油田運輸管道中的彎管法蘭焊接仿真及優化分析
2017-07-31 20:40:33熱依汗古麗木沙
裝備制造技術 2017年6期
熱依汗古麗·木沙
(新疆大學機械工程學院,新疆烏魯木齊830047)
油田運輸管道中的彎管法蘭焊接仿真及優化分析
熱依汗古麗·木沙
(新疆大學機械工程學院,新疆烏魯木齊830047)
基于Sysweld軟件平臺,采用雙橢球體熱源分布模型,實現對油田運輸管道中的彎管法蘭焊接過程的數值模擬仿真。使用UG建立彎管法蘭的三維焊接模型,利用Hypermesh、Visual-Weld和Sysweld等進行網格劃分、分組和模擬仿真,獲取了溫度場及應力應變場的分布情況。通過分析焊接溫度場分布和焊件形變得出溫度場對焊件殘余應力的影響,優化焊接裝卡條件后,改善焊件殘余應力情況。
彎管法蘭;數值模擬仿真;溫度場;應力應變場;焊件殘余應力
在利用管道運輸液、氣體時常有改變運輸方向的情況,管道與管道的連接一般采用法蘭盤連接,還可以通過螺栓預緊力來確保管道在額定壓強下運輸液、氣體的穩定性。絕大多數管道運輸的是液、氣體,而且管道一般都埋在環境比較惡劣的地方,因此,對彎管法蘭焊接質量有較為嚴格的要求,為確保焊接質量,采用有限元或有限差分的方法對焊接應力進行預測,這樣可以縮短實驗周期和節約生產成本[1-2]。也就是說,采用計算機模擬仿真的方法來模擬焊接應力,能夠帶來較大的經濟效益。
本文對彎管法蘭焊接過程進行了模擬仿真,利用UG、Hypermesh、Visual-Weld、Sysweld等進行建模、劃分網格、對焊接組件及裝夾條件等進行分組,并設置載入材料屬性函數、熱源參數及網格等影響因素,進行求解觀察結果[3-5]。同時結合模擬仿真分析結果,改變焊接過程中加載約束,優化彎管法蘭裝卡狀態,以獲得更高的焊接質量。
1 彎管法蘭焊接的數值仿真
1.1 有限元模型的建立、建模、網格劃分、分組
焊接模型選用國標90°彎頭鋼管,材料Q235-A;用牌號為J422型號為E4303的焊條;選用與彎頭相對應的型號為DN50平面法蘭盤,單面焊接,雙面螺母連接,對應的工作壓力PN=1.8 MPa.選取焊腳尺寸為7 mm,彎管法蘭焊接中彎管壁厚為8 mm,焊腳厚度為7 mm.
