一種電子束焊機(jī)磁聚焦裝置的控制電源
2017-07-31 20:40:33黃小東陸葦覃胤鴻梁祖明
裝備制造技術(shù) 2017年6期
黃小東,陸葦,覃胤鴻,梁祖明
(桂林獅達(dá)機(jī)電技術(shù)工程有限公司,廣西桂林541004)
一種電子束焊機(jī)磁聚焦裝置的控制電源
黃小東,陸葦,覃胤鴻,梁祖明
(桂林獅達(dá)機(jī)電技術(shù)工程有限公司,廣西桂林541004)
電子束焊機(jī)磁聚焦裝置中鐵磁材料的勵磁電流與磁感應(yīng)強(qiáng)度不是線性關(guān)系,導(dǎo)致電子束斑的焦距重復(fù)性精度差。勵磁繞組中交替通入正反向電流進(jìn)行退磁來消除磁滯回線的影響,實現(xiàn)了勵磁繞組的勵磁電流與磁感應(yīng)強(qiáng)度呈單值對應(yīng)關(guān)系,同時勵磁繞組電源采用精密電流檢測元件并配合恒流控制方法保證電流穩(wěn)定,確保磁聚焦裝置磁場強(qiáng)度工作誤差小于0.1%.
電子束焊機(jī);磁聚焦;恒流控制;退磁
電子束焊接具有焊接材料范圍廣[1]、焊縫純潔度高,焊接速度快等優(yōu)勢,近年來得到了長足發(fā)展[2],汽車、航空航天等領(lǐng)域?qū)Ω呔入娮邮笝C(jī)[3]需求越來越大。電子束焊機(jī)聚焦裝置磁路中有鐵磁材料,鐵磁材料的勵磁電流與磁感應(yīng)強(qiáng)度呈磁滯回線關(guān)系,同一個勵磁電流對應(yīng)多個不同的磁感應(yīng)強(qiáng)度,無法實現(xiàn)對電子束焦點的精確控制,電子束斑的焦距重復(fù)性精度較差,不能滿足高精度電子束焊接的要求。此外,聚焦勵磁繞組電流會受溫度、電壓波動等因素影響,勵磁電流的穩(wěn)定性較差,也會影響電子束斑的焦距重復(fù)性精度。因此,提出了一種電子束焊機(jī)聚焦電流控制電源,能夠提高電子束斑的焦距重復(fù)性精度,使勵磁電流與磁感應(yīng)強(qiáng)度呈單值對應(yīng)關(guān)系。
1 電子束焊機(jī)聚焦電流控制方法
電子束焊機(jī)利用磁透鏡磁場對電子束施加洛倫茲力,導(dǎo)向并調(diào)節(jié)電子束斑的外形,達(dá)到電子束匯聚的目的。電子束焊機(jī)聚焦系統(tǒng)的構(gòu)成如圖1所示。為提高電子束斑的焦距重復(fù)性精度,工程上采用一種聚焦電流控制電源,通過磁路退磁控制方法來消除剩磁對磁感應(yīng)強(qiáng)度的影響,保證聚焦勵磁繞組的勵磁電流與磁感應(yīng)強(qiáng)度呈單值對應(yīng)關(guān)系,同時聚焦控制電源采用精密電流檢測元件并配合恒流控制方法保證勵磁電流穩(wěn)定,提高電子束斑的焦距重復(fù)性精度。

圖1 聚焦系統(tǒng)
1.1 退磁控制
電子束焊機(jī)聚焦裝置磁路中有鐵磁材料[4],鐵磁材料的磁滯回線[5]如圖2所示。當(dāng)磁化場強(qiáng)度H降為零時,磁感應(yīng)強(qiáng)度B不為零,磁聚焦裝置中仍有少量剩磁,對電子束聚焦產(chǎn)生不利影響。所以,每次焊接工作開始前,通過控制勵磁繞組的電流大小和方向?qū)Υ怕愤M(jìn)行退磁,使得磁聚焦裝置的勵磁電流與磁感應(yīng)強(qiáng)度呈單值對應(yīng)關(guān)系,提高焦距重復(fù)性精度。
