基于共沸蒸餾從黃水中獲取白酒調味品的方法
2017-07-31 20:47:47唐心強左風華
釀酒科技 2017年7期
唐心強,左風華,王 虹
(1.泰山醫學院化學與制藥工程學院,山東泰安271016; 2.泰山醫學院醫學信息工程學院,山東泰安271016)
基于共沸蒸餾從黃水中獲取白酒調味品的方法
唐心強1,左風華2,王 虹1
(1.泰山醫學院化學與制藥工程學院,山東泰安271016; 2.泰山醫學院醫學信息工程學院,山東泰安271016)
為從黃水中提取眾多白酒廠夢寐以求的天然白酒調味品,本研究首先通過向黃水中添加適量食品級共沸劑乙醇形成較高乙醇含量的黃水;其次將該種黃水共沸蒸餾、催化酯化獲得純天然乙醛、甲酸乙酯、乙酸乙酯及含有多種影響白酒風味化合物的酯化液。其中,該酯化液中丙酸乙酯、丁酸乙酯、戊酸乙酯、乳酸乙酯和己酸乙酯的含量分別為19.0 g/L、46.5 g/L、1.5 g/L、39.8 g/L和137.1 g/L。1份黃水制取的酯化液可以把9.14份普通白酒勾兌成優級濃香型白酒,因此黃水具有很好的回收利用價值。
黃水; 共沸精餾; 反應精餾; 己酸乙酯; 酯化液; 白酒調味品
濃香型白酒是我國生產量和消費量最大的白酒品種,其主體香味物質是己酸乙酯,其含量的高低直接影響著濃香型白酒的質量[1]。通常,固態法釀制的新酒中己酸乙酯含量一般低于1000 mg/L,且乳酸乙酯的含量大于己酸乙酯。而優級濃香型白酒要求己酸乙酯的含量在1200~2800 mg/L之間,乳酸乙酯∶己酸乙酯=(0.6~0.8)∶1[2]。此外,液態法白酒是選用食用酒精為酒基,進行串香、調香或固液勾兌而成,也稱為新工藝白酒[3-4]。一方面,由于食用酒精中幾乎不含有固態法白酒中的多種呈香呈味的微量成分,欲使液態法白酒達到“香氣柔和、綿甜自然、酸酯協調、口味干凈”的特定風格[5-7],通常需要在食用酒精中添加多種香料(精)、調味液。而目前常用的香料(精)、調味液中有很大一部分是人工合成的,如對調節酒體風味起重要作用的己酸和己酸乙酯皆非發酵產物[8-11]。正是由于化工合成香料的大量使用,致使飲酒愛好者對液態法白酒的認可度大打折扣,進而也大大影響了其市場占有率,特別是高端市場[12];另一方面,固態法釀酒的酒醅在窖池中發酵時伴生而成的副產物黃水[11,14]和酒醅蒸餾中產生的酒尾,除個別成分外黃水和酒尾中含有和固態法基酒相似的成分。影響白酒風味的主要的47種有機物中黃水中含有38種左右。本研究所用黃水中,己酸、乙酸和丁酸的含量分別高達8604 mg/L、6534 mg/L和2836 mg/L,其含量是普通濃香型白酒的10倍以上。而這3種酸及其酯化反應產物既是液態法白酒的重要調味成分也是白酒老熟的物質基礎。但由于目前找不到高效、低成本從黃水和酒尾中提取有益物質的方法,大大限制了黃水和酒尾的用途,以致于很多黃水被白白丟棄,并成為白酒行業重要的水污染物之一[15]。因此,如何有效利用黃水、酒尾中的有益成分已成為白酒科研工作者和生產商研究的熱門課題。
1 濃縮酒尾和黃水濃縮液的制取方法和工藝
1.1 酒尾的蒸餾濃縮