此次焊接過程用雙焊槍對稱焊接,其焊接路徑如圖1所示。為了更好地保證結合點的焊接工藝,采用過八度焊接。
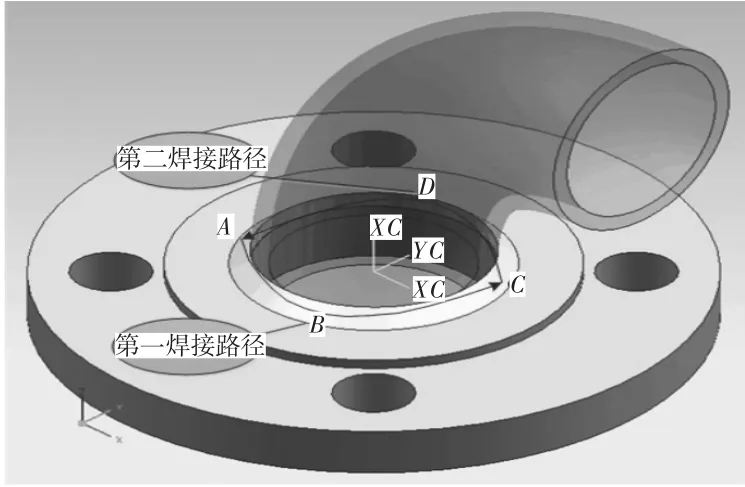
圖1 焊接路徑
UG建模后,導出的IGES格式模型裝入Hypermesh進行網格劃分:此次研究對象為簡化模型留下1/4體;并劃分密網格和疏網格區域,對模型進一步切割分塊,為保證網格的連續性,需在切割完后的各體之間采用過度連接的方法[6-7]。
在試驗中采用Visual Weld軟件對焊接件進行分組處理,在數控焊接機床上用兩只焊槍進行焊接,用Visual Weld軟件完成整個焊接過程中的各點、軌跡線、參考線及機械邊界定義等條件[8]。
1.2 焊接向導
焊接向導為:材料(低合金高強度結鋼)函數(w_s355j2g3.mat);熱源函數(hsf.fct),采用雙橢球型熱源模型;散熱函數(CONVECTIVE AND RADIATIVELOSSES mm),采用自然冷卻,邊界溫度30℃;導入網格(T_shapeDATA100.TIT);用焊接起始點,焊接線,參考線等焊接路徑進行焊接操作;Ux、Uy、Uz三個方向的約束為邊界。
2 焊接溫度場分布
焊接時刻溫度云圖如圖2(a)、(b)所示,焊接速度為6 cm/min,總焊接時間16 s,空中自然冷卻300 s.從圖中可以看出最高溫度為1 500℃,熔融區在熱源中心靠近外部的區域,溫度約為950℃左右,靠內區域為熱影響區域;熱源的最高溫度基本保持在1 600℃左右,從圖中還可以看出,隨冷卻過程的推移溫度會急劇降低,在300 s時,溫度基本降低到30℃左右。

圖2 (a)49 s時焊接時刻溫度云圖
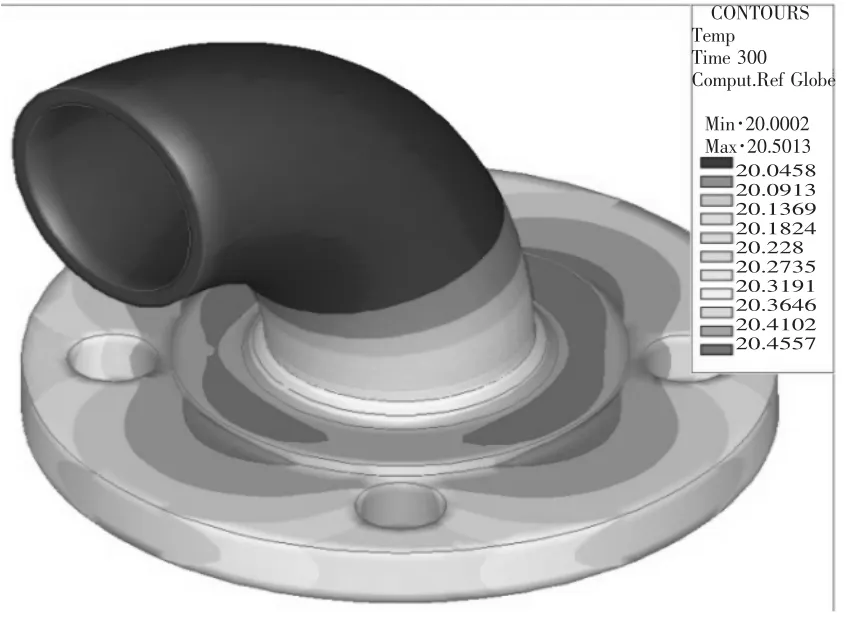
圖2 (b)300 s時焊接時刻溫度云圖
