淺談汽車線束端子壓接工藝
2020-08-13 06:56:44奚雷康
汽車實用技術 2020年14期
奚雷康

摘 要:隨著汽車行業的高速發展和市場的擴大,汽車電器系統也日益強盛起來,各種不同特性的汽車電器不斷涌現,對汽車線束的電器性能要求越來越高,而端子壓接工藝是整車線束加工極其關鍵工序。所以正確、快速的掌握端子壓接標準要求,才能保障制造出高品質線束,才能更好的保證汽車電器系統的正常運行。
關鍵詞:汽車電線束;端子;壓接工藝;端子剖面
中圖分類號:U466 ?文獻標識碼:A ?文章編號:1671-7988(2020)14-129-03
Abstract: With the rapid development of the automotive industry and the expansion of the market, automotive electrical systems are becoming stronger and stronger. Various types of automotive electrical appliances are constantly emerging, and the performance requirements of automotive wiring harnesses are becoming higher and higher. The terminal crimping process is a complete vehicle. Harness processing is extremely critical. Therefore, it is necessary to correctly and quickly grasp the terminal crimping standard requirements to ensure the manufacture of high-quality wire harnesses and to better ensure the normal operation of automotive electrical systems.
Keywords: Car wiring harness; Terminal; Crimping process; Terminal profile
CLC NO.: U466 ?Document Code: A ?Article ID: 1671-7988(2020)14-129-03
引言
汽車線束是對汽車進行電信號控制的載體。汽車線束是汽車電路的網路主體,沒有線束就不存在汽車電路。目前市場上所有的汽車上線束組成形式基本是一樣的,都是由導線、插接器、傳感器及其他電器件組成,而汽車電信號傳遞主要節點就是端子壓接,端子壓接工藝好與壞,直接影響整車線束信號傳遞質量。
1 導線與端子壓接
1.1 壓接的概念
壓接是汽車線束生產過程中非常重要的工序;
壓接是一種有效而可靠的導通連接方案;
壓接是將原材料(端子、導線和防水堵)加工成線束的重要工序;
壓接是決定端子和導線連接的電氣和機械性能的重要工序。
1.2 壓接的原理
端子壓接是指通過外力使導線和端子接觸面強力結合,工藝上是通過壓接模具的上、下鉗口依靠壓接機的機械外力來實現加工,使端子正確、有效的進行彎曲的過程。
2 導線剝頭
2.1 導線剝頭長度
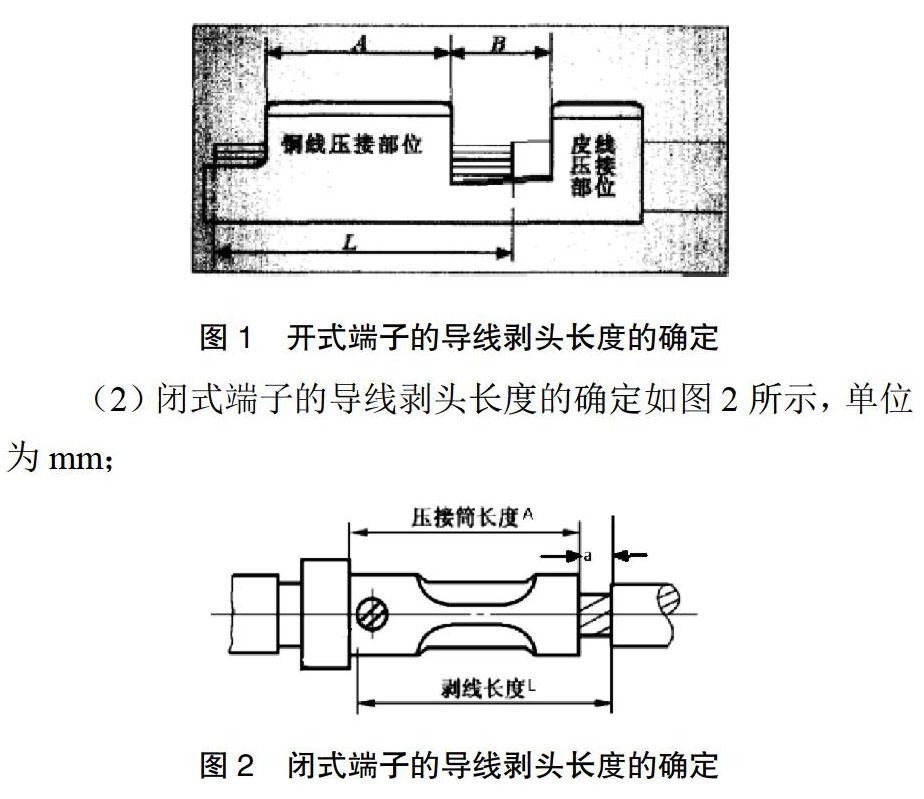
(1)開式端子的導線剝頭長度的確定如圖1所示,單位為mm;
非防水型端子剝頭長度L=A+B/2+(0.2~1.0mm)
防水型端子剝頭長度L=A+B/3+(0.2~1.0mm)
(2)閉式端子的導線剝頭長度的確定如圖2所示,單位為mm;
端子剝頭長度L=A+a,(0≤a≤1mm,適配導線范圍最大1mm?)