將乙醇含量為42%的100份(體積份數,以下皆為體積份數)酒尾放入蒸餾塔中,蒸餾出44.7份高乙醇含量的濃縮酒尾。經氣相色譜分析濃縮酒尾中的酒精度及各種有機化合物的含量列于表1。由表1可知:酒尾中影響白酒風味的42種有機化合物中,在濃縮酒尾中被檢測到了21種(乙醇和甲醇除外),其中蒸出率在50%以上的有19種,蒸出率在80%以上的有15種,特別是對調節酒體風味起到重要作用的乙醛、乙縮醛、己酸乙酯及合成酯類的有機酸——乙酸、丙酸、丁酸、戊酸、己酸的蒸出率更是高達90%以上。
1.2黃水中影響白酒風味的重要化學成分的蒸餾濃縮
將97份黃水和3份濃縮酒尾放入蒸餾塔中蒸餾(之所以要加入濃縮酒尾是為了提高黃水的乙醇含量,以便有足夠的乙醇與黃水中的有機物形成共沸物一起蒸出),升高溫度蒸出9.5份餾分后停止蒸餾。然后將曝氣頭放入餾分中,通入臭氧曝氣,當觀察到餾分中的黃色消退后停止曝氣,脫色后的餾分以下簡稱黃水濃縮液。經氣相色譜分析黃水濃縮液中含有的各種有機化合物列于表1。
由表1可知:黃水中影響白酒風味的38種有機化合物,在黃水濃縮液中被檢測到了21種,其中蒸出率在50%以上的有19種,蒸出率在80%以上的有15種。對調節酒體風味起到重要作用的乙醛、乙縮醛、己酸乙酯及合成酯類的有機酸——乙酸、丙酸、丁酸、戊酸、己酸的蒸出率更是高達90%以上。更可喜的是己酸乙酯和乙酸乙酯的濃度分別達到了1966.2 mg/L和3251.8 mg/L。此外,三大酸即己酸、乙酸和丁酸的濃度更是分別達到了84904.3 mg/L、67039.3 mg/L和29056.6 mg/L(本文此后所提三大酸即專指己酸、乙酸和丁酸)。該黃水濃縮液中不但三大酯的含量達到了優級濃香型白酒的要求,特別是三大酸的含量更是普通濃香型白酒中三大酸含量的119~175倍(以表1中的基酒作為普通濃香型白酒的代表,以下皆同)。此外,該黃水濃縮液中乙醇、水和各種有機物(乙醇除外)總含量分別為549.1 g/L(69.5%vol)、45.7 g/L 和249.7 g/L。其次每升該黃水濃縮液中乙醇和各種短鏈有機酸的摩爾數及其乙醇與酸的摩爾比見表2。
2 黃水濃縮液的用途
經以上方法獲取的黃水濃縮液可以有以下3個方面的用途。
2.1 液態法白酒的勾兌
可以直接作為白酒調味品,即可通過向液態法白酒中勾兌1%左右的黃水濃縮液的辦法,不但能使液態法白酒中三大酸的濃度達到普通固態法濃香型白酒的濃度,而且也向液態法白酒中添加了21種固態法白酒中含有的影響白酒風味的有機化合物,進而使液態法白酒的風味也趨向固態法白酒。
2.2 提高固態法白酒的品質
向固態法白酒中勾兌1%左右的黃水濃縮液,不但可以提高白酒中三大酸的濃度為后續的白酒老熟提供物質基礎。同時,還可以進一步提高21種影響白酒風味的有機化合物的濃度,進而達到提高白酒品質,影響白酒風味的目的。
2.3 制取或濃縮白酒調味品所需的酯類及其他物質
黃水濃縮液還可作為制取三大酯及其他酯類的原料,同時還可以濃縮其他白酒調味物質。
3 以黃水濃縮液為原料提取、制取白酒調味品
3.1 乙醛、甲酸乙酯和乙酸乙酯等低沸點餾分的獲取
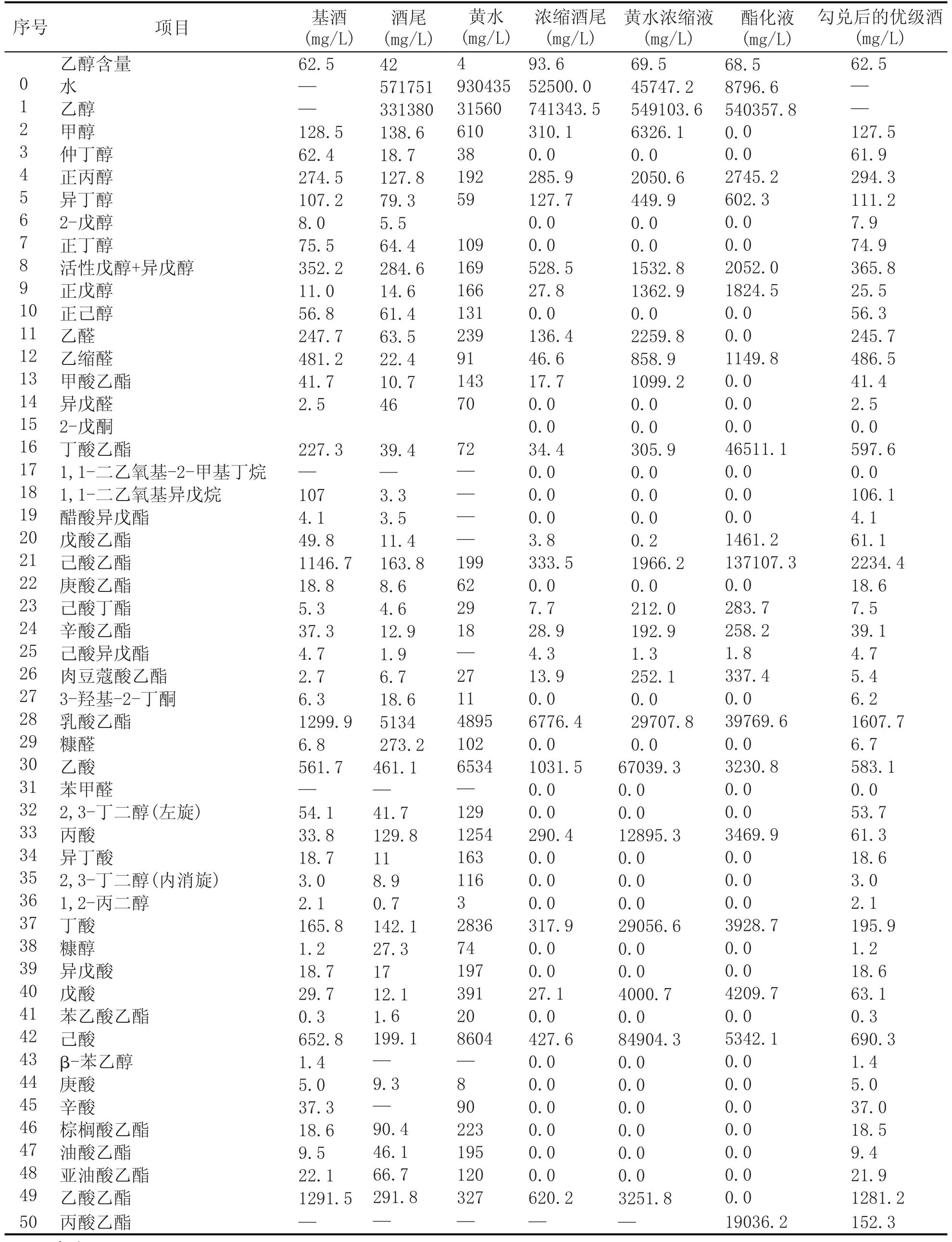