在14 s左右時的所有單元溫度曲線如圖3所示,焊接中熱源的最高溫度為1 600℃左右,此時溫度曲線有兩個峰值(雙焊槍同時焊接)。焊接件中所有單元體在總焊接時間300 s時的溫度變化曲線如圖4所示,從圖中可以看出,在0~16 s左右時處于焊接狀態,從16~20 s左右時溫度突降到220℃左右,焊件因溫差較大其溫度迅速下降;20~300 s時為緩慢冷卻過程,當焊件冷卻至室溫整個焊接過程完成。
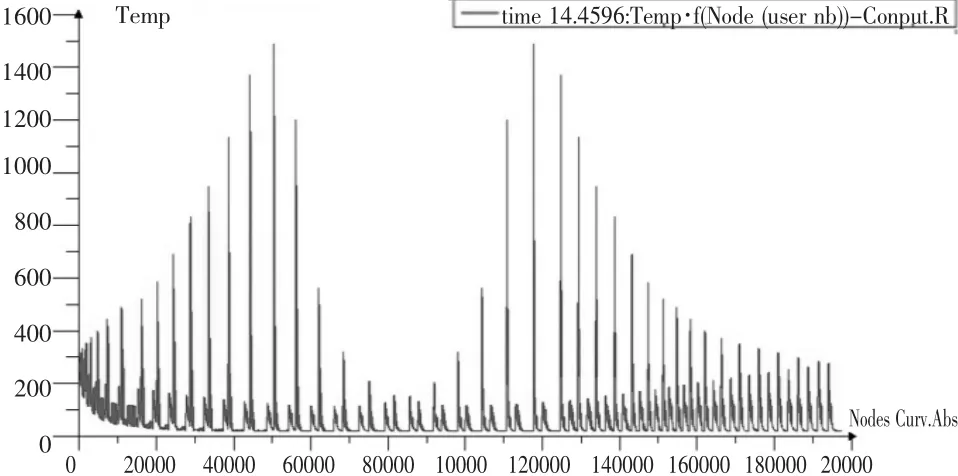
圖3 14s時所有單元溫度曲線
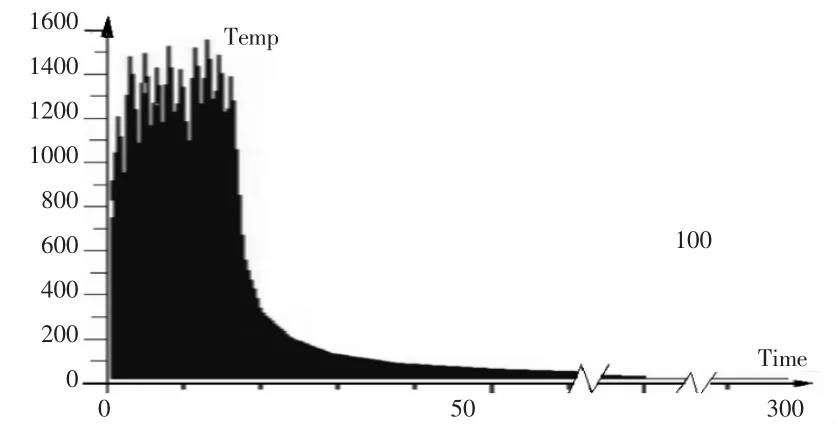
圖4 焊接單元體整個焊接過程的溫度曲線
從圖5、圖6中可以看到焊接過程中溫度變化曲線及各點的位置和溫度變化情況,還可以看出焊縫熱源邊上的點的最高溫度在110℃左右,距離焊縫較近的點的最高溫度約為270℃左右,在16 s時溫度曲線出現波峰;距離焊縫區域較遠處的溫度變化相對較小其差距不大。
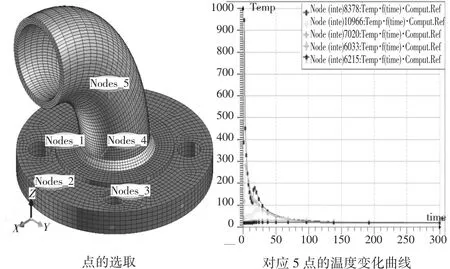
圖5 選取點和對應的溫度變化曲線情況圖
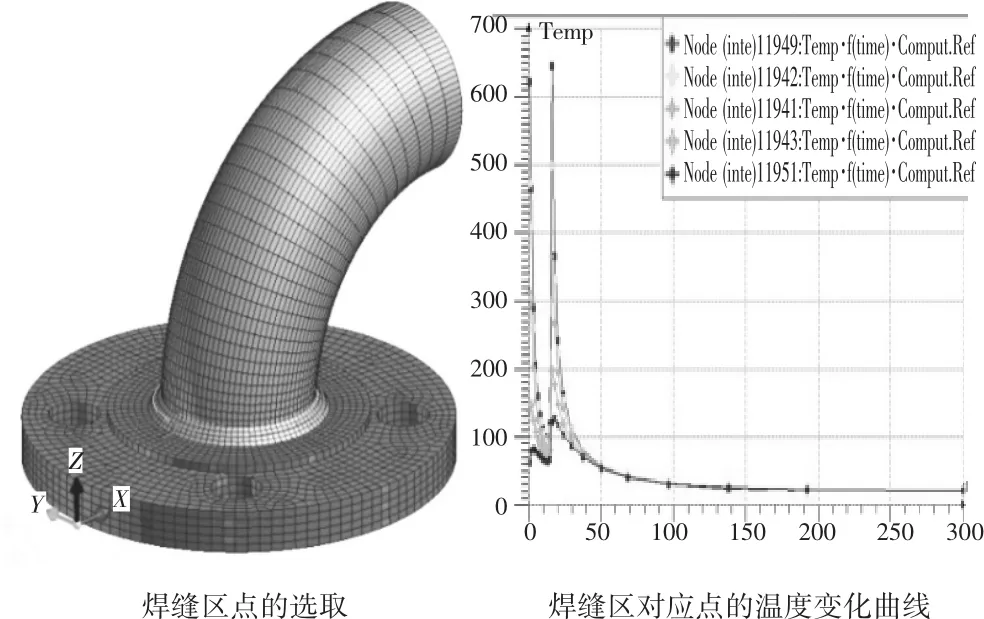
圖6 選取點和對應的溫度變化曲線情況圖
3 應力應變場分析
焊接中經過Mechanical Analysis求解可以得出應力分布云圖。圖7為300 s時期應力場分布情況,從圖中可以看出在熔融區與固態區域的過渡處出現應力集中現象,選用低合金高強度結構鋼,其抗拉強度為470~680 MPa,屈服強度大于等于350 MPa,結果在許用應力范圍內[9]。還可從圖中可知大多數點的應力分布在0 MPa左右,最大應力不超過390 MPa.本次對分析結果中Displacements進行了查看,結果如圖8所示,該圖反映在16 s、300 s兩時刻焊件的應變情況,從圖中可以看出,冷卻后的最大變形位置、變形量的變化過程和在彎管處出現整體偏移的情況,偏移量雖然不大但會影響后續安裝過程,對彎管法蘭的密封性也有所影響。
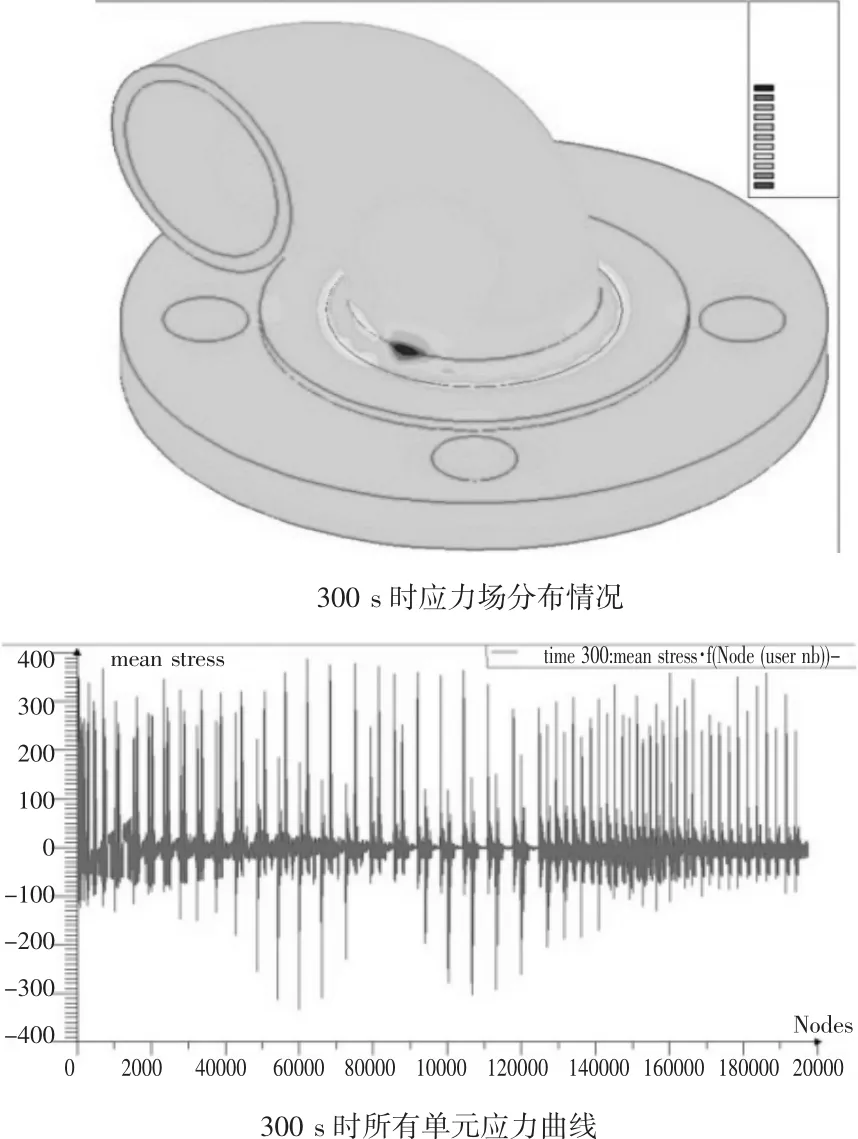
圖7 300s時應力場分布情況圖
