折線分模的薄精鍛件的切邊校正復(fù)合模具設(shè)計
2017-08-11 11:01:06敖坤王志錄張元東江西景航航空鍛鑄有限公司王少陽成都飛機工業(yè)集團有限責任公司
鍛造與沖壓 2017年15期
文/敖坤,王志錄,張元東·江西景航航空鍛鑄有限公司王少陽·成都飛機工業(yè)(集團)有限責任公司
折線分模的薄精鍛件的切邊校正復(fù)合模具設(shè)計
文/敖坤,王志錄,張元東·江西景航航空鍛鑄有限公司王少陽·成都飛機工業(yè)(集團)有限責任公司
現(xiàn)代航空發(fā)動機的高壓氣機葉片及組件多數(shù)采用TC8M-1鈦合金材料制造,部分小型結(jié)構(gòu)件因體積小巧,難以數(shù)控機加,在鍛件生產(chǎn)中對形狀和尺寸都有較高的要求,圖1為我公司承制某型發(fā)動機鍛件。
該鍛件兩端圓柱體尺寸為φ11.5mm,中間連皮結(jié)構(gòu)厚度僅為1.6mm,截面積變化較大,并且采用折線分模結(jié)構(gòu)。傳統(tǒng)的鍛造生產(chǎn)該鍛件的工序是:材料復(fù)驗→下料→預(yù)鍛→終鍛→機加毛邊→熱處理→溫校→理化檢測;在模鍛錘或鍛壓機上通過預(yù)鍛及終鍛鍛打成形,在銑床上機加去除毛邊經(jīng)熱處理后,此時鍛件翹曲1~2mm,再通過溫校工序保證鍛件的形位尺寸及精度要求。
這種傳統(tǒng)工藝工序的不足之處是:
⑴終鍛后傳統(tǒng)切邊模具設(shè)計無法滿足鍛件切邊質(zhì)量。該鍛件中間連接的連皮尺寸為厚度薄,精度高,在出模過程中不僅容易產(chǎn)生翹曲,尺寸也不易控制,出現(xiàn)超差缺陷。如若終鍛后使用普通的切邊方式,因鍛件本身帶有翹曲,切邊時無法平穩(wěn)放置在切邊刃口上,切邊過程中沖頭對鍛件的切邊力因過大及不均勻會導(dǎo)致折線位置發(fā)生嚴重的變形,使得普通切邊鍛件折線位置尺寸完全得不到保證。
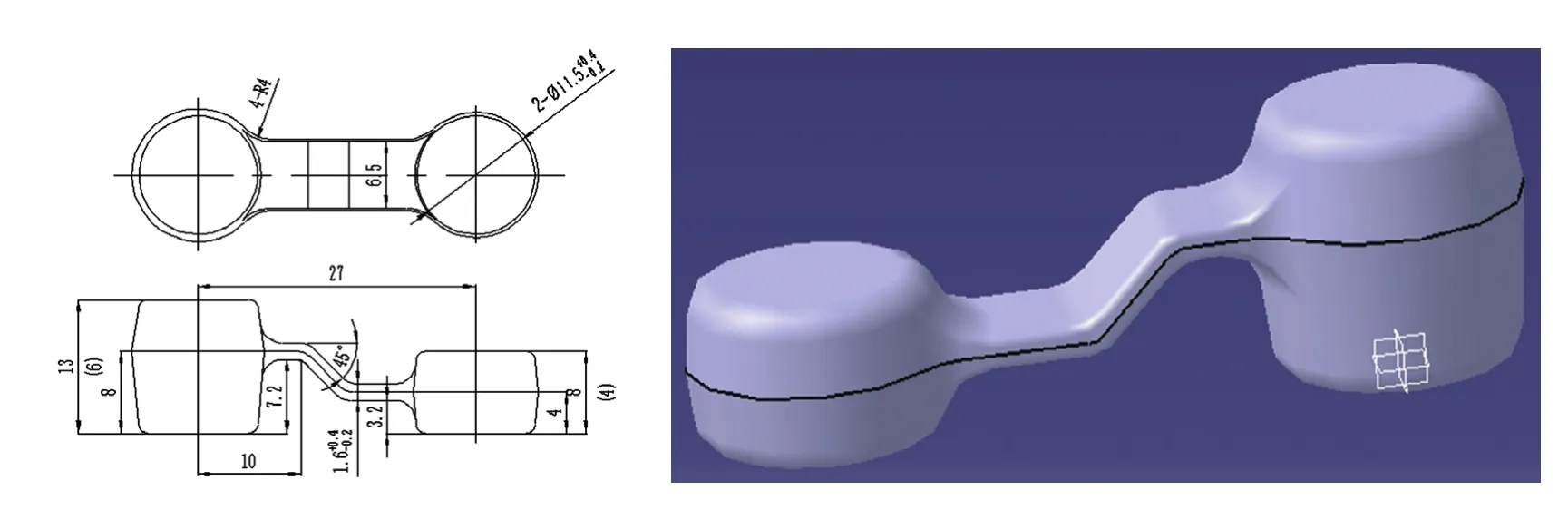
圖1 鍛件尺寸及三維外形
⑵機加去除毛邊困難大。該鍛件本身尺寸小,難以采用數(shù)控加工,連皮部位厚度僅為1.6mm,與鍛造模具的毛邊橋部尺寸1.6mm一致。在機加前需要經(jīng)劃線確定鍛件尺寸,同時銑刀去除毛邊過程極易銑到鍛件本體,致使鍛件報廢。
