卸船機設(shè)備箱形梁焊接工藝分析及質(zhì)量控制探討
2017-08-10 02:35:21
中國設(shè)備工程 2017年15期
(南京港港務(wù)工程公司,江蘇 南京 210000)
卸船機設(shè)備箱形梁焊接工藝分析及質(zhì)量控制探討
冷海翔
(南京港港務(wù)工程公司,江蘇 南京 210000)
卸船機設(shè)備箱形梁焊接質(zhì)量要求十分嚴格,在焊接時要嚴格的按照施工工藝與技術(shù)標準進行施工,通過對箱形梁的結(jié)構(gòu)及焊接方法進行分析,并對焊接的接口、焊接的參數(shù)與焊接的工藝等進行了探討,最后對箱形梁焊接的質(zhì)量與焊接的檢驗內(nèi)容等進行了討論。
卸船機;箱形梁;焊接工藝
箱形結(jié)構(gòu)是一種穩(wěn)定性能好、結(jié)構(gòu)承載性能高的鋼架結(jié)構(gòu),在一些大型機械設(shè)備中經(jīng)常用到的鋼結(jié)構(gòu)形式。在卸船機設(shè)備的制作和安裝中,鋼結(jié)構(gòu)箱形梁結(jié)構(gòu)具有十分重要作用,它的承載性好,便于對貨物進行裝載與卸載,具有抗扭剛度大,抵抗結(jié)構(gòu)的正負彎矩等特征,在工作作業(yè)的過程中,動力特性好,而且收縮變形量小等特點,成為卸船機載設(shè)備中常用的設(shè)備之一。因此,為了有效的提高卸船機械設(shè)備的梁箱制作質(zhì)量,就需要采用合理的焊接工藝,來優(yōu)化設(shè)備的質(zhì)量控制。
1 箱形梁的結(jié)構(gòu)及焊接方法的選定
箱形梁的結(jié)構(gòu)穩(wěn)定,承載的貨物比較重,而且連接的部位比較多,外形的尺寸也比較大,要求的制作過程也比較復(fù)雜,需要采用優(yōu)質(zhì)的鋼材作為原材料,對各個部分的焊接技術(shù)要求非常嚴格。在一些大型卸船機設(shè)備企業(yè)中采用材料為Q345C鋼材作為箱形梁的材質(zhì),其他的設(shè)備均采用焊接件,其焊接工作量大,要求的標準也非常高,焊接質(zhì)量需要安裝標準來完成,焊接的技術(shù)標準與難點都非常大。在焊接的過程中,如果采用焊條電弧焊,熱輸入大,這樣就容易造成鋼材變形,焊接的接縫難以處理,而且焊接的過程難以控制,質(zhì)量也很難保證,生產(chǎn)效率不高。因此,通過對CO2焊接、埋弧焊與焊條電弧焊等焊接技術(shù)工作進行實驗與對比分析,綜合各個焊接技術(shù)的優(yōu)點,在焊接的過程中,對鋼板的平行對接采用埋弧焊對焊接的焊縫進行處理,其余的焊接工藝都采用CO2焊接技術(shù)進行處理,使得產(chǎn)品在焊接的過程中,不會產(chǎn)生變形、焊縫難以處理的問題,這樣不僅能夠保證產(chǎn)品的焊接質(zhì)量與技術(shù),提高產(chǎn)品的生產(chǎn)效率,同時還能夠降低焊接的成本。
2 焊接坡口形式的處理
箱形梁箱體焊縫處理要滿足承受壓應(yīng)力的要求,在卸船梁箱體焊接中,要綜合分析箱體連接的膠軸板、拉桿處焊縫所承受的壓力,根據(jù)各個接縫壓應(yīng)力的要求,結(jié)合圖紙設(shè)計的要求,在焊縫處做坡口處理,方便在焊接的過程中,對各個焊縫有效的處理,使得部件之間的連接沒有任何缺陷,這樣才能有效的保證箱形梁本身承載能力達到要求,并能夠承載外界的拉力載荷。在焊接時,由于各個受拉的接頭之間為不等厚度的鋼材對接,需要將鋼板削成坡度,按照中心線對齊的方式進行焊接。