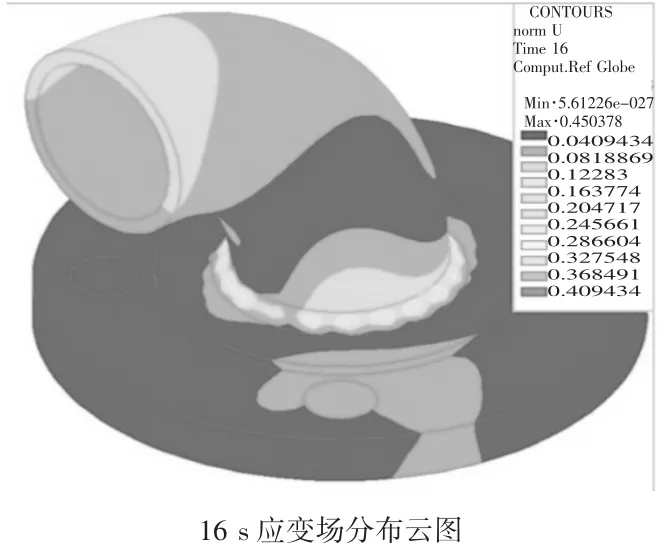
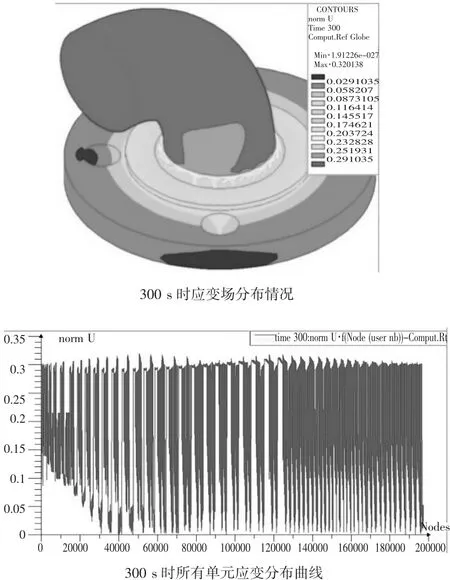
圖8 單元變形情況圖
4 彎管法蘭焊接的優化處理
對彎管法蘭焊接過程采取焊件重新定位、裝卡、法蘭盤底端施加約束,并在彎管端面施加裝卡條件來阻止剛性體運動等優化處理。
優化裝卡條件時,由于在彎管端面添加載荷,在應力減小時會受軸方向影響,應力分布曲線與之前曲線相差不大;經過添加裝卡條件后,在彎管端面處應變有所改善,降低到0.3 mm左右。
通過Sysweld對管道中彎管法蘭焊接件焊接過程進行模擬仿真,可以有效的反應焊接過程的溫度場的變化,并由此獲得了熱影響區的分布[10-12]。分析其溫度場和應力應變場情況,發現在使用雙焊槍180°對角焊的方式下,冷卻過程中殘余應力最大為389.87 MPa,應變最大為0.3 mm,經過優化裝卡條件后,分析發現冷卻過程中殘余應力減小約20 MPa,應變降到最低,此時保證了彎管處的尺寸和角度要求,為后續安裝做好了準備,而且法蘭盤裝卡孔的位置的形變量也在要求的范圍內,對法蘭連接過程也沒有影響,初步達到優化效果。
[1]方洪淵.焊接結構學[M].北京:機械工業出版社,2013.
[2]高軍義,周建平,吳金強,等.T形焊接接頭溫度場及力場的三維數值模擬[J].機械設計與制造,2012(11):13-15.
[3]王運炎,朱莉.機械工程材料[M].北京:機械工業出版社,2012.
[4]Chen,Yu-Hua;Wang,Yong.Numerical simulation of ther mal cycle of in-service welding onto active pipeline based on SYSWELD[J].Hanjie Xuebao/Transactions of the China Welding Institution,2007,28(1):85-88.
[5]李金閣.Q345/2Cr13鋼異種材料焊接過程有限元分析[D].重慶:重慶大學,2012.