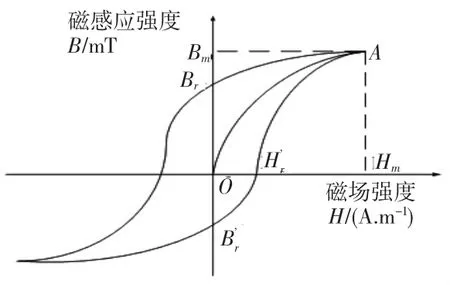
圖2 鐵磁材料的磁滯回線
根據(jù)磁場理論[6],在勵磁繞組中交替通入正反向電流產(chǎn)生不同方向的磁場可以消除磁路中的剩磁,使勵磁電流與磁感應(yīng)強(qiáng)度呈單值對應(yīng)關(guān)系。具體做法是:由PLC模塊編程控制聚焦電源給定量改變勵磁電流大小;換向繼電器觸點的兩個輸出端分別接在聚焦繞組的兩端,通過控制換向繼電器繞組的通斷來改變勵磁電流方向。退磁工作過程如下:(1)焊接工作開始前,將正向勵磁電流If由零升高到額定值Ifn,然后再降至零;(2)反向切換繼電器;(3)反向勵磁電流If由零升至0.5 Ifn,然后降為零;(4)正向切換換向繼電器;(5)將正向勵磁電流If由零升至Ifn,然后降為零;(6)反向切換換向繼電器;(7)將反向勵磁電流If由零升至0.5 Ifn,然后降為零;(8)正向切換換向繼電器;(9)將正向勵磁電流If由零升至0.25 If,然后降為零;(10)反向切換換向繼電器;(11)將反向勵磁電流If由零升至0.125 Ifn,然后降為零;(12)正向切換換向繼電器,(13)將正向勵磁電流If由零升至0.25 Ifn,然后降為零;(14)反向切換換向繼電器;(15)將反向勵磁電流If由零升至0.125 Ifn,然后降為零;退磁結(jié)束。勵磁電流上升和下降時間均為10 s,即0~t1,t2~t3,t4~t5,t6~t7均為10 s.如圖3所示磁路退磁過程中聚焦勵磁電流的工作波形圖。
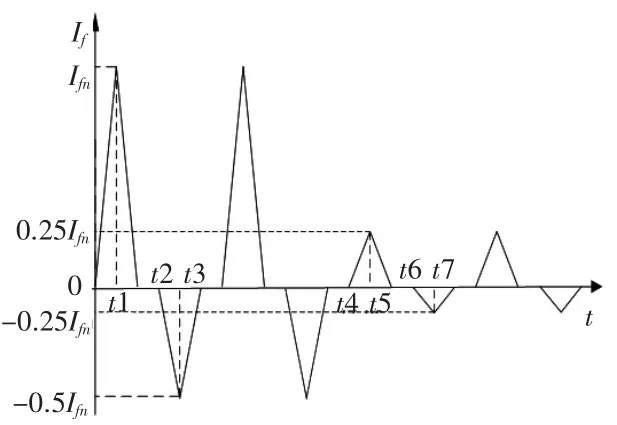
圖3 退磁過程中聚焦勵磁電流工作波形圖
1.2 聚焦電源恒流控制
電子束焊機(jī)聚焦繞組的勵磁電流會受環(huán)境溫度及電壓波動等因素影響,電流穩(wěn)定性較差。為解決此問題,勵磁繞組供電電源采用低溫漂精密電阻作為電流檢測元件并配合比例-積分調(diào)節(jié)方法來提高勵磁電流的穩(wěn)定性。聚焦繞組供電電源原理圖如圖4所示,E1為直流供電電源,R3為精密采樣電阻,IC1及其周圍元件構(gòu)成比例-積分調(diào)節(jié),功率管T工作在放大區(qū)。精密采樣電阻采集勵磁繞組的實時工作電流If,輸出正比于勵磁電流的電壓信號,并與控制器輸出的給定電壓信號進(jìn)行比較,比例-積分運算和放大處理后,輸出信號到功率管T的基極來調(diào)節(jié)勵磁電流,保證勵磁繞組電流的穩(wěn)定。圖4中運放IC1給定電壓信號與輸出信號UO的傳遞函數(shù)為:

磁路退磁過程中,通過控制換向繼電器勵磁繞組的通斷來控制圖4中換向繼電器觸點的切換改變勵磁繞組中電流的方向;通過控制電壓給定信號改變勵磁電流大小。
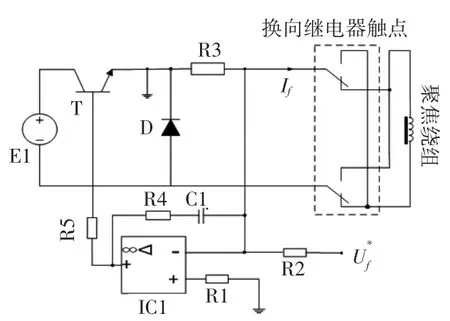
圖4 聚焦繞組供電電源原理圖
2 實驗方案與結(jié)果分析
2.1 實驗方案