表1 酒體風味的主要化學成分
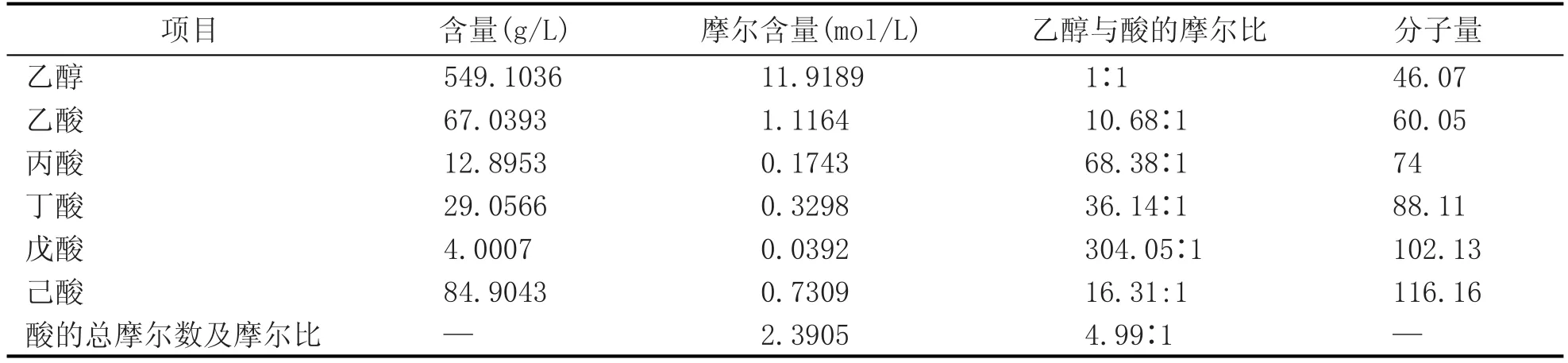
表2 黃水濃縮液中乙醇和各種短鏈有機酸的摩爾數及其摩爾比
將100份黃水濃縮液加入共沸精餾塔,當精餾開始時,打開加熱開關,注意不要使電流過大,以免設備突然劇烈受熱而損壞,待塔釜溫度達到40℃時,開啟塔身保溫電路。當塔頂溫度達到20.8℃(乙醛的沸點)左右時,塔頂蒸汽經過塔頂冷凝器冷凝后流出來的餾分流到乙醛的接收罐,當餾分開始減少,塔頂溫度逐步升高時,說明天然乙醛已基本蒸完;此時,將餾分流出管的閥門切換到甲醇和甲酸乙酯接收罐的位置,再調整塔釜溫度到65℃左右時,再次開啟塔身保溫電路。當塔頂溫度達到51℃時(甲醇與甲酸乙酯的共沸點為51℃;甲醇與乙酸乙酯的共沸點為62.3℃),塔頂蒸汽經過塔頂冷凝器冷凝后流出來的餾分主要是甲醇與天然甲酸乙酯的共沸物,當餾分開始減少,塔頂溫度逐步升高時,說明天然甲酸乙酯已基本蒸完;此時,再將餾分流出管的閥門切換到甲醇與乙酸乙酯接收罐的位置,再將塔釜溫度調整到70℃左右,后再次開啟塔身保溫電路,當塔頂溫度升高到62.3℃左右時,塔頂蒸汽經過塔頂冷凝器流出來的餾分主要是甲醇和天然乙酸乙酯的共沸物,當餾分再次開始減少,塔頂溫度逐步升高時,說明天然乙酸乙酯已基本蒸完;然后將餾分流出管的閥門切換到甲醇接收罐的位置,當塔頂溫度升高到64.7℃(甲醇的沸點)時,此時塔頂蒸汽經過塔頂冷凝器冷凝后流出來的餾分主要是甲醇,當餾分再次開始減少,塔頂溫度逐步升高時,說明甲醇已基本蒸完。此時停止蒸餾,將共沸精餾塔塔釜內的液體放出,并輸送到下道工序的帶磁力攪拌的反應精餾裝置。
以上塔頂餾出物分別經氣相色譜檢測和體積計量結果如下。
3.1.1 20.8℃時的塔頂溜出物的體積及成分
當塔頂溫度升高到20.8℃左右時,得到的塔頂餾出物為乙醛,其總的體積份數約為0.2885份,經核算黃水濃縮液中含有的乙醛基本被全部蒸出。
3.1.2 51℃時的塔頂溜出物的體積及成分
當塔頂溫度升高到51℃左右時,塔頂餾出物為甲醇和甲酸乙酯的二元共沸物,其體積份數為0.1460份,其中甲醇、甲酸乙酯的質量含量分別為15.99%和84.01%,該含量與《一些常用工業溶劑共沸物數據》記載的共沸物組成比例十分相近[16]。經核算黃水濃縮液中含有的甲酸乙酯基本被全部蒸出。
3.1.3 62.3℃時的塔頂溜出物的體積及成分
當塔頂溫度升高到62.3℃左右時,塔頂餾出物為甲醇和乙酸乙酯的二元共沸物,其體積份數為0.6834份,其中甲醇、乙酸乙酯的質量含量分別為44.02%和55.98%,該含量與《一些常用工業溶劑共沸物數據》中記載的共沸物組成比例十分接近。經核算黃水濃縮液中含有的乙酸乙酯基本被全部蒸出。
3.1.4 64.7℃時的塔頂溜出物的體積及成分
當塔頂溫度升高到64.7℃左右時,塔頂餾出物為甲醇。其體積份數為0.4496份,經核算黃水濃縮液中含有的甲醇基本被全部蒸出。
綜上所述,100份黃水濃縮液經過上述的共沸精餾,得到了如下物質:0.2885份純乙醛、0.1460份二元共沸天然甲酸乙酯、0.6834份二元共沸天然乙酸乙酯和0.4496份純甲醇,總計蒸出了1.5676份餾分。
