閥控式熔體微分3D打印機工作特性的研究
2017-08-02 01:42:02焦志偉遲百宏劉曉軍楊衛民
中國塑料 2017年7期
熊 韓,焦志偉*,遲百宏,劉曉軍,楊衛民
(1.北京化工大學機電工程學院,北京100029;2.北京衛星信息工程研究所,北京100086)
機械與模具
閥控式熔體微分3D打印機工作特性的研究
熊 韓1,焦志偉1*,遲百宏2,劉曉軍1,楊衛民1
(1.北京化工大學機電工程學院,北京100029;2.北京衛星信息工程研究所,北京100086)
提出一種可實現多種塑料顆粒直接打印的閥控式熔體微分三維(3D)打印機,運用多相流及動網格技術對閥腔內非牛頓流體的擠出過程進行數值模擬。結果表明,擠出流量與閥針下移速度、閥針/閥腔直徑比均呈正相關關系,且閥針距噴嘴越近、直徑比越大,流量波動越大;最佳閥針最大運動距離為0.5~1mm;閥針運動速度/閥腔背壓比大于0.5時,熔體出現倒流現象;精確控制各工藝參數可實現穩定按需擠出,提高成型件精度。
三維打印;熔體微分;閥控系統;動網格技術
0 前言
3D打印技術也稱增材制造技術,具有可制備復雜曲面制品、近凈成型、數字化設計與制造等特點,已成為先進制造技術領域中最重要的研究方向[1-2]。熔融沉積成型技術(FDM),如圖1所示。因其原理簡單、耗材利用率高、價格低廉等優點,成為應用最為普遍的3D打印成型技術[3-4]。而現有FDM 3D打印原理在耗材種類和耗材形態仍存較大限制[5]。例如,現有3D打印設備采用線條形耗材對齒式的供料方式,當輸送壓力超過線條形耗材的屈曲值時耗材發生彎曲,無法建立背壓,導致打印故障產生。
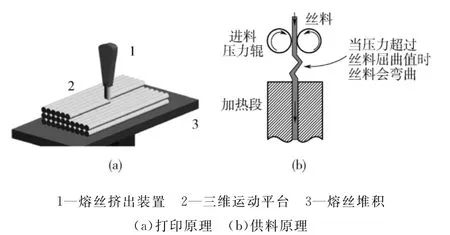
圖1 熔融沉積成型打印原理及其供料原理示意圖Fig.1 Schematic diagram of the principle of molten deposition and its feeding principle