磁聚焦裝置繞組與聚焦電源電路板連接,PLC模塊輸出端與聚焦電源板電壓給定端連接,通過編寫程序控制勵磁電流If的大小和方向。實驗選取的測量位置是聚焦裝置中靠近電子束通道的某一固定點,使用CH-3600型三維高斯計測量磁感應(yīng)強(qiáng)度B,其量程為30T,分辨率為0.1 mG,將儀器的霍爾探頭安裝固定后進(jìn)行實驗。在常規(guī)狀態(tài)下測量時,通過改變PLC給定調(diào)節(jié)勵磁繞組的勵磁電流If,分別測量勵磁繞組在If=100 mA、200 mA、300 mA時的磁感應(yīng)強(qiáng)度并記錄數(shù)據(jù)。在退磁狀態(tài)下測量時,首先基于本文所述退磁控制原理編寫PLC程序控制勵磁繞組交替通入正反向電流自動進(jìn)行退磁,然后調(diào)節(jié)PLC給定測量If=100 mA時的磁感應(yīng)強(qiáng)度;退磁后再調(diào)節(jié)給定量測量If=200mA時的磁感應(yīng)強(qiáng)度,以同樣方法測量If=300 mA時的磁感應(yīng)強(qiáng)度并記錄數(shù)據(jù)。同一勵磁電流下每一狀態(tài)至少測得20個磁感應(yīng)強(qiáng)度數(shù)據(jù)以便于對比分析。
2.2 結(jié)果分析
圖5所示為聚焦勵磁電流If=100 mA、200 mA、300 mA時,常規(guī)狀態(tài)和退磁狀態(tài)下的磁感應(yīng)強(qiáng)度變化曲線圖。根據(jù)測量數(shù)據(jù),計算常規(guī)狀態(tài)和退磁狀態(tài)下磁感應(yīng)強(qiáng)度B的相對誤差,結(jié)果見表1.可以發(fā)現(xiàn):(1)當(dāng)勵磁電流一定時,常規(guī)狀態(tài)下磁感應(yīng)強(qiáng)度與聚焦電流不呈單值對應(yīng)關(guān)系,且磁感應(yīng)強(qiáng)度變化較大;(2)當(dāng)勵磁電流一定時,常規(guī)狀態(tài)下磁感應(yīng)強(qiáng)度的波動范圍比退磁狀態(tài)下的波動范圍大;(3)當(dāng)勵磁電流一定時,退磁后勵磁繞組的磁感應(yīng)強(qiáng)度B的變動誤差小于0.1%,勵磁電流與磁感應(yīng)強(qiáng)度基本呈單值對應(yīng)關(guān)系。
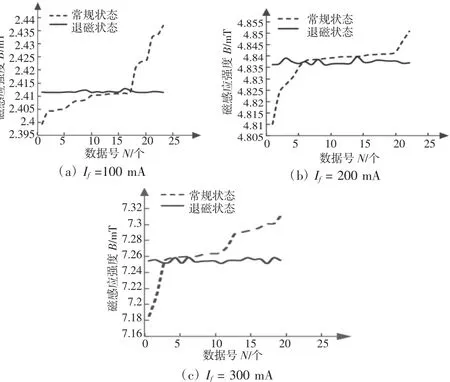
圖5 勵磁電流一定時,不同狀態(tài)下磁感應(yīng)強(qiáng)度的變化曲線
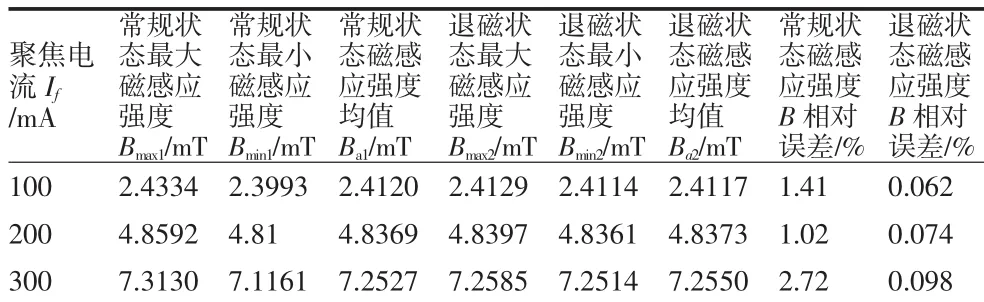
表1 不同狀態(tài)與聚焦電流If條件下,磁感應(yīng)強(qiáng)度B的相對誤差
3 結(jié)論
聚焦電流控制電源交替通入正反向電流對聚焦磁路進(jìn)行退磁,同時聚焦電源采用精密電流檢測元件并配合恒流控制方法保證聚焦電流穩(wěn)定。利用PLC調(diào)節(jié)聚焦電流,分別測量常規(guī)狀態(tài)與退磁狀態(tài)下同一勵磁電流所對應(yīng)的磁感應(yīng)強(qiáng)度值。實驗結(jié)果表明:退磁后勵磁工作電流與磁感應(yīng)強(qiáng)度呈單值對應(yīng)關(guān)系,工作誤差小于0.1%,能夠保證電子束斑的焦距重復(fù)性精度。
[1]馮吉才,王廷,張秉剛,等.異種材料真空電子束焊接研究現(xiàn)狀分析[J].焊接學(xué)報,2009,30(10):108-109.
[2]陳芙蓉,霍立興,張玉鳳.電子束焊接技術(shù)及其接頭質(zhì)量評定[J].焊接,2001(11):21-22.