3.2 甲酸乙酯和乙酸乙酯的純化
在3.1中得到的二元共沸天然甲酸乙酯和乙酸乙酯中加入適量食品級CaCl2,二元共沸物中的CH3OH和CaCl2形成結晶狀物質CaCl2·4CH3OH,然后經蒸餾去除結晶物后,收集餾分后得到純凈的天然甲酸乙酯和乙酸乙酯,具體的CaCl2的加入量經計算可知:每升二元共沸天然甲酸乙酯中需要加入CaCl2124.61 g/L;每升二元共沸天然乙酸乙酯中需要加入CaCl2325.80 g/L。100份黃水濃縮液經共沸精餾、除甲醇后可以得到0.1196份的純天然甲酸乙酯和0.3605份的純天然乙酸乙酯。
3.3 己酸乙酯等酯類物質的制取
由表2可知,黃水濃縮液中乙醇和乙酸、丙酸、丁酸、戊酸及己酸的摩爾比分別為10.7∶1、68.4∶1、36.1∶1、304.1∶1和16.3∶1,乙醇與總酸的摩爾比約為5∶1。這表明,以共沸精餾后的塔釜釜液為原料的酯化反應是乙醇過量的酯化反應。
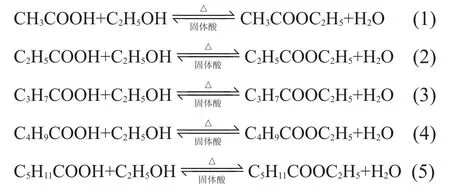
一次性將按3.1方式得到的共沸精餾后的塔釜釜液98.4324份和6份超強固體酸一起輸入到帶磁力攪拌的反應精餾裝置的塔釜中。然后打開磁力攪拌器及加熱開關,注意不要使電流過大,以免設備突然劇烈受熱而損壞,在全回流狀態下將塔釜溫度升高到80℃時,開啟塔身保溫電路,并繼續保持全回流一定時間,以使酯化反應充分進行。同時注意磁力攪拌器的轉速恰好使固體酸懸浮于黃水濃縮液中即可。在此段時間內,反應釜內的較高濃度的幾種有機酸與乙醇發生如下酯化反應:
在以上反應進行時,每隔2 h監測1次塔釜釜液中乙酸的含量,并記錄下監測次數及總的反應時間(今后在相同條件下,重復該反應時,可以以該反應時間作為酯化反應(1)達到平衡的時間)。當前后2次相鄰的檢測結果幾乎不變化時,說明塔釜中乙酸含量趨于穩定,酯化反應(1)基本達到了反應平衡狀態,此時將全回流改為回流比為2的回流狀態,并控制塔頂溫度≤70.4℃(其中,乙醇、水和乙酸乙酯的共沸點為70.23℃,水和乙酸乙酯的共沸點為70.4℃),這樣就為反應產物乙酸乙酯、水及少部分反應物乙醇形成二元或三元共沸物創造了條件。即在此塔頂溫度下,乙酸與乙醇酯化反應生成的部分水和全部的乙酸乙酯及部分乙醇能及時形成共沸物從塔頂蒸出,從而會促使以上酯化反應(1)—(5)進一步向右進行。塔頂蒸出的餾分經冷凝器冷凝后,流向合成天然乙酸乙酯接收罐,在70.4℃下當塔頂幾乎沒有流出物流出時,說明塔釜中已再無乙酸乙酯生成。該餾分(共沸物)經氣相色譜檢測,其乙醇、水和乙酸乙酯的重量百分比分別為7.56%、8.71%和83.73%,其總體積總份數為10.9132份。其中,乙醇、水和乙酸乙酯各自占0.9411份、0.8554份和9.1167份。以上餾分的組成結果與《一些常用工業溶劑共沸物數據》中記載的:乙醇、水和乙酸乙酯的三元共沸組成與水和乙酸乙酯的二元共沸組成有所區別[15]。借此可以認為該餾分既非單純的三元共沸物也非單純的二元共沸物,應該為三元共沸物和二元共沸物的混合物,以下該餾分稱為合成天然乙酸乙酯多元共沸混合物。