例如按照JGJ81-2002的標準規(guī)定坡度≦1:2.5,AWS規(guī)定坡度蕊1:4,在焊接的過程中都要嚴格遵守標準的規(guī)定;TBJZ-85標準規(guī)定箱形梁箱體的受拉或拉壓接頭坡度≦1:8等等,因此對卸船機大梁的焊接采用AWS規(guī)定坡度進行焊接,以便于對各個焊縫進行處理,而且也能夠保證對焊縫充分焊透,提高焊縫接頭的施工質(zhì)量,滿足設(shè)計的壓應(yīng)力的要求。例如下圖1,在對不同的鋼板焊接時,采用全焊透的V形接口進行焊接,各個坡口的焊接形狀與尺寸見圖1,使得焊接穩(wěn)定性良好。
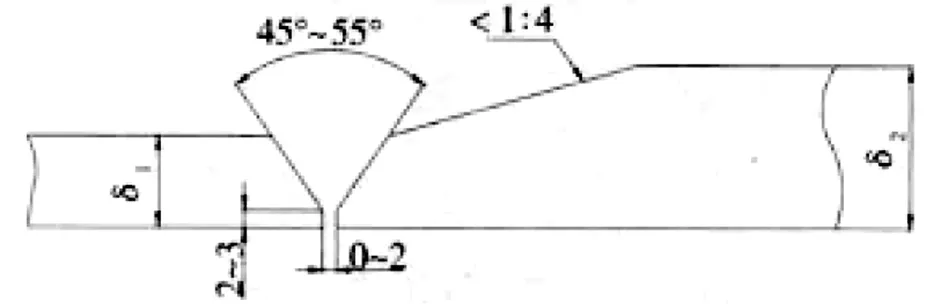
圖1 不同厚度鋼板坡口的焊接形式
在焊接時,為了減小焊道過熱,引起鋼材變形,就需要對焊接過程進行處理,優(yōu)化焊接的工藝與方法,提高焊接的質(zhì)量,減少焊接過程中因為過熱而產(chǎn)生的細化晶粒,保證在焊接的過程中不會出現(xiàn)其他雜質(zhì),在對焊接的坡口進行處理時,要采用小車火焰進行,保證切口平整、無氧化物等雜質(zhì),并對坡口周邊的銹蝕、水分、油污、雜質(zhì)能夠進行處理,減少它們對氣孔和冷裂紋焊接產(chǎn)生的影響。
3 焊接參數(shù)與焊接順序的處理
箱形梁在焊接時要求各個部位受熱均勻,在焊接時要注意受熱與冷卻不均勻的情況,而造成焊接接頭的結(jié)構(gòu)部位薄弱,影響箱形梁的質(zhì)量。同時,箱形梁結(jié)構(gòu)復(fù)雜、長度大、焊接的工作量也比較大,在鋼材焊接拼接的過程中,要求能夠制定詳細的焊接順序,并遵照國家的標準進行焊接,如果焊接的參數(shù)設(shè)置與焊接順序設(shè)置不能嚴格的安裝施工標準與施工參數(shù),就會造成箱體構(gòu)建的整體或者局部產(chǎn)生變形,影響整個箱形梁的質(zhì)量,例如角變形、撓曲變形等情況,還有可能產(chǎn)生構(gòu)件收縮的情況,往往會造成接頭的性能下降、箱形梁的構(gòu)件尺寸差,使得矯正工作量大,而且還十分復(fù)雜,嚴重的還會使得整個箱形梁報廢的情況,因此,在箱形梁焊接的過程中,一直要制定嚴格的焊接工藝與焊接參數(shù)來保證焊接的質(zhì)量。例如,卸船機箱形梁T形接頭及角接頭焊縫的處理采用平焊的方法進行,立焊采用CO2焊處理,箱形梁的平板對接采用埋弧焊處理,根據(jù)不同的焊接型材,采用國家規(guī)定的標準與工藝參數(shù)進行焊接。在進行平板對接時,采用埋弧焊焊接技術(shù),對各個接口的處理要求采用CO2焊封底,防止接口出現(xiàn)氧化的情況,然后再進行各個部件的正面埋弧焊焊接,在焊接完成后,再進行反面焊接,需要運用碳弧氣清理各個焊接接口,運用碳弧氣刨的刨槽要深淺均勻,為后續(xù)的焊接提供保證,一般為板厚的1/2~1/3,在刨槽時要防止出現(xiàn)滲碳層,需要對各個刨后結(jié)構(gòu)采用砂輪打磨凈,然后再進行焊接,這樣就能夠保證焊接的效果。
箱形梁在裝配時,要結(jié)合具體的施工工藝,將翼板放在平臺上,根據(jù)施工設(shè)計的具體的要求,對腹板和隔板進行處理,畫出位置線,并打上樣沖眼,然后根據(jù)具體的工藝進行裝配,在各個焊接位置進行處理之后,進行定位焊接,在焊接時需要在各個焊接處焊上臨時支撐角鋼,固定各個焊接點的間距,使之在焊接的過程中不會發(fā)生變化,然后再裝配兩腹板,使得腹板與翼板保持垂直,在一切準備妥當后,由2名焊工從箱梁中間向兩端焊接箱形梁的內(nèi)部焊縫,在焊接完成之后進行矯正,進行蓋板點固焊,直到完成整個箱形梁的內(nèi)、外部焊接工作,下圖2是箱形梁的焊接順序。