本文提出一種閥控式熔體微分3D打印機,創新采用精密螺桿式的物料塑化與供料原理、快速響應的開關閥式料流控制方式以及壓力閉環自平衡系統精確控制微絲尺寸,不僅可以打印剛性聚合物材料,如丙烯腈-丁二烯-苯乙烯共聚物(ABS)、聚乳酸(PLA)及軟彈性材料熱塑性聚氨酯彈性體(TPU)等材料的打印要求,而且解放了對耗材形態的要求,可以直接加入原本的聚合物粒料,省去耗材的二次拉條加工,極大地降低了耗材成本。
1 熔體微分3D打印技術
1.1 熔體微分3D打印機成型過程原理
熔體微分3D打印是基于FDM的一種成型工藝,其成型過程包括耗材熔融、按需擠出、堆積成型3部分。如圖2所示,熱塑性粒料在機筒中加熱熔融塑化后,并由螺桿建壓、輸送至熱流道;熔體經熱流道均勻分配至各閥腔中,閥針在外力作用下開合,將熔體按需擠出噴嘴,形成熔體“微單元”。
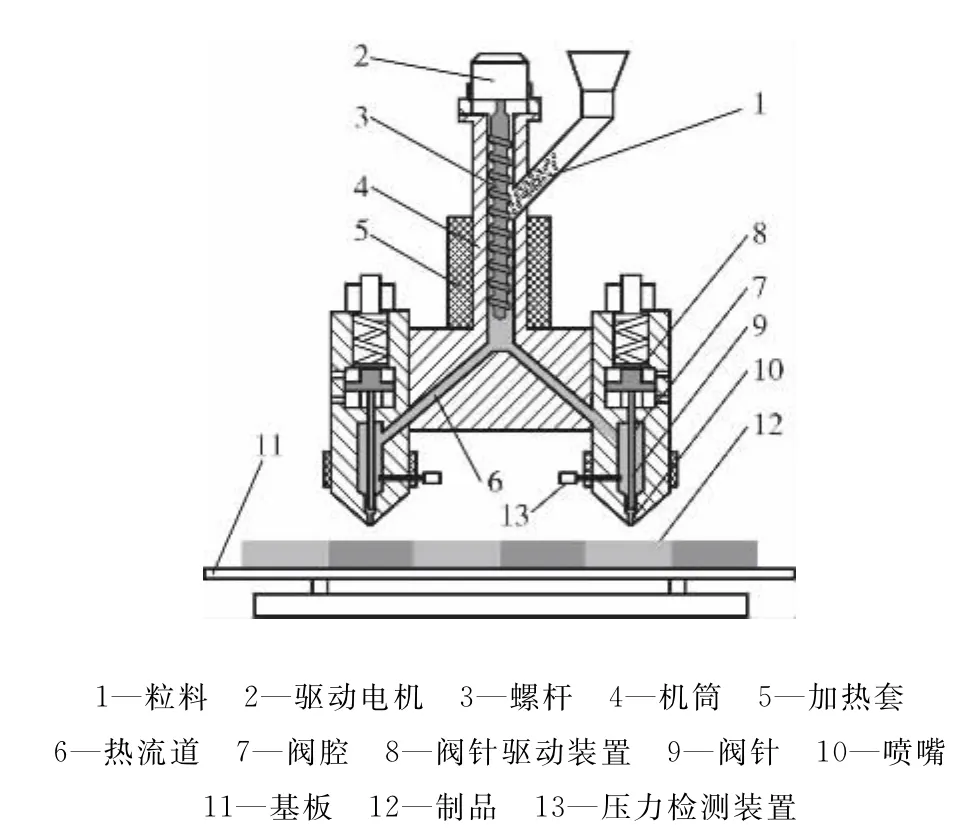
圖2 熔體微分3D打印工作原理圖Fig.2 Schematic diagram of melt differential 3Dprinting
該熔體微分3D打印機采用螺桿式供料裝置,可以加工熱塑性粒料及粉料,避免了絲狀耗材的打印局限,擴展了熔融堆積類3D打印的應用范圍;采用針閥式結構作為熔體擠出控制裝置,避免了敞開式噴嘴容易流涎的缺點,通過控制閥針開合,能夠精確控制熔體的擠出流量和擠出時間,提高熔體“微單元”的精度。
針對快速成型閥控式擠出過程的數值模擬,盧凌鋒[6]采用Fluent軟件模擬了閥針運動對出口流速的影響,并通過設定入口流速波動曲線實現微滴噴射的模擬;周詩貴[7]采用Fluent軟件模擬了壓電驅動膜片變形實現微滴噴射的模擬;彭先安[8]采用Flow-3D軟件模擬了撞針往復運動過程中膠液的流動情況,并對噴射過程的回流現象進行了分析。但相關研究主要針對具有恒定黏度和表面張力的膠體類材料,而對于黏度受溫度及剪切影響極大的聚合物熔體的模擬分析鮮有涉及。
本文采用Fluent軟件模擬聚合物熔體在背壓和閥針運動共同作用下的流動情況,并對相關參數的影響進行分析,為提高模擬準確性,采用的設定模塊包括:
(1)動網格技術;
(2)流體體積函數模型(VOF);
(3)黏彈性流體本構方程參數設定。
1.2 熔體擠出過程動力學分析
