
漏磁檢測技術大型常壓儲罐檢驗缺陷的數據分析及處理
2017-08-01 11:50:13謝駿辰
中國設備工程 2017年14期
關鍵詞:檢測
謝駿辰
(湖南省特種設備檢驗檢測研究院岳陽分院,湖南 岳陽 414014)
漏磁檢測技術大型常壓儲罐檢驗缺陷的數據分析及處理
謝駿辰
(湖南省特種設備檢驗檢測研究院岳陽分院,湖南 岳陽 414014)
本文介紹了漏磁檢測的工作原理、缺陷的評定方法、漏磁檢測儀簡介以及現場檢驗中的實際案例,以推廣漏磁檢驗技術,為從事檢驗的人員提供技術支持與幫助。
漏磁檢測技術工作原理;Floormap3DiM—儲罐底板腐蝕掃描系統;檢驗
常壓儲罐作為儲存類設備在石化企業中是很常見且重要的,其一旦發生泄漏將會直接威脅人們的生命安全,并造成極大的經濟損失。我國因常壓儲罐泄漏發生的事故屢見不鮮,如 4.06福建漳州 PX項目著火事故、6.27北京東方化工廠儲罐區爆炸事故以及 3.05西安煤氣公司液化石油氣儲罐爆炸事故。目前我國針對大型常壓儲罐底板的檢測方法普遍為針對焊縫進行磁粉、滲透、超聲等常規檢測。用常規檢測方法對罐底板母材進行全范圍檢測則耗時大、效率低、費用高。而罐底板母材因腐蝕穿孔是造成泄漏的主要原因之一。漏磁檢測技術的出現,既解決了底板表面涂層對檢測的影響又實現了對罐底板母材進行快速掃查,并能夠得到儲罐底板母材缺陷直觀的圖像記錄。
1 漏磁檢測技術的工作原理
因為空氣的磁導率比鐵磁性材料的磁導率低,如果在鐵磁性材料上有缺陷,那么磁感應線會先通過磁導率高的材料,當磁感應線經過缺陷下方時,會產生磁感應線被壓縮的現象。因同性磁感線彼此排斥而材料內又只能存在一定數目的的磁感應線,便造成部分磁感應線從缺陷中穿過,另一部分磁感應線進入空氣繞過缺陷后回到材料中,從而產生漏磁場。漏磁檢測便是通過儀器檢驗漏磁場的變化情況從而發現材料中的缺陷。
2 Floormap3DiM—儲罐底板腐蝕掃描系統簡介
Floormap3DiM 是英國銀翼公司研制出來的儲罐底板腐蝕檢測系統,由 64個通道,256個傳感器構成,掃描寬度 300mm,檢測速度 500mm/s,該系統氣隙磁阻傳感器技術(STARS技術)可區別上下表面缺陷,實現實時數據采集和分析。幫助檢驗人員確定最佳的維修方案并提高了基于風險的維護方案。系統報告軟件能夠自動繪制整個儲罐底板的圖形,用不同顏色表示腐蝕的程度并對腐蝕區域進行定位。還能在儲罐的底板圖上添加其他檢測手段檢出的缺陷,并將其體現在檢測報告中。軟件還具備對比覆蓋功能,通過后期檢測結果和前期的結果進行對比來判斷缺陷的變化情況,實現對儲罐進行長期的監測。
3 漏磁檢測技術實際檢驗案例分析
3.1 檢驗任務簡介
(1)項目名稱。中石化巴陵分公司煉油事業部T311原油儲罐罐底板漏磁檢測。
(2)設備參數(如表1)。
(3)施工機具。Floormap3DiM—儲罐底板腐蝕掃描系統。
3.2 檢驗前的準備
(1)清罐。進行漏磁檢測前應將儲罐進行排空、置換和清洗,測定罐內的氧氣含量并進行有毒氣體分析,使罐內環境達到可進行檢驗的條件。
(2)確認儲罐底板表面達到檢驗要求。罐底板表面應無液體、鐵銹、固體殘留物以及影響檢測的障礙物。
(3)確定基準點。先確定總基準點,并根據總基準點確定每塊板的基準點,以便確定缺陷位置以及后期總圖的拼接。