向以上得到的合成天然乙酸乙酯的多元共沸混合物中加入適量的食品級CaO,該多元共沸物中的H2O與CaO形成Ca(OH)2沉淀,然后對形成沉淀的多元共沸混合物蒸餾,其餾分為乙醇和乙酸乙酯的混合物。該乙醇和乙酸乙酯的混合物以下稱為合成天然乙酸乙酯二元混合物,具體的CaO加入量經計算可知:每升合成天然乙酸乙酯的多元共沸混合物中加入244.8827 g,才能使多元共沸混合物中的水完全反應生成Ca(OH)2沉淀。其次,10.9132份的合成天然乙酸乙酯的多元共沸混合物去除水后可得到合成天然乙酸乙酯二元混合物9.1167份,即100份黃水濃縮液在加熱和固體酸催化下,其中的乙酸與乙醇酯化反應生成9.1167份的乙酸乙酯(經核算黃水濃縮液中含有的乙酸83.6%轉化為乙酸乙酯),該乙酸乙酯與水、乙醇形成多元共沸物,該共沸混合物除水后可得到10.0578份的合成天然乙酸乙酯二元混合物。
然后,為了將酯化反應(1)—(5)中生成的水及原來黃水濃縮液里固有的水全部排出反應體系,再將以上除水后得到的合成天然乙酸乙酯二元混合物勻速滴入塔釜中。這樣隨著反應的進行,一方面,合成天然乙酸乙酯二元混合物不斷滴入塔釜,另一方面,合成天然乙酸乙酯多元共沸混合物也會連續蒸出,隨之乙酸乙酯會把酯化反應中生成的水及原反應體系中固有的水逐漸的全部帶出反應體系之外(再次蒸出的合成天然乙酸乙酯多元共沸混合物需要參照上面所述方法及時去除水分,以備連續滴加之用)。合成天然乙酸乙酯二元混合物開始滴入時,因不但要把酯化反應中生成的水帶出,還要盡快將反應體系中原有的水與酯化反應生成的還沒有被帶出的水也要帶出,所以滴入速度需要快一些。由于酯化反應(1)—(5)中生成的水和體系中原有的水及時被乙酸乙酯帶出反應體系,從而促使酯化反應(1)—(5)最大限度的向右進行。當塔頂溫度維持在≤70.4℃時,再次幾乎無餾分繼續流出時,說明酯化反應(1)—(5)已基本達到反應平衡狀態。然后把滴加剩余的合成天然乙酸乙酯二元混合物一次性投入到塔釜中,這時塔頂溫度會逐漸升高。當塔頂溫度升高到71.8℃時,塔頂流出的餾分為乙酸乙酯和乙醇的二元共沸物,經一定時間后當無餾分繼續流出,塔頂溫度再度升高時,停止攪拌和加熱,并濾出塔釜釜液,該塔釜釜液以下稱為酯化液,濾出的固體酸催化劑可以反復使用。
其次,向反應釜中滴加合成天然乙酸乙酯二元混合物,一方面可以把水及時從反應體系中帶出,促使酯化反應(2)—(5)向右進行,又不會向反應體系中帶入其他雜質;另一方面又可將乙酸乙酯蒸發帶出的乙醇再補充到反應體系中,以保證反應體系中乙醇與酸的大摩爾比。
3.4 71.8℃時餾分的體積份數及各成分含量
經體積計量和氣相色譜分析可知:當塔頂溫度在71.8℃時,得到的塔頂餾分,是乙酸乙酯和乙醇的二元共沸物,其體積份數為15.8870份,其中乙酸乙酯占10.5126份,乙醇占5.3743份(經核算此時乙酸的轉化率達到了96.4%),乙醇、乙酸乙酯的質量含量分別為30.9%和69.1%,該乙醇與乙酸乙酯的比例關系與《一些常用工業溶劑共沸物數據》中記載的共沸物組成比例比較接近[17]。即100份黃水濃縮液經催化酯化最終可以得到15.8870份乙酸乙酯含量69.1%的乙酸乙酯和乙醇的二元共沸物,該二元共沸物以下稱為二元共沸合成天然乙酸乙酯。