[6]Bilenko,G.A.Study of the structure and mechanical proper ties of a weld in a heat exchanger by computer modeling[J]. Metallurgist,2013,57:573-578.
[7]黎超文,王勇,李立英,等.T形接頭的焊接溫度場三維動態有限元模擬[J].焊接學報,2011,32(8):33-36.
[8]SYSWELD.Engineering guide of training and Toolbox[M]. France:ESI,Group,2007.
[9]沈松泉,黃振仁,顧竟成.壓力管道安全技術[M].南京:東南大學出版社,2001.
[10]Syahroni,N;Hidayat,M.I.P.Numerical simulation of weld ing sequence effect on temperature distribution,residual stresses and distortions of T-joint fillet welds[J].Advanced Materials Research,2011:254-259.
[11]歐先印.基于SYSWELD TIG焊數值模擬[D].南昌:南昌航空大學,2012.
[12]董克權,劉超英,陳英俊.雙橢球熱源模型加載算法研究[J].機械設計與制造,2008(11):60-62.
The Welding Simulation Analysis and Optimization to Pipe Flange in Oil Transportation
Reyihanguli·Musha
(School of Mechanical Engineering,XinJiang University,Urumqi 830047,China)
Based on the sysweld software platform,the double ellipsoid heat source distribution model is adopted to realize the numerical simulation of the welding process of the bend flange in the oil transportation pipeline.The three-dimensional welding model of elbow flange is established by using UG.Meshing,grouping and simulation are carried out by using Hypermesh,Visual-Weld and Sysweld.The distribution of temperature field and stress strain field are obtained.By analyzing the distribution of welding temperature field and the deformation of weldment,the influence of temperature field on residual stress of weldment was obtained,and the residual stress of weldment was optimized after the welding condition was optimized.
pipe flange;numerical simulation;temperature field;stress field;welding residual stress
TP319
A
1672-545X(2017)06-0108-03
2017-03-20
基于數控加工技術的螺旋錐齒輪齒面電化學光整加工工藝基礎研究(項目批準號:51665055)作者簡介:熱依汗古麗·木沙(1969-),女,新疆烏魯木齊人,學士,主要研究方向為機械設計。