
表1 普通數(shù)控銑加工參數(shù)
2.1.3 質(zhì)量分析
(1)腹板翹曲變形比較大,平面度一般能達(dá)到0.8 mm.因此,零件加工后在飛機(jī)下加強(qiáng)板平面留出0.5 mm余量;
(2)零件的尺寸精度勉強(qiáng)達(dá)到±0.3 mm之內(nèi),剛好能夠滿足公差的基本要求;
(3)零件表面粗糙度大部分控制在3.2 μm之內(nèi),而局部達(dá)到了6.3 μm甚至更差,還需要鉗工進(jìn)行整體拋光處理。
(4)低速切削的切削熱及切削力較大,造成零件的內(nèi)應(yīng)力的不均勻,后續(xù)零件經(jīng)過表面處理,平面度經(jīng)常得不到保證,甚至還會(huì)產(chǎn)生側(cè)彎[1]。
2.2 高速銑加工方案設(shè)計(jì)(前弧件)
2.2.1 高速切削的優(yōu)點(diǎn)
和普通切削比,高速切削具有下列優(yōu)勢(shì):
(1)高效率加工。伴隨著切削速度的較大提高,進(jìn)給速度也相應(yīng)提高5~10倍,甚至更大幅度提供給進(jìn)速度。金屬去除率可達(dá)到普通常規(guī)切削的3~10倍。同時(shí),機(jī)床快速空行程速度的大程度提升,也降低了非切削的空行程時(shí)間,機(jī)床的生產(chǎn)率得到極大地提高。
(2)降低切削力。在切削速度達(dá)到一定數(shù)值后,能降低切削力達(dá)到30%以上,特別是徑向切削力的將得到大幅度的減少,有助于薄壁細(xì)肋等剛性差零件的高質(zhì)量精密加工。
(3)降低工件熱變形程度。高速切削刀具熱硬性好,達(dá)到95%~98%以上的切削熱度被飛速切屑帶走,可基本上保持工件冷態(tài),可進(jìn)行干切削高速作業(yè),不必使用冷卻液,能減少環(huán)境污染,實(shí)現(xiàn)加工的綠色環(huán)保[2]。
(4)有利于保證零件的尺寸、形位精度、表面粗糙度。
(5)降低加工成本。高速加工的過程提高了加工效率和加工質(zhì)量,減少修整打磨的工序。
2.2.2 工序設(shè)計(jì)
以“兩孔一面”的定位方式設(shè)計(jì)出相對(duì)簡(jiǎn)單的加工工序:
(1)由數(shù)控工人將非加工表面粗基準(zhǔn)墊平,加工粗基準(zhǔn)平面,誤差允許在1 mm以內(nèi);
(2)在毛料的工藝鏈接部位,制兩個(gè)準(zhǔn)12工藝孔;
(3)以“兩孔一面”的定位方式粗、精加工零件內(nèi)、外形,粗加工時(shí)內(nèi)、外形均留余量3 mm,并且保證該工位非加工表面至加工面的壁厚尺寸時(shí)(按機(jī)加公差)精加工零件內(nèi)外形;
(4)翻面粗、精加工另一面零件的內(nèi)外形。
2.2.3 加工刀具的選擇及切削參數(shù)
使用5把硬質(zhì)合金刀具進(jìn)行加工,切削參數(shù)見表2.