3.5 酯化液的體積份數及各成分含量
酯化液(塔釜釜液)經體積計量,其體積分數為74.6997份,該酯化液經氣相色譜分析其各種成分含量列于表1中,其中乙醇、丙酸乙酯、丁酸乙酯、戊酸乙酯、乳酸乙酯和己酸乙酯的質量含量分別為65.7%、2.3%、5.7%、0.2%、4.8%和16.7%。經計算,該酯化液中丙酸乙酯、丁酸乙酯、戊酸乙酯、乳酸乙酯和己酸乙酯的體積分數分別占2.1389份、5.3247份、0.1672份、3.8611份和15.7595份,以上這5種酯的體積份數總計27.2514份(包括上面得到的0.1196份天然甲酸乙酯,0.3605份天然乙酸乙酯和10.5126份合成天然乙酸乙酯在內,可得到酯的總體積分數為38.2441份)。乙酸、丙酸、丁酸、戊酸和己酸的酯化轉化率分別為:96.4%(進一步轉化)、79.9%、89.9%、21.4%和95.3%。從酸的轉化率來看,除戊酸因反應底物中濃度過低,其酯化轉化率低于22%外,乙酸大概因為在開始發生酯化反應時,反應體系中水的存在的原因,其開始時的轉化率也只有83.6%,隨著反應的進行特別是反應體系中水的去除,其轉化率進一步提高到96.4%。綜合考察以上酯化反應,說明本研究的酯化反應設定的溫度適宜,選取工藝路線合理,使用的固體酸催化效果優良。
從表1可以看出:該酯化液中除含有黃水中38種影響白酒風味的有機化合物中的18種(乙醇除外)外,對調節酒體風味起到重要作用的丙酸乙酯、丁酸乙酯、戊酸乙酯、乳酸乙酯和己酸乙酯的含量分別高 達 19036.2 mg/L、46511.1 mg/L、1461.2 mg/L、39769.6 mg/L和137107.3 mg/L。此外,曲酒類香精中用量最大的,也是濃香型白酒的主體香料的己酸乙酯的含量是普通濃香型白酒含量的113倍,己酸乙酯的量是乳酸乙酯的3.4475倍。
綜上所述,100份黃水濃縮液經過共沸蒸餾、反應精餾得到了下列稀缺天然物質:
(1)天然乙醛:0.2885份。
(2)天然甲酸乙酯:0.1196份。
(3)天然乙酸乙酯:0.3605份。
(4)天然甲醇:0.4496份。
(5)二元共沸合成天然乙酸乙酯(乙醇和乙酸乙酯)15.8870份,其中含純合成天然乙酸乙酯的份數為10.5126份。
(6)酯化液:74.6997份。其中含純合成天然己酸乙酯15.7595份,含總酯27.2514份。
4 經共沸精餾和反應精餾獲得的白酒調味品的用途
本研究經以上步驟獲得的6種“天然”物質中除天然甲醇對人體有害不能作為白酒的調味品外,其余5種物質皆是優良的白酒調味品,是眾多白酒企業夢寐以求的天然白酒調味品。可將除甲醇以外的其他5種物質統稱為白酒調味品。
4.1 液態法白酒的勾兌
可根據調酒師的要求,通過向液態法白酒中勾兌適量的白酒調味品的辦法,使液態法白酒中增加18種固態法白酒中固有的影響白酒風味的有機化合物,進而使液態法白酒的風味也趨向固態法白酒。
4.2 提高固態法白酒的品質
