鋁帶熱軋液壓剪設(shè)計(jì)計(jì)算及參數(shù)選型
2017-07-31 20:40:28劉暢
裝備制造技術(shù) 2017年6期
關(guān)鍵詞:設(shè)計(jì)
劉暢
(哈爾濱汽輪機(jī)廠,黑龍江哈爾濱150000)
鋁帶熱軋液壓剪設(shè)計(jì)計(jì)算及參數(shù)選型
劉暢
(哈爾濱汽輪機(jī)廠,黑龍江哈爾濱150000)
介紹液壓剪剪切的各個(gè)過程,根據(jù)鋁帶熱軋機(jī)的帶材剪切特點(diǎn),分析斜刃剪在不同條件下的剪切力計(jì)算及重要參數(shù)選擇。分析了工程設(shè)計(jì)時(shí)液壓剪的常規(guī)算法,為液壓剪的設(shè)計(jì)分析及參數(shù)選擇提供理論依據(jù)。
鋁帶熱軋;液壓剪;斜刃剪
在鋁帶熱軋機(jī)生產(chǎn)中,軋制完前幾道次時(shí),帶材頭尾都往往會(huì)出現(xiàn)“張嘴”現(xiàn)象,從而影響了板坯的后續(xù)咬入及傳動(dòng),所以需設(shè)置液壓剪用于將帶材開裂的頭部和尾部剪切掉,此時(shí)帶材厚度往往較厚,大約在80~150 mm之間,因此所需剪切力較大,所以稱為重型液壓剪。當(dāng)帶材軋制完成后,若產(chǎn)品為板材,此時(shí)常常需要定尺分切,則該液壓剪稱為輕型液壓剪,輕型液壓剪剪切對象主要為薄板。此研究的目的是根據(jù)實(shí)際設(shè)計(jì)來討論設(shè)計(jì)參數(shù)的準(zhǔn)確性及應(yīng)用,為液壓剪的設(shè)計(jì)分析及參數(shù)選擇提供理論依據(jù)。
1 軋件剪切過程分析
鋁合金的剪切過程可簡化分為如下幾個(gè)階段:刀片壓入金屬階段、金屬塑性滑移階段、金屬斷裂階段。在不同階段,被剪合金剪切區(qū)域內(nèi)應(yīng)力狀態(tài)是不同的。在整個(gè)剪切過程中,剪切區(qū)應(yīng)力狀態(tài)不斷變化,剪切力也在不斷變化。
1.1 刀片壓入金屬階段
如圖1所示,當(dāng)?shù)镀瑝喝虢饘贂r(shí),上下刀片對被剪切合金的豎直壓力F構(gòu)成力矩Fa,該力矩使軋件有順時(shí)針旋轉(zhuǎn)的趨勢。而上下刀片側(cè)面對軋件的側(cè)向推力T構(gòu)成力矩Tc,該力矩阻止軋件順時(shí)針轉(zhuǎn)動(dòng)[1]。隨著刀片的壓入,軋件的轉(zhuǎn)動(dòng)角度變大,到一定角度時(shí),兩力矩平衡,軋件停止轉(zhuǎn)動(dòng)。即
Fa=Tc
其中:T=Ftanγ
由此可知,壓入深度越大,角度γ越大,側(cè)向推力T越大。為了提高剪切質(zhì)量,減小γ角,一般在液壓剪上均裝設(shè)有壓板裝置,把軋件壓在下刀架上。設(shè)計(jì)壓板不僅提高了剪切質(zhì)量,使剪切端面平直,并且大大減小了側(cè)向推力T,改善了液壓剪的受力情況,提高了設(shè)備的穩(wěn)定性與可靠性。