表2 高速銑加工參數(shù)
2.2.4 質(zhì)量分析
(1)零件腹板變形小,平面度控制在0.3 mm之內(nèi),能夠滿足設(shè)計(jì)技術(shù)條件的要求。
(2)零件尺寸精度穩(wěn)定在±0.2 mm之內(nèi),能夠滿足設(shè)計(jì)技術(shù)條件的要求。
(3)零件表面粗糙度在Ra3.2之內(nèi),能夠滿足設(shè)計(jì)技術(shù)條件的要求。
(4)高速切削應(yīng)力小,后續(xù)的表面處理工序完成后,零件的平面度能夠保持穩(wěn)定。
3 工藝方案的對(duì)比
從生產(chǎn)實(shí)際最重要的兩方面結(jié)果,即產(chǎn)品的質(zhì)量及效率上進(jìn)行分析對(duì)比。
3.1 質(zhì)量對(duì)比
兩種加工方案生產(chǎn)產(chǎn)品的質(zhì)量還是有較大差距的,主要有:(1)零件的尺寸精度:采用低速設(shè)備加工的傳統(tǒng)方案加工的產(chǎn)品,零件尺寸精度在±0.3 mm之內(nèi)波動(dòng);而由高速設(shè)備加工后的零件,尺寸精度能夠達(dá)到±0.2 mm;(2)零件的表面質(zhì)量:由低速設(shè)備加工后零件粗糙度為3.2 μm,甚至局部會(huì)達(dá)到6.3 μm;而由高速設(shè)備加工后,零件表面粗糙度能夠穩(wěn)定在1.6 μm~3.2 μm之間。在切削過程中產(chǎn)生的積屑瘤及鱗刺是產(chǎn)生這種差異的主要原因。
3.2 效率對(duì)比
傳統(tǒng)的低速設(shè)備加工方案,需要10個(gè)工藝過程相當(dāng)繁瑣,但新高速銑加工方案,僅僅需要4個(gè)工藝過程;無論是從工藝過程的對(duì)比,還是數(shù)控程序的運(yùn)行時(shí)間上來看,效率都有非常大的提高,詳見圖3.
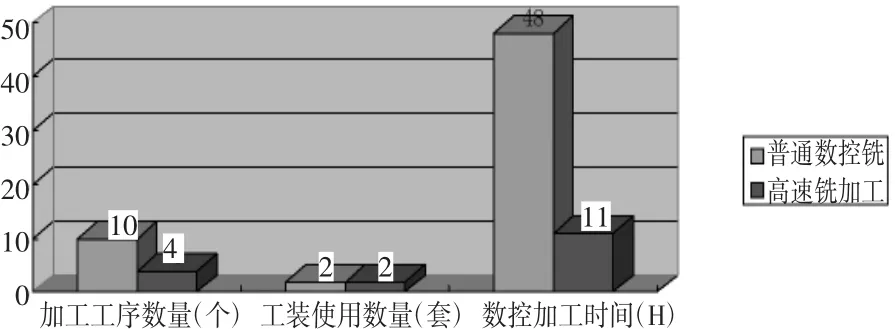
圖3 普通銑與高速銑加工方式對(duì)比
4 結(jié)束語(yǔ)
經(jīng)過對(duì)比可以得出以下結(jié)論:加工鋁合金鑄件類零件,高速加工是可行的,并且結(jié)合相對(duì)先進(jìn)的工藝方案后,能夠有效地從產(chǎn)品質(zhì)量及生產(chǎn)率兩個(gè)方面得到提升;通過本文的論述可以看出,鋁合金高速加工并不是只局限于板材類零件,可以推廣到其他同類零件的實(shí)際生產(chǎn)中,具有較高的實(shí)用性及先進(jìn)性。
[1]顧崇銜.機(jī)械制造工藝學(xué)[M].西安:陜西科學(xué)技術(shù)出版社,1999.
[2]周澤華,于啟勛.金屬切削原理[M].上海:上海科學(xué)技術(shù)出版社,1994.
Research of a Huge Complicated Aluminum Alloy Casting Processing Method
MAO Xu
(Shenyang Arcraft Industry(Group)Co.,Ltd.,Aircraft Industry(Group)Co.,Ltd.,Numerical Control Processing Plant,Shenyang Liaoning 110850,China)
In this paper,the machining method and process are analyzed in two similar casting CNC milling of two different periods of development,focusing on quality and efficiency of the two aspects of the processing.The feasibility and necessity are confirmed in advanced technology in aluminum alloy castings(scientific coordination of casting allowance)and high speed milling.
high-speed cutting;allowance distribution;deformation
TG247
A
1672-545X(2017)06-0098-03
2017-03-15
毛旭(1984-),男,沈陽(yáng)人,本科,工程師,研究方向:鋁鎂合金機(jī)械加工
猜你喜歡
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國(guó)生殖健康(2019年2期)2019-08-23 08:12:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
產(chǎn)品可靠性報(bào)告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03