根據岳海波[9]對噴射點膠過程的流體動力學分析以及李志江[10]對塑料液滴噴射技術的研究,當閥針運動時,噴嘴上端和噴嘴內的熔體的流動為受到背壓產生的靜壓以及閥針運動產生的動壓相疊加的壓差流動。當閥針向上運動時,其熔體流速分布圖如圖3(a)所示。閥腔內熔體的流速分布為向下的壓差流動與向上的拖曳流動之差,噴嘴上緣則為靜壓壓差流動與動壓壓差流動之差。當閥針運動速度過快,背壓較小時,會引起噴嘴處空氣倒灌閥腔的現象。當閥針向下運動時,其熔體流速分布圖如3(b)所示。閥腔內熔體的流速分布為向下的壓差流動與向下的拖曳流動之和,噴嘴上緣則為靜壓壓差流動與動壓壓差流動之和。當閥針運動速度過快時,會出現熔體噴射的現象。
通過上述分析發現,當針閥往復運動時,噴嘴上緣的壓力值處于不穩定狀態,會對熔體擠出流量及流速產生較大影響,影響精度控制。通過分析可得知,閥腔直徑(c)、閥針直徑(v)、閥針最大移動距離(Lv)、噴嘴直徑(n)、噴嘴長度(Ln)等參數均會對熔體的流動產生影響。相關幾何參數如圖4(a)所示。由于n、Ln對熔體流量的影響可通過Hagen-Poiseuille公式確定,因此幾何參數方面主要分析c、v、Lv對熔體流量的影響。
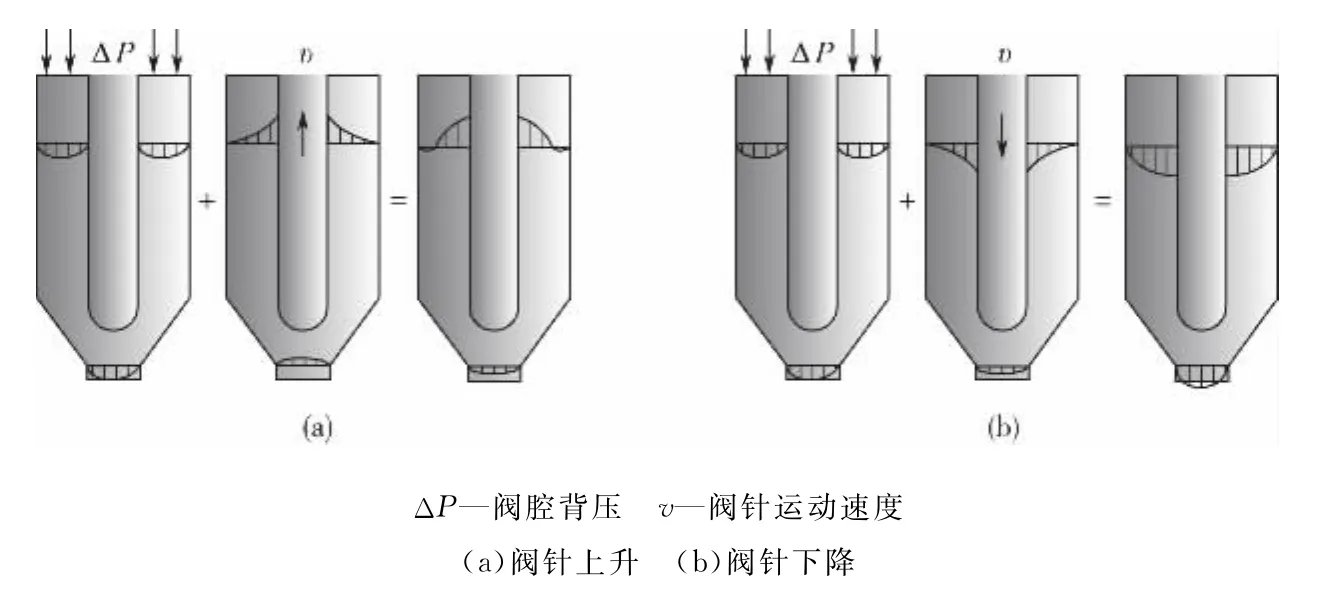
圖3 閥針上升時熔體流速分布圖Fig.3 Distribution of melt flow velocity when valve needle is raised
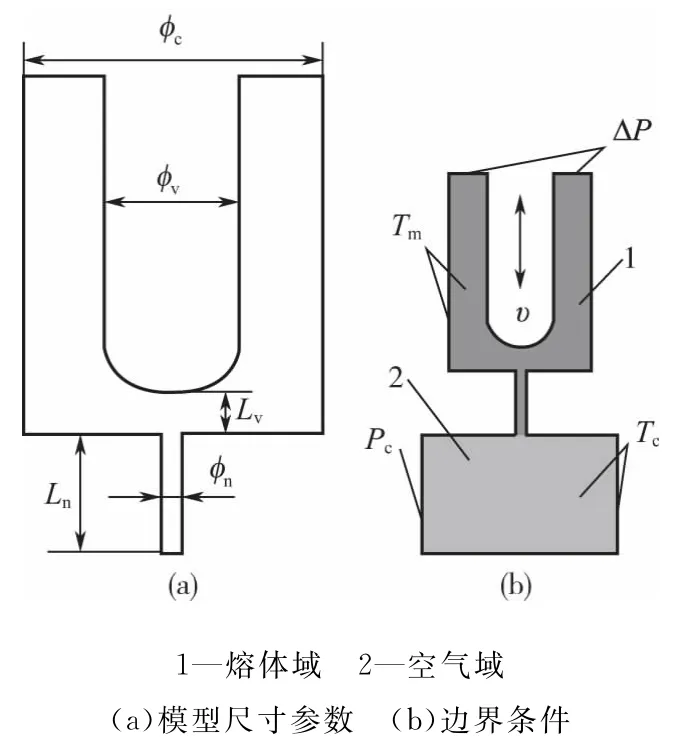
圖4 物理模型及參數變量Fig.4 Physical model and parameter variables
選用高熔體流動速率聚丙烯(PP)6820為研究對象,其密度為0.9g/cm3,相對分子質量約為100000。圖4(b)為計算模型方案及邊界條件。設定初始條件為:閥腔及噴嘴內充滿熔體,噴嘴外部為空氣域。根據相關實驗數據,設定閥腔背壓ΔP為2MPa;閥腔邊界、噴嘴邊界及外端、熔體溫度為230℃;空氣域壓力為零,溫度為23℃。其測試參數以及變量值如表1所示。
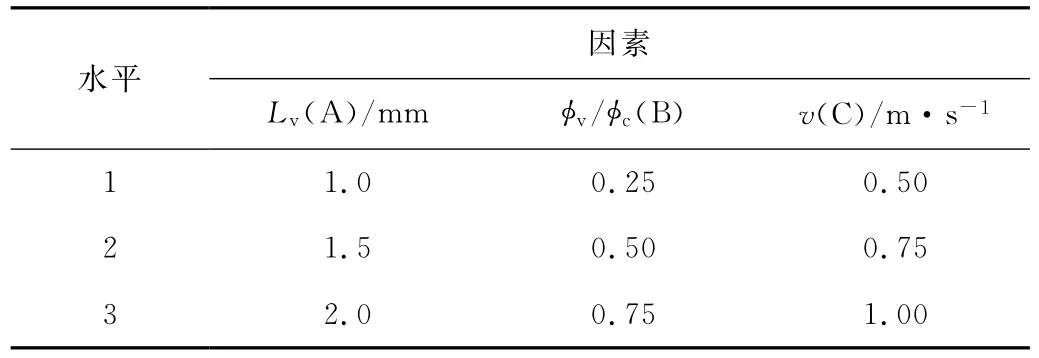
表1 測試參數及變量值表Tab.1 Test parameters and variable values table