圖2 箱形梁的焊接順序圖
在焊接時需要注意如下問題。(1)焊接前,清除坡口兩側(cè)個50mm的范圍內(nèi)的雜質(zhì),保證焊接時不會出現(xiàn)質(zhì)量問題。(2)采用專業(yè)的焊接工具進行焊接,并按照施工的要求進行施工,保證箱梁焊縫質(zhì)量與外觀焊接質(zhì)量。(3)焊接時,分別將焊槍傾向翼板側(cè)與腹板側(cè)進行焊接,保持在300度左右的夾角進行焊接,以滿足施工規(guī)范要求。
4 焊接的質(zhì)量控制與檢驗
4.1 焊接的質(zhì)量控制
(1)箱形梁上卜翼緣板、腹板下料時,要保證焊接時的收縮量(約為總長度的1/10000),使得焊接的總體保持一致。(2)上、下翼緣板與腹板拼縫至少錯開300 mm 的縫隙,保證焊接的伸縮。(3)拼板應(yīng)在水平胎架上進行,在矯正平之后,保證坡口的方向一致,并打磨平滑,使得焊接過程中不會出現(xiàn)雜質(zhì)或者缺陷。(4)拼板縫位錯量應(yīng)控制在板材后的0.1,并能夠保證焊接的焊縫與中心線一致。(5)為保證大梁拱度,腹板卜料采用數(shù)控機床,腹板與卜翼板接觸處按拱度要求及大梁自重現(xiàn)象要切出相應(yīng)弧度。(6)焊接前,將做好各種準備工作,要清除各個焊接坡口及焊縫周圍油污、水分、銹跡、雜物等,保證焊接時不會出現(xiàn)氣孔,CO2焊應(yīng)采取防風措施,防止焊接過程出現(xiàn)氣孔或者焊縫開裂的情況。在焊接時要注意觀察,保證各個部位焊接均勻,而且不會出現(xiàn)焊縫斷裂的情況。
4.2 焊接質(zhì)量的檢驗
(1)焊縫檢驗。要求能夠滿足焊接工藝的基本要求與圖紙設(shè)計的要求。(2)一、二級焊縫的檢驗。注意采用超聲波或射線探傷進行內(nèi)部缺陷的檢驗,分析是否存在氣孔或者焊縫,在檢驗的過程中,應(yīng)該符合國家的檢驗標準與規(guī)定進行檢查。(3)修復(fù)檢驗。在檢驗出焊縫經(jīng)探傷檢驗有缺陷時,要分析其中的原因,并制定修復(fù)的方案,然后進行及時修復(fù)。(4)測量標準統(tǒng)一。箱形梁拱度、旁彎尺寸要在焊接技術(shù)規(guī)定的溫度、環(huán)境等問題進行測量。
5 結(jié)語
在箱形梁體的焊接過程中,應(yīng)該嚴格的按照焊接技術(shù)標準與制定的焊接工藝流程與相關(guān)的程序,加強焊接的質(zhì)量控制,使得卸船機箱形梁在焊接及焊后檢驗都能夠滿足焊接的條件與要求,保證焊接的過程中不會出現(xiàn)大的偏差,將焊接中出現(xiàn)的誤差降低到最小的范圍內(nèi),并保證焊接卸船箱形梁的質(zhì)量。
[1]孫關(guān)富,楊文柱等.鋼結(jié)構(gòu)工程焊接技術(shù)的重點、難點及控制措施[J].安裝,2016(2).
[2]何利華.岸橋箱型梁制作工藝及質(zhì)量控制[J].港口科技,2016(6).
[3]嚴德洪.鋼箱梁制作工藝及現(xiàn)場拼接控制[J].加工制作,2014(2).
TG457.6
:A
:1671-0711(2017)08(上)-0116-02
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業(yè)工程(2015年4期)2015-12-29 02:48:39