數控車床加工螺紋的必備知識和基本操作技術
2017-08-09 20:51:34戴愛瑜
農機使用與維修 2017年8期
戴愛瑜

摘 要:在數控車床上加工螺紋,必須對螺紋幾何參數、指令格式、起點終點、走刀軌跡、多刀切削等螺紋基礎知識和操作技術全面把握,才能加工出合格螺紋。
關鍵詞:幾何參數;螺紋指令;走刀軌跡
中圖分類號:G712 文獻標識碼:A
doi:10.14031/j.cnki.njwx.2017.08.005
Abstract:In the CNC lathe processing thread, we must grasp the thread geometry parameters, instruction format, starting point and end point tool path, cutting knife and other thread of basic knowledge and technique, to produce qualified thread.
Keyword:geometric parameter;thread instruction;tool path
螺紋在數控車床上加工方便快捷,質量易滿足要求。必須從五個方面熟練掌握數控車床的螺紋加工知識和操作技術:螺紋幾何參數、螺紋加工指令格式、螺紋加工起點和終點、螺紋刀具走刀軌跡、螺紋加工多刀切削。
1 螺紋的幾何參數
普通螺紋有左旋螺紋和右旋螺紋之分,左旋螺紋應在螺紋標記的末尾處加注“LH”,未注明的是右旋螺紋。螺紋的幾何參數主要是徑向參數,軸向只有螺距P,導程Ph (Ph=P×N,N——表示螺紋頭數),徑節P/2(中徑上的軸向牙長或槽長)。徑向尺寸參數有:(1)螺紋大徑(D、d),即是公稱直徑;外螺紋大徑在螺紋加工前通過車削外圓得到,該外圓的實際直徑通過其大徑公差帶確定或用中徑公差帶控制。(2)螺紋中徑(D2 、d2 ), D2(d2)=D(d)-(3H/8)×2=D(d)-0.6495P;在數控車床上,螺紋中徑通過控制螺紋的削平高度(由螺紋車刀的刀尖體現)、牙型角、牙型高度和底徑等綜合控制。(3)螺紋小徑(D1 、d1)和牙型高度(h),D1(d1)=D(d)-(5H/8)×2=D(d)-1.08P,h=5H/8=0.54125P,取h=0.54P。(4)螺紋編程直徑和總切削深度的確定,d′=d-1.1~1.3P ;D′=D-P(車削塑性金屬),D′=D-1.05P(車削脆性金屬)。在編程小徑的經驗公式中,已考慮到了部分直徑公差的要求;考慮螺紋公差要求與螺紋切削過程對大徑的擠壓作用,編程或切削過程中外螺紋大徑應比公稱直徑小0.1~0.3 mm。