2 模擬結果與分析
2.1 閥針運動速度對熔體擠出的影響
設定c=4mm、v=2mm、閥針/閥腔直徑比v/c=2,Lv=2mm,其材料及邊界條件設定如上述設定。
圖5為閥針在不同運動速度下,從最大位移處運動到噴嘴閉合處的熔體擠出量。其中圖5(a)為閥針運動速度v=0m/s時,熔體僅靠ΔP時的擠出流量,設定擠出時間為0.002s;圖5(b)、(c)、(d)的v分別為0.5、0.75、1.0m/s,對應的擠出時間分別為0.004、0.00267、0.002s。圖6為v變化時噴嘴處的流量波動情況。
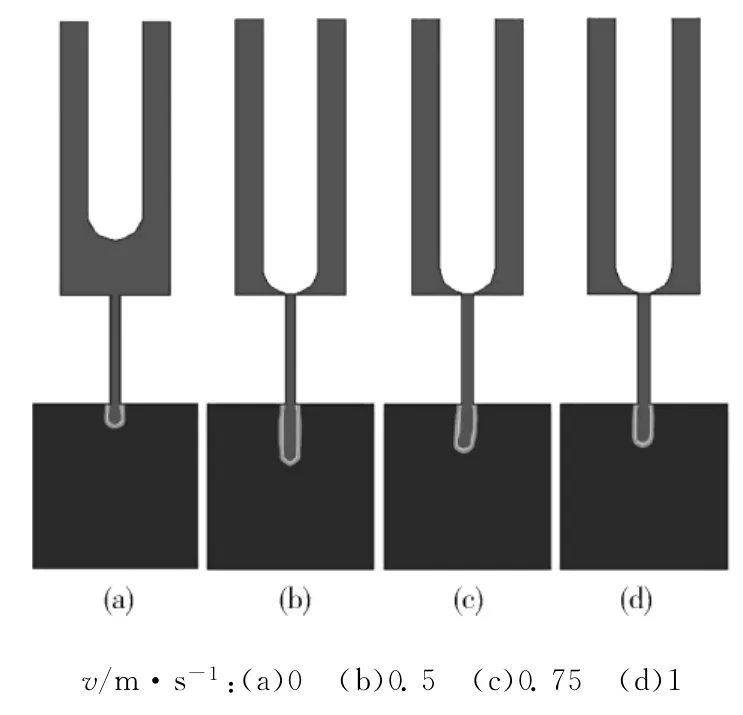
圖5 v變化時熔體擠出流量示意圖Fig.5 The extrusion flow at different v
從圖6可以看出:
(1)熔體擠出流量隨著v的升高而增大;
(2)當v=0m/s時,初始處流量有微小波動,隨后保持穩定流動;
(3)當閥針距噴嘴較遠時,噴嘴處流量緩慢增加,流量波動平穩;當閥針距噴嘴較近時,噴嘴處流量急速增加,直至閥針關閉噴嘴,流量降為零;
(4)當閥針靠近噴嘴時,v越大,對熔體擠出流量的擾動越大。
在去掉閥腔背壓對熔體流量的影響值后,分析閥針在不同位置處熔體流量的波動情況,如圖7所示。可以發現:
(1)閥針移動到朝噴嘴約前3/4部分,流量波動較小且流量與v成正相關關系;
(2)當距離噴嘴約0.5mm時,流量大幅增加,但當v較低時,波動較緩,因此可以考慮當閥針運動到距離噴嘴較近位置時,降低v的值,從而減小流量波動,增強擠出流量的調控能力。
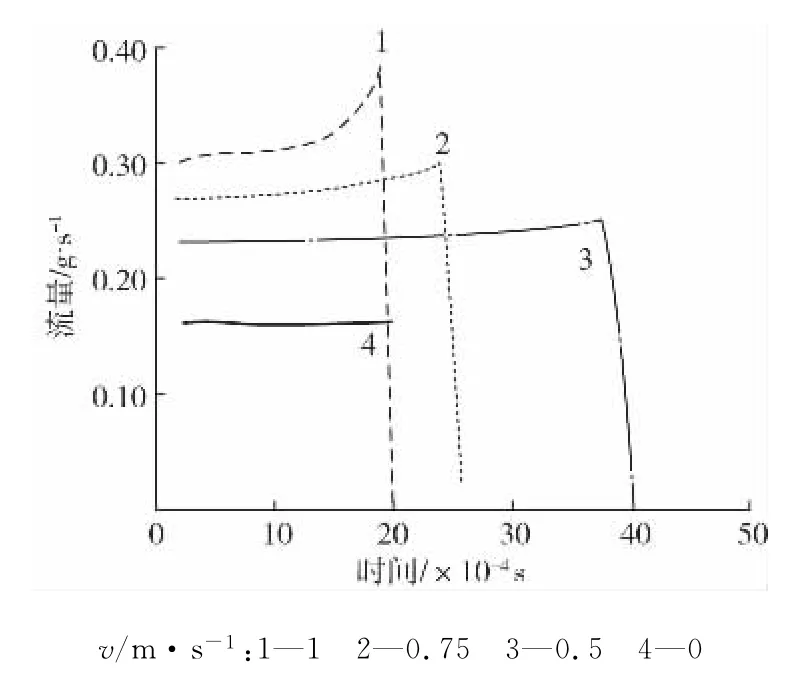
圖6 v變化時噴嘴處流量變化情況Fig.6 The flow rate at nozzle at different v
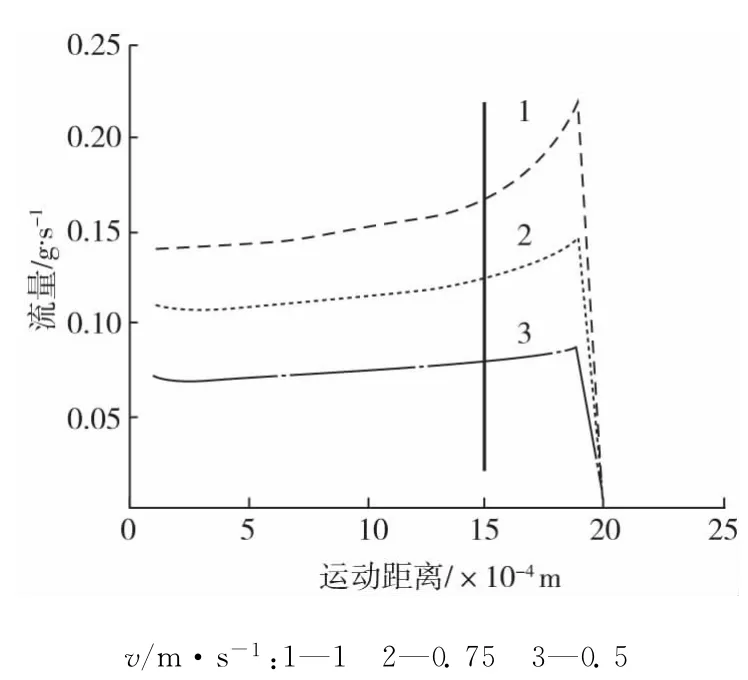
圖7 閥針在不同位置處噴嘴處流量變化情況Fig.7 The flow rate at nozzle at different valve needle motion position
2.2 Lv對熔體流量的影響