向固態法基酒中勾兌0.8%的酯化液,經酯化液勾兌后優級酒中各種化學物質的含量見表1。由表1可以看到:勾兌前,其乳酸乙酯和己酸乙酯的含量分別為1299.9 mg/L和1146.7 mg/L,勾兌后其含量分別達到1607.7 mg/L和2234.4mg/L,其乳酸乙酯∶己酸乙酯的比例關系也由1.13∶1變為0.72∶1(而優級濃香型白酒己酸乙酯要求在1200~2800 mg/L之間,乳酸乙酯∶己酸乙酯的比值在(0.6~0.8)∶1之間)。經過以上的勾兌不但可以使普通白酒達到優級濃香型白酒對己酸乙酯的濃度要求,更可大幅度提高丙酸乙酯、丁酸乙酯和戊酸乙酯的濃度,還可調低乳酸乙酯和己酸乙酯的比例。此外,白酒中含有的影響白酒風味的48種物質中,有19種的濃度得到不同程度的提高。特別是丙酸乙酯、丁酸乙酯和己酸乙酯的濃度得到了大幅度提高。
因97份黃水可以濃縮得到9.5份黃水濃縮液,每100份黃水濃縮液可制取74.6997份酯化液,1份酯化液可以把125份基酒勾兌成為優級酒,所以1份黃水制取的酯化液可以把9.14份普通基酒勾兌成優級濃香型白酒,因此黃水具有很好的回收利用價值。此外,可以根據調酒師的要求適量加入白酒調味品中除酯化液外的其他4種白酒調味品,酒體會變得更加豐滿。
4.3 為其他食品工業提供香料
以上得到的天然甲酸乙酯和乙酸乙酯可以作為高級天然調味品,添加到高級食品(包括高級酒)中以改變食品的香味。此外,酯化液進一步精餾還可以得到5種酯與乙醇的共沸物,即乙酸乙酯、丙酸乙酯、丁酸乙酯、戊酸乙酯、乳酸乙酯和己酸乙酯與乙醇的共沸物,然后仿照3.2所述的方法將共沸物中的乙醇去除,可以得到5種純天然酯,這5種純天然酯在食品工業是重要調味品,用在白酒的調味方面會使調酒師更加容易操控添加量。
一方面,因本研究所用的主要原料黃水是酒醅在窖池中發酵產酒時伴生而成,也可以說黃水是固態法白酒的孿生兄弟;另一方面,因本研究在以黃水濃縮制成的黃水濃縮液為原料,提取或酯化反應制取白酒調味品的過程中,雖然在制取過程中向提取物中添加了食用CaCl2、CaO或固體酸,但本研究的工藝方法也保證了這3種物質不會被帶入最終制品白酒調味品中。
另外,在白酒調味品的整個制取過程中,即使酯化反應也是由純天然發酵產生的酸和乙醇為原料制取的酯(這與現今絕大多數以化學法制取的己酸為原料與乙醇酯化制取主體香料己酸乙酯的方法不同),其他步驟完全是物理方法,因此用本研究的方法和工藝制得的白酒調味品是安全的、且制取過程中不會帶入任何化學品的純天然制品,所以本研究以黃水為原料獲得的白酒調味品,用來勾兌白酒時更接近于天然制品,更容易被消費者接受。
5 結論
本研究通過共沸蒸餾、共沸精餾及催化酯化的方法從黃水中獲得的黃水濃縮液、天然乙醛、甲酸乙酯、乙酸乙酯及合成乙酸乙酯共沸物和酯化液皆是優良的白酒調味品,也是眾多白酒企業夢寐以求的天然調味品。1份黃水中的提取物可以使約9份的普通濃香型白酒升級為優級濃香型白酒,從而既打破了白酒行業獲取天然白酒調味品的瓶頸,破解了長久困擾行業的生產難題;同時也解決了廢棄黃水的處理、處置的難題。
[1] 李河,張宿義,敖宗華,等.濃香型白酒酯化液的研究進展[J].中國釀造,2016(8):5-8.