端子剝頭長度L=A+a,(1≤a≤2mm,適配導線范圍最大10mm?)
注:上述剝頭是理想狀態的剝頭長度;各線束廠家可以根據實際情況而定。
憑經驗端子的導線剝頭長度L=A+1mm
2.2 剝頭要求
被壓接導線端的剝頭必須滿足以下要求:
(1)長度滿足2.1要求;
(2)導線不允許有斷銅絲、少銅絲等;
(3)不允許剝頭前端參差不齊。
不同規格的導線、不同型號的端子所需的剝頭長度不同,但對其剝頭質量必須滿足上述要求,只有這樣才能滿足下道端子壓接工序。
3 壓接工藝
導線和端子的壓接質量是一道重要工序,它直接關系到線束總成和車輛的可靠性。
3.1 壓接質量的決定因素
(1)良好的電性能:低電阻抗,抗腐蝕性;
(2)良好的機械性能:較高的壓力;
(3)良好的物理屬性:合理的線芯變形,適中的喇叭口、毛刺。
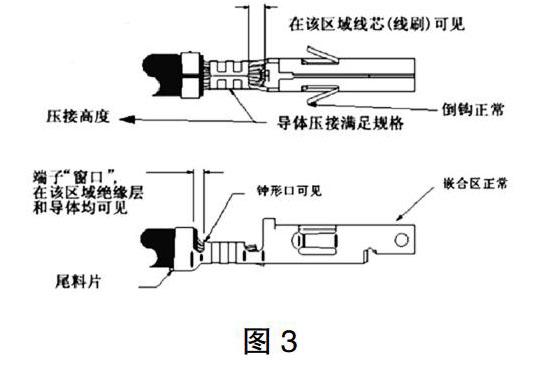
3.2 壓接的外觀要求[2]
(1)絕緣壓著區應能同時看到導體和絕緣外皮;(目測參考:導體與絕緣外皮各占1/2);
(2)絕緣壓接區應有至少保證緊密包裹絕緣層外皮的圓周長的2/3;
(3)導體壓接區應可見芯線伸出,但不能長,確保兩端的端子嵌合時不受干擾(尺寸要求0.2~1.0mm);
(4)導體壓著部兩壓片之間不可有間隙;
(5)壓接區前、后喇叭口是有的,但前喇叭口可以沒有,后喇叭口是必須有的;
(6)端子上下彎曲不大于5°、左右彎曲不大于3°;
(7)端子連接強度即拉拔力應滿足QC/T 29106-2014中的4.4.6條最小拉拔力[1]如圖4:
注:
1)對端子與導線連接,拉力值測量要包含絕緣層壓接;
2)接點或一個端子同時連接兩根及兩根以上電線時,宜選擇截面最小的電線測量拉力;
3)表中未列出標稱截面積的導體,拉力值應根據兩相鄰的導體標稱截面的數值按線型插值法確定。
(8)電壓降滿足不大于QC_T 29106-2014中的4.4.7條壓降值[1],如圖5:
注:表中未列出標稱截面積的導體,其試驗電流和電壓降應根據兩相鄰導體標稱截面的數值按線性插值法確定。
3.3 導體壓著部的剖面標準及分析
端子剖面分析是一種更準更全面的檢測方法。目前剖面圖作為高級分析端子壓接情況的方法。
3.3.1 壓接區剖面的制作要求
切面應垂直于線的軸向方向,在壓接區域的最中間位置進行選取,但注意避開端子壓接區的加強筋(或加強肋)部位。
3.3.2 測量剖面
依照端子剖面儀器及軟件進行測量相對應的關鍵數據(如壓高、壓寬、毛刺高寬、支撐角度、底部厚度等)。
3.3.3 判定標準
(1)壓高滿足標準值±0.05mm;
(2)支撐角度≤30°;
(3)毛刺高度≤1倍的材料厚度、毛刺寬度≤0.75倍的材料厚度;
(4)底部厚度≥材料厚度;
(5)填充率大于90%;
(6)剖面內部不能有裂紋。
依據上述標準,可以判斷出端子模具鉗口是否有問題,可以間接管控壓接工具有效性。
4 結束語
本文主要對汽車線束端子的壓接工藝進行了介紹,較詳細的介紹如何判定端子壓接工序評判及標準,為汽車線束壓接質量提供可靠保障。本文結合長期處理壓接工工藝問題的經驗,為線束端子壓接工藝起到一定的指導作業。供同行業參考。
參考文獻
[1] QCT 29106-2014汽車電線束技術條件.
[2] SQB102113-2017陜汽民用汽車電線束技術條件.
[3] GBT 18290.2-2015/IEC 60352-2:2006.無焊連接 第2部分:壓接連接一般要求試驗方法和使用導則.
[4] (24-5)DIN 46340-5 1981 DE DEUTSCHE NORM德國標準規范.