當閥針在最大位置處,熔體在閥腔背壓的作用下穩定擠出。通過分析Lv對熔體流量的影響,找到對穩定流動影響最小的Lv。設定Lv分別為0.1、0.3、0.5、 1、2mm;擠出時間為0.005s;其他參數按照初始邊界條件設定。
由圖8可以看出:當Lv小于0.5mm時,熔體流量隨著Lv的減小而減少;Lv大于0.5mm時,熔體流量沒有明顯變化。證明閥針距離噴嘴過近,會阻塞熔體流動,影響3D打印效率。因此,在本文的設定尺寸下,Lv應大于0.5mm;但Lv過大會延長閥關閉、開合時間,因此Lv設定為0.5~1mm為最佳。
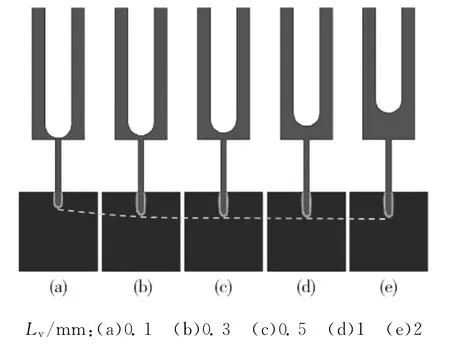
圖8 Lv對熔體流量的影響Fig.8 Influence of Lvon melt flow
2.3v/c對熔體流量的影響
v/c影響閥腔中熔體的拖曳流動。設定:v/c分別為0.25、0.5、0.75。采用前兩段論證的最優結果,Lv為1mm、v為0.5m/s。
圖9為v/c對熔體流量的影響,圖10為不同v/c流量變化情況,可以看出:
(1)當v不變時,隨著v/c的增加,熔體流量增加,但不符合線性增長規律;
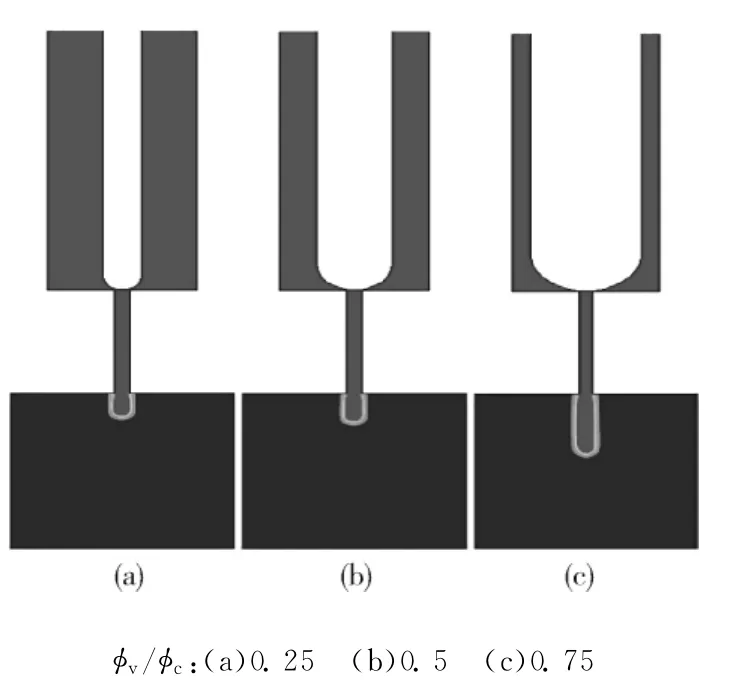
圖9 v/c對熔體流量的影響Fig.9 Influence of the diameter ratio betweenvandcon the melt flow rate
(2)當v較小,v/c為0.25時,流量波動較小;當v/c比為0.75,且閥針離噴嘴較近時,流量有下降趨勢,說明v/c較大時,對阻塞熔體流動。
(3)當v/c較小時,對熔體流量影響較小,能夠提高3D打印精度。
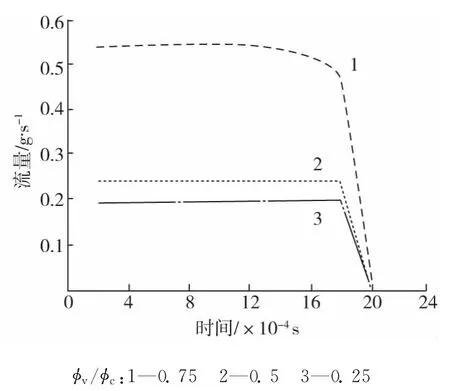
圖10 不同v/c流量變化情況Fig.10 Melt flow rate at different diameter ratio betweenvandc
2.4 v/ΔP對熔體擠出的影響