2 螺紋加工指令的格式和螺紋加工的起點和終點
圓柱等螺距螺紋切削循環指令。G92(FANUC系統)指令格式:G92 X(U)_ Z(W)_ F Q_;式中:X(U)_ Z(W)_ ——螺紋切削終點處B的坐標,U與W后面的數值為終點B相對于起點A的相對坐標,單位mm;F——螺紋導程(F=Ph),單位mm;Q——螺紋分度,數值單位0.001°,2線螺紋編程數值分別是:0和180000;3線螺紋編程數值為:0、120000和240000。螺紋導程和螺距關系如圖1所示。
3 螺紋刀具的走刀軌跡
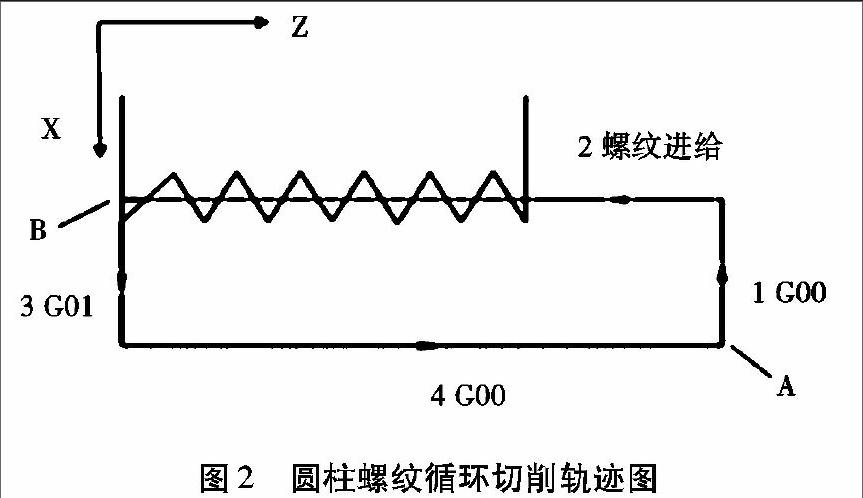
固定循環G92指令的編程軌跡(如圖2所示):圓柱螺紋循環軌跡圖。A點既是循環起點也是編程起始點,B點為編程終點;軌跡分為4段:第1段是G00速度,螺紋車刀不允許碰到工件,也即是車刀左側面離工件右端面保持至少(2~3)P的距離,也為了開始階段的螺紋尺寸準確,這是導入距離δ1;第2段為螺紋進給,主軸每轉1圈刀具走1個導程,但是本段的結束點必須落到1個螺距多的退刀槽中心,既保護了刀尖,又使螺紋結束階段的螺紋尺寸準確,這包含導出距離δ2;第3段為G01的速度;第4段為G00速度。
4 螺紋加工的多刀切削
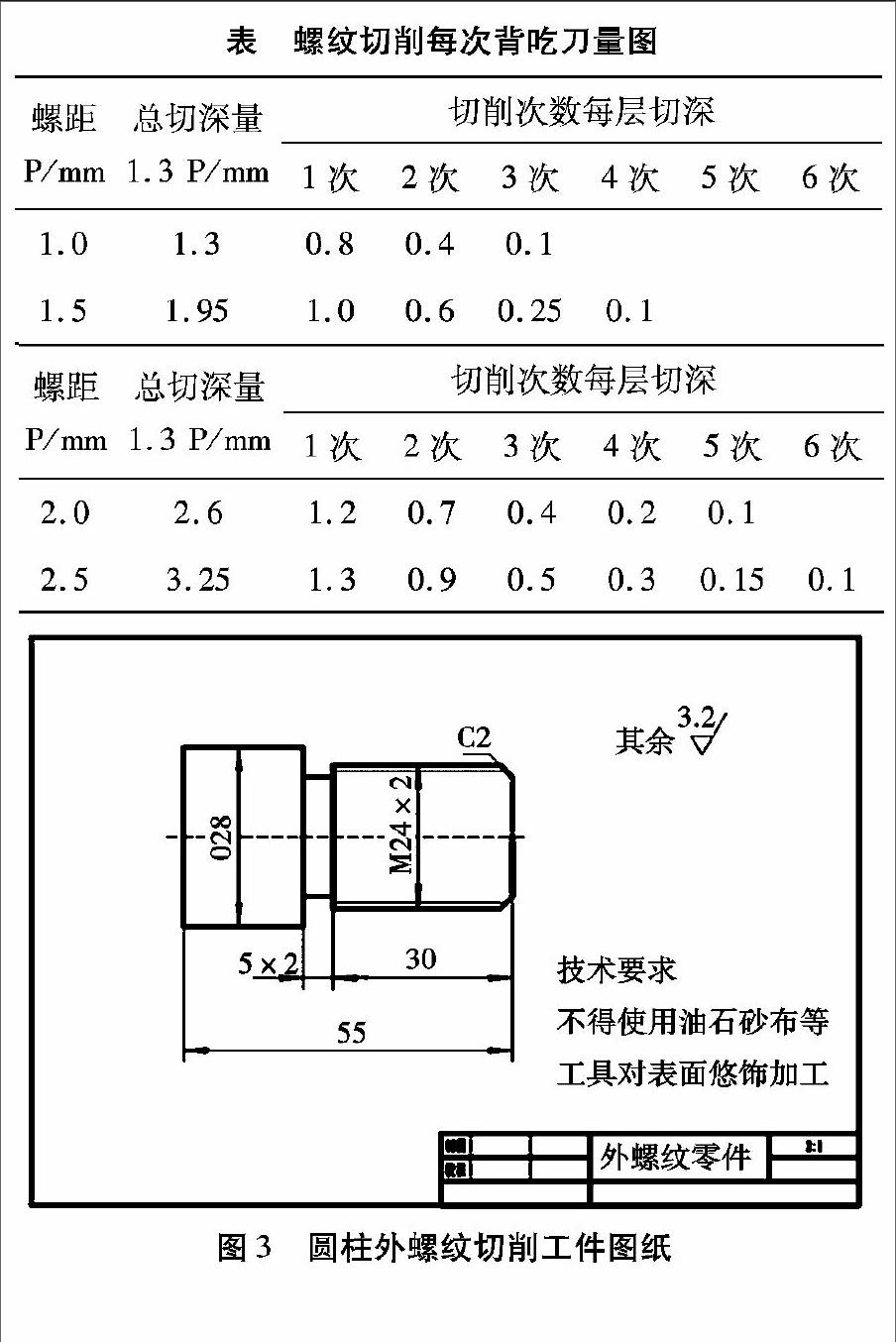
如果螺紋螺距較大或牙型較深,必須多次吃刀,也即是用G92多次循環進給。每次進給的背吃刀量是實際牙型高度減去精加工背吃刀量所得的差,按遞減規律分配每次的背吃刀量(如表所示),擷取部分螺紋進給次數和實際背吃刀量(直徑值)作為參考。
5 圓柱外螺紋加工實例(如圖3)
(1)看清圖樣要求,車螺紋前外徑d=24-2×0.2=23.6,計算螺紋尺寸,d1=d-2h=d-2×0.65P=24-2×0.65×2=21.4 mm。(2)編寫并檢查程序,用螺紋切削循環(G92)車削螺紋部分。(3)裝夾毛坯,伸出長度(限位尺寸+刀寬+工件總長,即10+3+55=68 mm)。(4)裝刀及試切對刀(使用3把高速鋼刀:一把90°偏刀,一把60°螺紋刀,一把3 mm切斷刀)。(5)檢驗對刀無誤后,進行切削加工。(6)加工完畢,測量檢查各部分尺寸并交驗。(7)參考程序如下:
參考文獻:
[1] 沈建峰.數控機床編程與操作(數控車床分冊)[Z].北京:中國勞動社會保障出版社,2012.