
浮頭式換熱器關鍵制造技術改進
2017-08-01 11:50:09王佐森路揚
中國設備工程 2017年14期
王佐森,路揚
(哈電集團(秦皇島)重型裝備有限公司,河北 秦皇島 066206)
浮頭式換熱器關鍵制造技術改進
王佐森,路揚
(哈電集團(秦皇島)重型裝備有限公司,河北 秦皇島 066206)
重型立式浮頭式換熱器在制造過程中存在著管束重量大,浮頭封頭與殼體封頭套裝尺寸嚴格,浮頭端密封盤根易泄漏等難題。本文合理地優化了其制造工藝,并提出了結構上的改進方案,科學地解決了制造過程中的諸多難題,為今后此類重型立式浮頭式換熱器的制造提供了經驗。
浮頭式換熱器;浮頭端制造;結構;改進;填料盤根
換熱器由于其在化工、石油、動力和原子能等工業部門的廣泛應用,使得換熱器制造技術一直以來受到研究人員的重視,各種研究成果不斷涌現。本文分析了重型立式浮頭式換熱器的結構,通過分析換熱器殼體的套裝以及浮頭端制造的難點提出了結構的改進方案,從而有效的解決了浮頭換熱器殼體套裝、管束在套裝后的穩定性以及浮頭封頭與殼體封頭的精準套裝問題。
1 換熱器的的工作原理、主要材質、設計技術參數和技術指標介紹
重型立式浮頭式換熱器的結構如圖1所示。

圖1 立式浮頭換熱器結構圖
圖1 說明該換熱器的結構特點和工作原理:浮頭式換熱器主要由管束、浮頭封頭、殼體、殼體封頭以及管箱等部件組成。其結構上一端管板與殼體固定,另一端管板與內封頭焊接后,管程部分可在殼體內浮動,殼體和管束對膨脹是自由的。當管程、殼程中介質溫差較大時,管束與殼體間不產生溫差應力。浮頭式換熱器有著諸多優點,如介質溫差不受限制,可應用于各種較為惡劣的工作場合,在各個領域得到了廣泛的應用,同時也存在著結構復雜、制造難度大、浮頭端易產生泄漏等問題。
浮頭式換熱器結構及技術參數詳見表(1)。