當閥針開啟時,剪切流動和壓差流動方向相反,當v/ΔP較大時,可能出現熔體倒流,空氣進入閥腔的現象。v較小時,可以減少剪切流動對熔體總體流動的影響。設定:v為1mm,Lv為1mm,v為0.5m/s,ΔP分別為1、2、3MPa。其v/ΔP分別為0.5、0.25、0.167。圖11為不同v/ΔP下熔體流量,可以看出,在v/ΔP為0.5時,熔體出現倒流情況,空氣進入噴嘴。圖12為不同v/ΔP熔體流量變化情況,可以看出:
(1)熔體流量隨著v/ΔP的增大而減小,當v/ΔP大于0.5時,熔體出現倒流現象;因此,為避免倒流現象,應增大ΔP或減小v;
(2)隨著閥針的上升,流量逐漸增大,上升至約0.5mm時,流量保持平穩,與之前分析一致。
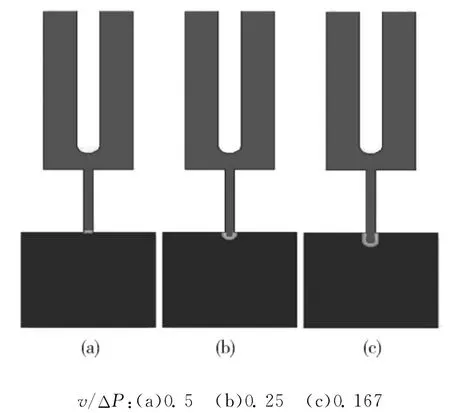
圖11 v/ΔP比對熔體流量的影響Fig.11 Influence of the ratio between vand ΔPon melt flow rate
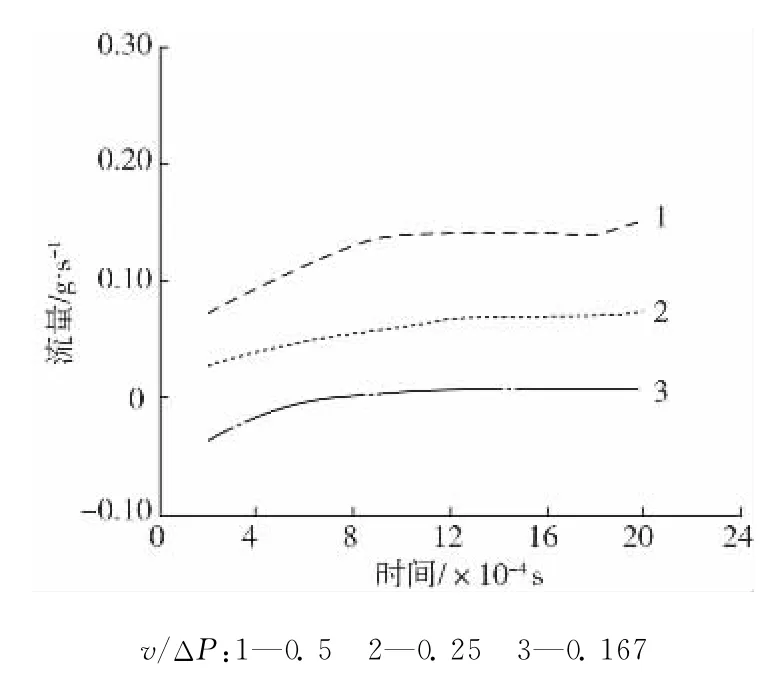
圖12 不同v/ΔP熔體流量變化情況Fig.12 Melt flow rate at different ratio between vandΔP
3 結論
(1)閥控式熔體微分3D打印機不僅可以打印剛性聚合物材料,還可適應軟彈性材料TPU等的打印要求,并可實現顆粒料直接打印,解放了對耗材形態的要求,進一步降低了耗材成本;
(2)熔體微分3D打印機工作特性取決于各參數共同作用:擠出流量與v、v/c均呈正相關關系,且閥針距噴嘴越近、v/c越大,流量波動越大,可選擇直徑較小的閥針,且在臨近到達噴嘴位置時,通過降速實現穩定擠出;Lv小于0.5mm時,會對熔體擠出產生阻塞作用,Lv過大時,會延長閥開合時間,一般Lv設定0.5~1mm為最佳;v/ΔP大于0.5時,熔體出現倒流現象。
[1]王 位,陸亞林,楊卓如 .三維快速成型打印機成型材料[J].鑄造技術,2012,33(1):103-105.Wang Wei,Lu Yalin,Yang Zhuoru.Molding Material of Three-dimensional Rapid Prototyping Printer[J].Foundry Technology,2012,33(1):103-105.