圖1 剪切時(shí)作用在軋件上的力
1.2 金屬塑性滑移階段
隨著剪切的進(jìn)行,剩余的被剪切合金的面積越來越少,在側(cè)向推力T的作用下,切入深度較大的金屬逐漸被掰開,從而在這些剩余面積上產(chǎn)生的剪切應(yīng)力也在不斷的變化。
如圖2所示,ε為軋件的相對切入深度,剪切力P隨ε的增加按照圖中所示的拋物線A增加,一直增加到金屬開始沿整個(gè)斷面產(chǎn)生滑移為止。如果剪切應(yīng)力τ為常數(shù),則剪切力P將沿直線B減小。實(shí)際上,由于側(cè)向推力T,切入深度較大的金屬逐漸被掰開,τ值是隨著ε的增加而減少,因此剪切力P按照曲線C很快減小。
此階段有如下公式:
1.3 金屬斷裂階段
如圖2所示,隨著剪切的深入,金屬連接面積越來越少,當(dāng)ε達(dá)到某一定值時(shí),在側(cè)向推力T的作用下,金屬斷裂。此時(shí)剪切力P為零。
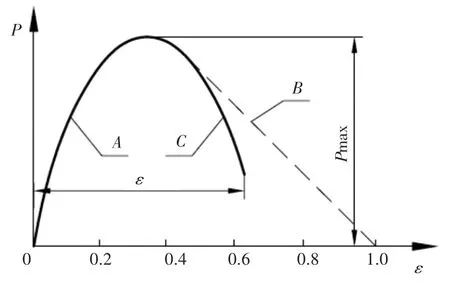
圖2 P隨ε變化圖
2 斜剪刃液壓剪剪切力計(jì)算
鋁帶熱軋機(jī)的設(shè)計(jì)上,一般采用斜剪刃,斜剪刃較平剪可以減小液壓缸剪切時(shí)的剪切力,但是增加了液壓缸的剪切行程。在帶材的剪切過程中,剪切區(qū)域的應(yīng)力分布為三維應(yīng)力狀態(tài),計(jì)算過程復(fù)雜,工程應(yīng)用中對此通過簡化公式進(jìn)行計(jì)算。
2.1 btanα>h條件下液壓剪最大剪切力計(jì)算
如圖3所示,在穩(wěn)定剪切間段,根據(jù)上節(jié)的分析,由于金屬在切入深入不斷增加變化下斷裂,剪刃對帶材的有效剪切段不是BC段而是BD段,隨著剪切的進(jìn)行,有效接觸段長度一直保持為x,此時(shí)剪切力為最大值并保持恒定。
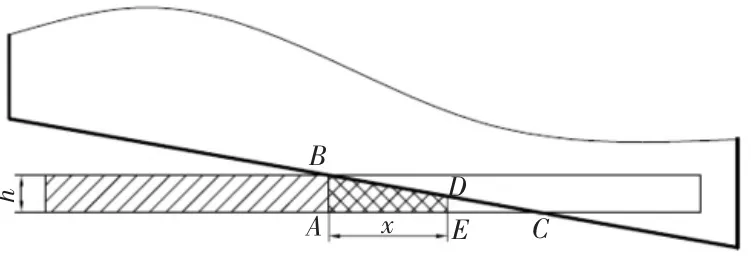
圖3 剪切過程簡圖
剪切力計(jì)算公式如下:
P=P1+P2+P3
其中:P1為純剪切力;P2為軋件被剪掉部分的彎曲力;P3板帶在剪切區(qū)域內(nèi)的彎曲力,在此區(qū)域由于上刀片的壓力使金屬形成使金屬形成局部的碗型彎曲[2]。
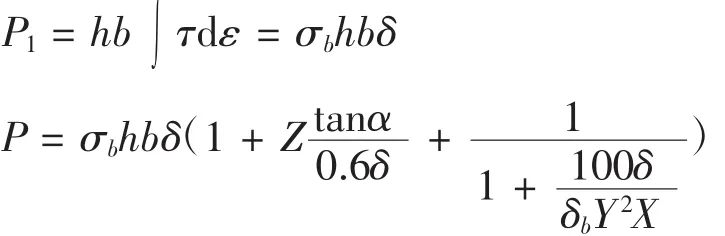
在考慮了P2、P3后,總剪切力可按下式(諾沙里公式)計(jì)算:

式中:δb為被剪切帶材的強(qiáng)度極限;α為上刀片傾斜角;h為鋼板厚度;δ為帶材延伸率;Z與被剪掉部分的帶材寬度、軋件材料延伸率δ以及刀片傾斜角α等因素有關(guān),在實(shí)際計(jì)算中,可以保守選取其最大值0.95;Y為刀片相對側(cè)間隙,即為刀片側(cè)間隙△與鋼板厚度h的比值:
X為壓板相對距離,即為壓板中心距離下刀片側(cè)邊緣距離c與鋼板厚度h的比值:
對于雙斜刃,最大剪切力為同樣單斜刃最大剪切力計(jì)算的兩倍。上述剪切力計(jì)算公式,只適用于btanα>h的穩(wěn)定剪切過程,如果出現(xiàn)下面情況,如圖4.

圖4 剪切過程h稍大情況
btanα<h,在剪切時(shí),剪刃與帶材在帶材寬度方向上全面接觸,則剪切力增大很多,不存在穩(wěn)定剪切過程,上述公式不再成立,需另行計(jì)算。
2.2 btanα<h條件下液壓剪最大剪切力計(jì)算
在鋁帶熱軋機(jī)的重型液壓剪的設(shè)計(jì)中,由于帶材厚度較大,出現(xiàn)btanα<h的情況不少,對此,下面就該情況進(jìn)行分析計(jì)算。
在btanα<h條件下也有多種情況,在此為了計(jì)算方便,計(jì)算最大剪切力時(shí),可保守采用平行剪刃計(jì)算方法進(jìn)行推導(dǎo)。假設(shè)在剪切過程中,τ值保持不變,有:
式中參數(shù)同上,從公式中可以看出btanα<h條件下的總剪切力大于btanα>h條件的總剪切力。
3 結(jié)束語
本文系統(tǒng)分析了液壓剪剪切過程中各個(gè)階段的特點(diǎn)及相應(yīng)的剪切力情況,并根據(jù)鋁熱軋的液壓剪的使用情況,著重介紹斜刃剪在不同條件下的剪切力計(jì)算;分析了工程設(shè)計(jì)時(shí)液壓剪的常規(guī)算法,為液壓剪的設(shè)計(jì)分析提供理論依據(jù)及參數(shù)選擇。
[1]鄒家祥.軋鋼機(jī)械[M].北京:冶金工業(yè)出版社,2005:160-161.
[2]王劍波,康明.大型鋁板熱軋機(jī)組中液壓剪的設(shè)計(jì)要點(diǎn)[J].一重技術(shù),2013(4):26-27.
Design Calculation and Parameter Selection of Aluminum Strip Hot Rolling Hydraulic Shear
LIU Chang
(Harbin Steam Turbine Plant,Harbin Heilongjiang 150000,China)
In this paper,the various processes of hydraulic shearing are introduced,according to the shear characteristics of the aluminum strip hot rolling mill,analysis of shear stress calculation of inclined throat shear and selection of important parameters in different conditions.The conventional algorithm of hydraulic shear in engineering design is analyzed,it provides a theoretical basis for the design and analysis of hydraulic shear and the significance of parameter selection.
aluminum strip hot rolling mill;hydraulic shear;inclined blade shear
TG335.5
A
1672-545X(2017)06-0217-02
2017-03-10
劉暢(1988-),男,黑龍江哈爾濱人,本科,助理工程師,研究方向:銅板帶、鋁板帶軋制加工設(shè)備。
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04