[2] 中國輕工業聯合會.濃香型白酒:GB/T 10781.1—2006[S].北京:中國標準出版社,2006.
[3] 曹健君.提高液態法白酒質量的措施[J].釀酒科技,1996(5):21-24.
[4] 全國食品工業標準化技術委員會釀酒分技術委員會.液態法白酒:GB/T 20821—2007[S].北京:中國標準出版社,2007.
[5] 楊官榮,黃志瑜.白酒入口甜、回味苦的產生原因及解決辦法[J].釀酒,2009(5):24-27.
[6] 李大和.提高新型白酒質量的技術關鍵[J].釀酒科技,2005(6):21-27.
[7] 張繼影,張倩.新型白酒及影響新型白酒質量的主要因素[J].釀酒科技,2005(11):94-95.
[8] 王曉丹,胡靖,胥思霞,等.合成己酸乙酯脂肪酶產生菌的產酶條件優化及其催化生產香酯液研究[J].釀酒科技,2013(5):11-17.
[9] 馬婭,劉軍峰,鄧利,等.固定化脂肪酶Candida sp 99-125催化合成己酸乙酯[J].化學反應工程與工藝,2011(4):369-373.
[10] 曾家豫,周興輝,張繼,等.有機介質中酶催化合成己酸乙酯的研究[J].食品科學,2009(6):123-127.
[11] 魏林娟,許志國,劉蓉蓉,等.非水相酶促合成己酸乙酯的研究[J].中國釀造,2001(6):20-22.
[12] 龔文昌.關于白酒生產改革中的一點看法[J].中國酒,1996(1):6-7.
[13] 王媚,傅小紅,馮學愚,等.不同預處理方式對氣相色譜檢測黃水揮發性組分影響的研究[J].食品與發酵科技,2015(1):101-106.
[14] 楊瑞,周江.白酒生產副產物黃水及其開發利用現狀[J].釀酒科技,2008(3):90-92.
[15] 姚琪,涂向勇,姚繼承.釀酒副產物的綜合利用新途徑[J].釀酒,2009(6):69-72.
[16] 上海化學工業設計院.一些常用工業溶劑共沸物數據[M].上海:上海人民出版社,1979.
Obtaining Baijiu Flavoring from Yellow Water by Azeotropic Distillation
TANG Xinqiang1,ZUO Fenghua2and WANG Hong1
(1.School of Chemistry&Pharmaceutical Engineering,Taishan Medical University,Tai’an,Shandong,271016;2.College of Medical Information Engineering,Taishan Medical University,Tai’an,Shandong 271016,China)
In order to extract the rare and natural Baijiu flavoring from yellow water,in this study,appropriate amount of food-grade azeotropic ethanol was added in yellow water to form yellow water containing high content of ethanol,then azeotropic distillation and catalytic esterification of such yellow water was performed to obtain the esterified liquid containing natural acetaldehyde,ethyl formate,ethyl acetate and a variety of flavoring compounds.Among them,the content of ethyl propionate,ethyl butyrate,ethyl valerate,ethyl lactate and ethyl hexanoate was up to 19.0 g/L,46.5 g/L,1.5 g/L,39.8 g/L and 137.1 g/L respectively.The esterified liquid prepared by one portion of yellow water could be used for the blending of 9.14 portions of common Baijiu into high-quality Nongxiang Baijiu.Therefore,yellow water was of great recycling value in practice.
yellow water;azeotropic distillation;reactive distillation;ethyl hexanoate;esterified liquid;Baijiu flavoring
TS262.3;TS261.9;TS261.4
A
1001-9286(2017)07-0107-08
10.13746/j.njkj.2017074
2017-03-31
唐心強(1965-),山東臨邑人,教授,博士,主要從事污水處理及其資源化方面的研究。
優先數字出版時間:2017-05-18;地址:http://kns.cnki.net/kcms/detail/52.1051.TS.20170518.1124.009.html。