[2]顏永年,張人佶 .快速成型技術的功能集成研究[J].中國機械工程,1997,8(5):13-15.Yan Yongnian,Zhang Renji.Study on Functional Integration of Rapid Prototyping Technology[J].China Mechanical Engineering,1997,8(5):13-15.
[3]Nallani A K,C hen T,H ayes D J,et al.A Method for Improved VCSEL Packaging Using MEMS and Injection Technologies[J].Journal of Lightwave Technology,2006,24(3):1504-1512.
[4]Sood A K,Ohdar R K,Mahapatra S S.Parametric Appraisal of Mechanical Property of Fused Deposition Modelling Processed Parts[J].Materials &Design,2010,31(1):287-295.
[5]遲百宏,謝利楊,高曉東,等.FDM工藝中構建取向對塑料制品力學性能的影響[J].塑料,2015,44(4):40-42.Chi Baihong,Xie Liyang,Gao Xiaodong,et al.Effects of Build Orientation in FDM Technology on Mechanical Properties of Plastic Products[J].Plastics,2015,44(4):40-42.
[6]岳海波 .用于微電子封裝的噴射點膠閥的研發[D].哈爾濱:哈爾濱工業大學機械工程學院,2010.
[7]李志江 .基于液滴噴射技術的塑料增材制造系統研究與開發[D].北京:北京化工大學機電工程學院,2015.
[8]盧凌鋒 .氣動閥控式噴頭微滴噴射仿真分析與實驗研究[D].杭州:浙江工業大學機電工程學院,2015.
[9]周詩貴 .壓電驅動膜片式微滴噴射技術仿真分析與實驗研究[D].上海:上海交通大學機械與動力工程學院,2013.
[10]彭先安.面向高性能LED封裝的氣動噴射閥噴膠性能研究[D].長沙:中南大學機械工程學院,2014.
國家重點研發計劃 重點基礎材料技術提升與產業化重點專項項目聚合物材料的輕量化技術(2016YFB0302200)
隨著我國航天航空、國防、能源、交通、包裝、電器、運動器械等行業的快速發展,對輕量化的高性能材料需求越來越迫切。具有優異機械性能和絕熱、隔音、絕緣、緩沖等特性的高性能聚合物發泡材料及其制造技術受到廣泛關注,可以為眾多關系國計民生的行業提供優質的輕質基礎原材料。
采用以二氧化碳(CO2)和氮氣等為代表的超臨界流體作為環境友好和安全易用的發泡劑進行聚合物輕量化材料制備,屬于綠色制造新技術。工業和信息化部發布的《產業關鍵共性技術發展指南(2015年)》中明確提出“超臨界二氧化碳發泡塑料制品產業化技術”是優先發展的產業關鍵共性技術。超臨界流體發泡工藝具有飽和時間短、成核速率高、泡孔尺寸小、泡孔密度高且泡孔形態容易控制等特點,被廣泛應用于制備微孔甚至納孔材料,近20年發展迅速,已由理論和實驗研究陸續轉化為工業化生產技術。
本項目運用綠色高效發泡工藝,開展聚合物輕量化的應用基礎-共性技術-產業化示范的“一條鏈式”研究,并主要針對油氣儲運專用高強度聚氨酯絕熱材料制備和超臨界流體發泡聚丙烯、聚酯、聚酰胺和聚氨酯彈性體(TPU)等熱塑性聚合物,從發泡原材料體系、發泡工藝、發泡設備、發泡材料結構-性能調控及制件成型等各方面開展系統深入的研究工作,為高性能聚合物發泡材料制備的“優化、強化和工程化”提供理論和技術支撐,形成具有自主知識產權的系列聚合物發泡材料先進制造技術,并進行產業化示范。
項目圍繞“聚合物及其復合材料體系的多層次多尺度結構設計、發泡過程與發泡體結構-性能關系”、“超臨界流體、聚合物及其復合材料體系的混合及熱/質傳遞過程強化”等重要科學問題,設置了應用基礎研究課題“超臨界流體發泡聚合物過程及發泡材料結構-性能調控”和“反應與發泡過程耦合制備聚合物發泡材料及其結構-性能調控”,采用多尺度分子模擬、實驗研究、過程模擬相結合的手段,設計性能優異的發泡原材料結構,測定發泡體系基礎數據,控制發泡過程熱力學和動力學變化,協調匹配聚合物力學狀態/性質、反應/原位復合與氣泡的成核和生長等過程,形成發泡材料結構-性能調控策略等。關鍵共性技術課題“連續發泡過程及其發泡材料成型的關鍵技術”和“間歇發泡過程及其發泡材料成型的關鍵技術”,將主要解決增強結構填料在黏度動態變化的聚合體系中界面浸潤、高效均勻分散、發泡體受限生長以及超臨界流體釜壓、模壓和連續擠出發泡的工藝優化和關鍵設備,以及隔熱材料/增強材料與聚合物發泡體的復合、發泡珠粒/片材的低能耗模塑成型等技術,形成高效間歇發泡和可控連續發泡的創新技術。產業化示范課題“高性能聚合物發泡材料制備的產業化示范及應用”重點進行發泡過程工程放大規律研究,優化工程實施方案,建立系列示范裝置,開展發泡材料及其制品性能測試和評估、應用領域拓展等工作。