[3]韋壽祺,李雪嬌,莫金海.電子束快速成型機(jī)聚焦及偏掃系統(tǒng)的工程實現(xiàn)[J].真空科學(xué)與技術(shù)學(xué)報,2015,35(5):634-635.
[4]楊理踐,劉斌,高松巍,等.金屬磁記憶效應(yīng)的第一性原理計算與實驗研究[J].物理學(xué)報,2013(08):086201-086202.
[5]李都紅,張小青,李敬怡,等.一種測量鐵磁材料磁滯回線的方法及仿真[J].變壓器,2008,45(04):38-39.
[6]李忠海,陳亮,毛浩菲,等.永磁直流電機(jī)退磁故障仿真研究[J].系統(tǒng)仿真學(xué)報,2013,25(11):2561-2562.
A Control Power Supply for Magnetic Focusing Device of Electron Beam Welder
HUANG Xiao-dong,LU Wei,QIN Yin-hong,LIANG Zu-ming
(Guilin THD Mech&Elec Engineering Co.,Ltd.,Guilin Guangxi 541004,China)
The excitation current of ferromagnetic material in magnetic focusing device of electron beam welding machine is not linear with magnetic induction intensity,which leads to poor repeatability accuracy of electron beam spot.In the excitation winding,alternating forward and reverse currents are applied to demagnetization to eliminate the influence of the hysteresis loop,and the excitation current of the excitation winding has a single value corresponding to the magnetic induction intensity,at the same time,the excitation winding power supply adopts precise current detecting element,and the constant current control method is used to ensure the current stability,and the working error of the magnetic field intensity of the magnetic focusing device is less than 0.1%.
electronic beam welding machine;magnetic focusing;constant-current control;demagnetization
TG439.3
A
1672-545X(2017)06-0178-02
2017-03-07
黃小東(1984-),男,廣西貴港人,電氣工程師,本科,主要從事電子束加工設(shè)備的研發(fā)工作。