表1 設計參數與技術指標
設計、制造、檢驗及驗收規范遵循的國家標準。
2 制造難點及技術改進
2.1 浮頭端制造工藝優化
浮頭端制造的精度要求高,難度較大。浮頭封頭接管與殼程封頭接管間通過填料盤根進行密封,為確保密封效果,浮頭封頭接管外壁上的盤根擋環與殼程封頭接管內壁僅有 1mm的盤根膨脹間隙。而浮頭管板外直徑與殼程筒體內直徑相差 30mm,管束自重對殼程筒體套入帶來的阻力及浮頭封頭接管與殼程封頭接管的對中影響,使得常規臥式套裝變得極難實現,為此,特采用以下制造工藝:
管子臥式穿入管板并焊接、脹接成管束組件——管束組件由臥式翻轉成立式狀態——浮頭封頭和接管組件與管束組件裝配、焊接——殼體立式套入并與下管板裝配——殼程封頭和接管組件立式套入浮頭封頭接管中并與殼體裝配——整體組件翻轉成臥式——焊接兩環縫。
在管束組件制造完成后,使用管束豎立裝置和天車將管束豎立并固定于水平平臺上。
浮頭封頭與管板裝配、焊接后,浮頭封頭接管與管板的垂直度和同軸度是套裝制造的一個關鍵點和難點。為此,浮頭封頭接管可在立式狀態裝配到浮頭封頭上,裝配過程中嚴格控制浮頭封頭接管與浮頭封頭端面的垂直度和同軸度,焊接過程中隨時監控并采取對稱焊等方式保證垂直度和同軸度。同樣,浮頭封頭與接管組件也采用立式方式裝配到浮頭管板上,并嚴格控制浮頭封頭接管與浮頭管板裝配焊接的垂直度和同軸度。
套裝殼程封頭時,可以通過調整殼程封頭與殼體環縫錯邊來保證殼程封頭接管與浮頭封頭接管的對中及密封間隙。
對比以往浮頭換熱器的制造工藝,本次制造并沒有將殼程封頭與殼體對接后整體套裝,而是將殼體套裝后,再進行殼程封頭與殼體的對中安裝,并通過調節殼程封頭與殼體對接環縫的錯邊量至滿足要求。這樣避免了殼程封頭與殼體焊后整體套裝給浮頭端套裝帶來的盲區,大大降低了浮頭端套裝的難度。
2.2 殼體套裝后管束的穩定性
殼體套裝后翻轉至水平狀態,并在滾輪架上轉動來完成殼體與下管板、殼程封頭的焊接。管束浮頭端在殼體內部僅依靠重力提供的靜摩擦力與殼體以及殼程封頭貼合,無徑向固定,殼體轉動時柔性的管束與殼體產生不同步的轉動,造成了管束扭曲甚至損壞,浮頭端管板周向最大偏移可達 200mm,并且扭曲后難以調整。立式浮頭換熱器在臥式制造時,必須考慮管束在殼體內部的穩定性,保持殼體與管束的同步轉動。設計上可通過在浮頭管板與殼體增加定位結構的方法來保持管束與殼體的徑向固定,如圖2所示;制造時也可通過焊接連接板的方法將管束與殼體連成一體,待完成全部滾輪架上的操作后拆除連接板。
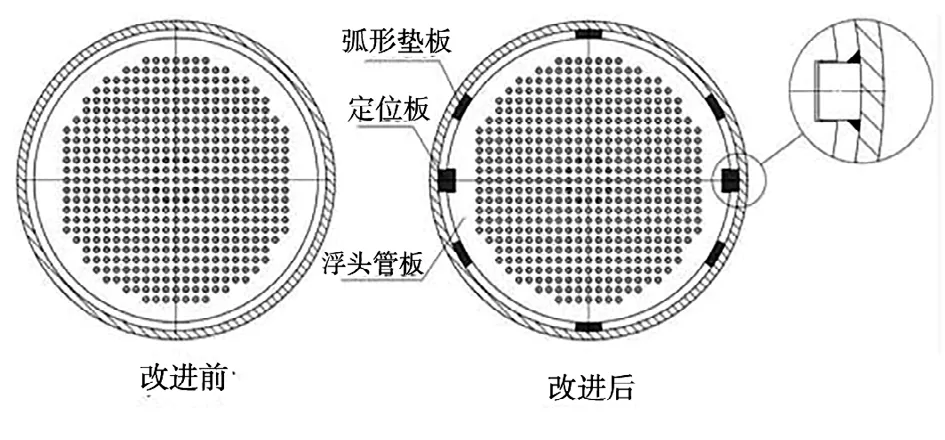
圖2 浮頭管板處的改進方案
2.3 管束與殼體的對中套裝
浮頭換熱器在設計上浮頭管板與殼壁之間留有較大間隙,通過浮頭封頭與殼程封頭的密封配合來保證管束與殼體的同軸。管束較長的換熱器會優先選擇管束與殼體的臥式套裝,套裝后的管束浮頭端會受自重貼在殼體內壁上,調整難度較大,影響殼程封頭與殼體的對接焊接。為確保殼程封頭安裝前管束與殼體對中,我們在殼體浮頭端內壁均布焊接四到六塊弧形墊板,弧板的厚度能夠彌補浮頭管板與殼體的間隙,使浮頭管板與殼體保持同軸,如圖2所示。墊板在筒體套入管束方向的棱角處加工出斜度,減緩套裝時管板與墊板間的阻力。墊板與筒體焊接后,與殼體一同進行熱處理。增加墊板后的浮頭端套裝殼程封頭的難度大大減小,保證了殼程封頭與殼體的安裝質量。
2.4 管程與殼程間的密封
填料函式密封的換熱器是浮頭換熱器的一種改型結構,殼程封頭接管與浮頭封頭接管之間用填料盤根填充,通過壓緊螺母預緊盤根來實現管程的動密封。
填料盤根對密封處的壓緊力通過壓緊螺母預緊產生,由于填料為彈塑性體,當受到軸向壓緊后,產生摩擦力致使壓緊力沿軸向逐漸減少,同時產生的徑向壓緊力使填料盤根緊貼在接管表面而阻止介質外漏。但在進行臥式泄漏試驗時,產品為臥式狀態,浮頭封頭接管與殼程封頭接管的套裝為間隙配合,浮頭封頭接管會受自重向下偏移,這時的填料盤根對密封區域環向的填充量是不均勻的,而此時可以通過壓緊螺母的預緊力使填料盤根達到密封效果。但若轉動殼體或立式起吊后,浮頭封頭接管與殼體封頭接管的環向間隙會發生變化,填料盤根的徑向填充無法滿足密封要求,導致管程與殼程聯通。所以在產品完成密封試驗以后,拆除填料盤根,待產品現場安裝完畢后,重新進行填料盤根的安裝以及壓緊螺母的預緊,并重新進行密封試驗檢測填料盤根的密封性。
3 結語
浮頭式換熱器有著高度的可靠性和廣泛的適應性,但是結構復雜,制造難度大。筆者通過對立式浮頭式換熱器的制造過程的跟蹤和服務,提出以上技術改進,這些改進易于實現而且提高質量。
[1]GB151-1999 .管殼式換熱器 .
[2]HG/T20584-2011 .鋼制化工容器制造技術規定 .
[3]許蕾 ,錢才富 ,劉久逸 ,劉志勝 . 浮頭換熱器管板熱應力分析 [J].壓力容器 ,2015,32(06): 55-60.
[4]周強 ,甘曉惠 .酸化液冷卻器試制 [J]. 壓力容器 ,1992, (06): 64-67.

TK17
A
1671-0711(2017)07(下)-0088-02