項目及課題牽頭單位分別為華東理工大學、浙江大學、北京化工大學和北京工商大學,在高熔體強度發泡原材料制備、超臨界CO2與聚合物相互作用、連續/間歇發泡過程關鍵工藝和設備、泡孔結構-性能調控等方面,多年來已開展了與國際同步的高水平研究;項目參與單位浙江浦森新材料科技有限公司、無錫會通輕質材料股份有限公司、浙江新恒泰新材料有限公司、河北格瑞爾斯塑機制造有限公司、山東道恩高分子材料股份有限公司、中石化北京化工研究院、上海越科復合材料有限公司等均為聚合物發泡材料生產與應用的龍頭和創新企業,擁有國內領先的技術、產品以及市場份額。
通過本項目實施,將建設年產5000m3的高強度聚氨酯絕熱材料生產裝置,釜壓發泡聚丙烯珠粒、模壓發泡聚丙烯和TPU微孔片板材、連續擠出發泡寬幅聚丙烯片板材等系列千噸級超臨界CO2發泡熱塑性聚合物工業生產裝置,相關發泡材料性能指標達到國際先進,應用于液化氣儲運、汽車、包裝、新能源、家電、運動器材等領域,并拓展在航天航空、電子材料、高鐵等領域的應用。本項目將促進塑料加工業的結構調整,大幅提升我國聚合物發泡生產企業技術水平和競爭力,推動我國聚合物發泡產業的轉型升級,保障其健康可持續發展。項目發展和創新的聚合物發泡理論方法和關鍵共性技術,以及形成和建設的發泡過程裝置/系統、產業化工程方案和產品市場開發模式都具有普遍意義,可以指導并應用于眾多品種熱塑性聚合物及熱固性聚合物的高性能發泡材料制備。
Study on Operating Characteristics of Valve Controlled Melt Differential 3DPrinters
XIONG Han1,JIAO Zhiwei1*,CHI Baihong2,LIU Xiaojun1,YANY Weiming1
(1.Mechanical and Electrical Engineering,Beijing University of Chemical Technology,Beijing 100029,China;2.Beijing Research Institute of Satellite Information Engineering,Beijing,100086,China)
This paper presented a valve-controlled melt differential pellet 3Dprinter used for direct print with a variety of plastic particles and also simulated the extrusion process of non-Newtonian fluid in the valve cavity by using a multiphase flow and a dynamic grid technique.It was found that there is a positive correlation between extrusion flow rate and downward speed of the valve needle as well as between the ratio of valve needle and valve cavity diameters.The closer the valve needle to the nozzle,the greater the diameter ratio,and the greater the fluctuation of flow rate.The optimal valve needle movement distance could be determined as 0.5~1mm.Moreover,the extrusion flow rate was improved with an increase of the ratio of the valve and valve cavity diameters.The larger the diameter ratio,the greater the fluctuation of flow rate.The melt exhibited a back flow phenomenon,when the ratio of the valve needle movement speed and back pressure was greater than 0.5.When the process parameters were accurately controlled,the steady extrusion could be realized and the precision of molded parts could be improved.
three dimensional printing;melt differential;valve-controlled system;dynamic grid technology
TQ320.66+9
B
1001-9278(2017)07-0126-06
10.19491/j.issn.1001-9278.2017.07.021
2017-03-15
國家自然科學基金青年基金資助項目(51403014);廣東省省級科技計劃項目(2016B090915001)
*聯系人,jiaozw@mail.buct.edu.cn