(4)對罐底板編號。板編號出現在報告軟件中,每一行按照垂直向下方向排列命名每行的行號,板編號按照從左至右的順序。通常第一行/第一塊板(Row1,Plate1)的板被定位在儲罐頂端最左側的那塊板上(對應儲罐基準)。每塊板的編號都應寫在該板的左上角。如果有環狀板存在,可能會出現混亂,常見的做法是在最終的報告中把板編號及環板的編號分別顯示。

表1
(5)設備調試。此次檢測的中幅板厚度為 6mm,需要攜帶 6mm對比板進行現場標定。確定標定合格并達到靈敏度后才可進入儲罐進行檢測。
3.3 掃查方法
(1)檢測時一般沿底板的長軸方向進行掃查并沿底板端部短軸方向進行一次掃查以消除檢驗盲區。
(2)應保持均勻的速度進行掃查。
(3)掃查過程中為確保不引起漏檢應保證相鄰掃查帶之間的重疊距離為 50mm。
3.4 漏磁檢測結果
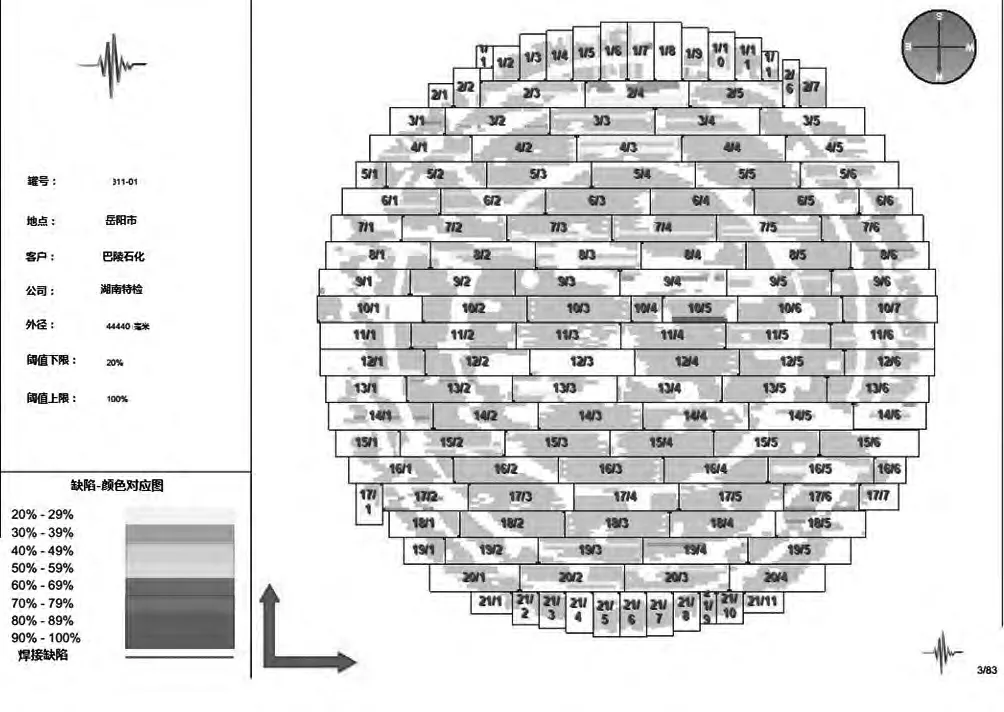
圖1 儲罐底板整體圖(顯示缺陷的整體情況)
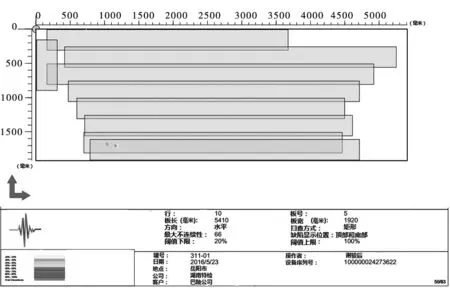
圖2 儲罐底板單視圖(顯示缺陷當量大小和位置)
該圖中用顏色對缺陷當量的大小進行了區分(當量范圍與顏色對應關系見圖1左下角)。通過該圖可直觀的了解該儲罐底板的腐蝕情況以及當量范圍。由于板材表面的各類凸起以及板邊緣產生的干擾信號都會產生偽缺陷,因此需要檢驗人員對每塊板的數據進行分析處理,并對可疑部位進行復驗消除偽缺陷。通過對每塊板進行數據分析發現第 10/5板中存在最大缺陷。現單獨對該板進行分析。
漏磁檢測經儀器分析所給出的是缺陷的當量,因為腐蝕的形狀大小和人工缺陷相比是有區別的,從而造成檢測結果所給出的當量值并不能精確確定缺陷的真實深度。而由于檢驗人員的操作手法以及儀器的測量誤差會造成檢測出的缺陷位置與實際位置產生偏差。因此需對儀器所發現缺陷部位進行復查驗證,復驗的目的在于確定缺陷的具體位置與實際大小。用目視和錘擊的方法可區分罐底板的上、下表面的缺陷。上表面缺陷可用焊檢尺測出缺陷深度;對于下表面缺陷,可用雙晶直探頭進行超聲檢測測量,確定缺陷的位置與深度。從圖2中可以看出此處最大缺陷當量為 66%。根據系統給出的缺陷坐標在儲罐底板上找到相應位置,通過宏觀檢查和超聲波檢測的方法對其進行復驗。本次檢驗通過現場復驗確認發現該處上表面存在腐蝕坑,經焊檢尺測量最深腐蝕坑深 3.2mm。證實檢驗結果真實有效。
4 結語
漏磁檢測技術在無損檢測領域雖不如磁粉、滲透、射線、超聲四項常規檢測手段應用廣泛,但不可否認漏磁檢測技術已在常壓儲罐罐底板檢測以及壓力管道內檢測方面已取得了重大的成果。漏磁檢測發展至今已趨于成熟,漏磁檢測設備更是日益完善,以Floormap3DiM—儲罐底板腐蝕掃描系統為例,其檢測結果的真實性、準確性在實際檢測中都已得到驗證。檢驗人員在實際檢測過程中應嚴格按照操作規程進行。只有保證罐底板達到作業要求,選擇合適的儀器參數,確定正確的掃查方法,進行嚴謹的數據分析才能得到準確的檢測結果。
[1]中國特種設備檢驗協會漏磁檢測培訓講義,2014,09.
[2]科海恒生 Floormap3DiM 產品介紹 .
[3]JBT10765-2007無損檢測常壓金屬儲罐漏磁檢測方法.
TE973.6
A
1671-0711(2017)07(下)-0106-02
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