⑶溫校增加鍛件殘余應(yīng)力。為不影響鈦合金的組織性能,鈦合金鍛件溫校通常采用溫度為二次退火溫度下40~50℃,約480℃左右。在溫校工序中,因鍛件連皮尺寸薄,出爐后轉(zhuǎn)移過程中散熱快,溫度下降迅速,溫校實際溫度較低,導(dǎo)致溫校過程增加鍛件殘余應(yīng)力,影響后續(xù)的零件加工和使用。
⑷工序繁多,成本高。傳統(tǒng)工藝方案工序繁多,生產(chǎn)效率低,對員工操作的依賴程度高,對人力物力的浪費嚴重同時,產(chǎn)品的廢品率也居高不下。
工藝改進
本設(shè)計的目的在于改善該鍛件低下的生產(chǎn)率、合格率,提供一種切邊校正復(fù)合的新工藝方法,對鍛件出模過程和切邊過程產(chǎn)生的翹曲進行校正,并解決鍛件在切邊過程中產(chǎn)生的拉毛刺現(xiàn)象。通過陰模頂型的定位,使鍛件平穩(wěn)放置;通過彈簧給壓邊圈施加壓力壓緊毛邊,保證鍛件在切邊過程中不再錯動,切邊后鍛件不再產(chǎn)生拉毛刺和過切的缺陷;陽模頂型與陰模頂型通過模具的準確定位,對鍛件施加鍛打力,對鍛件進行校正。圖2為切邊校正復(fù)合模具三維視圖,圖3為切邊校正復(fù)合模具的裝配圖。
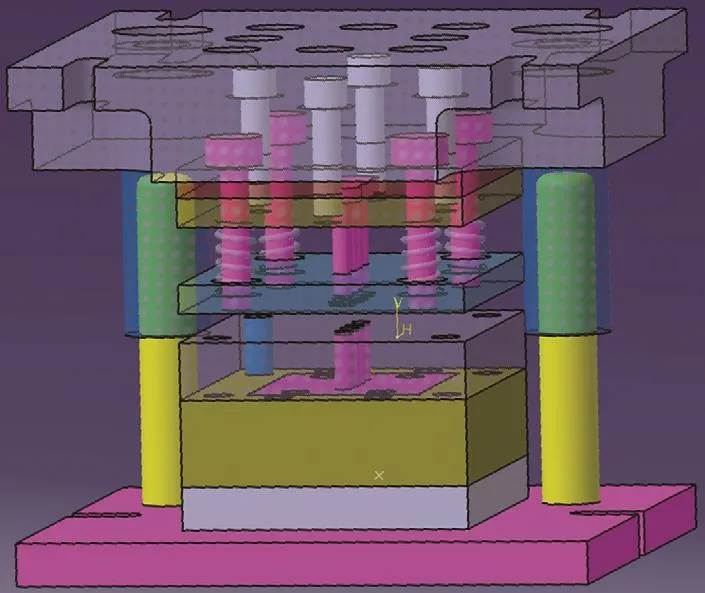
圖2 切邊校正復(fù)合模具三維外形

圖3 切邊校正復(fù)合模具
模具設(shè)計
壓邊力計算
模具的壓邊圈起到將鍛件的毛邊壓實和回程后將壓邊圈保持在相同的位置,查詢相關(guān)技術(shù)資料沒有對壓邊力的規(guī)定,按我公司的生產(chǎn)經(jīng)驗,保證彈簧壓力為切邊力的1/10~1/5,保證模具安裝后彈簧受壓10%左右即可。
陰模頂型彈力計算
鍛件校正力等于陰模頂型彈簧彈力之和,為保證鍛件校正工序正常進行,切邊陰模頂型彈簧力必須足夠,該項模具所需的彈力P1可按下公式計算:P1=2×σb×S≈50kN(式中:σb-切邊溫度下的材料強度,S-校正面積)。
切邊力計算
該項模具所需的切邊力P為切邊抗力與最大陰模頂型彈簧的彈力之和,即P=2×2.0×σb×F+P1≈150kN(式中:σb-切邊溫度下的材料強度,F(xiàn)-剪切面積,S-校正面積)。
鍛造過程
優(yōu)化生產(chǎn)工藝后,主要工序為:材料復(fù)驗→下料→預(yù)鍛→終鍛→切邊校正→熱處理→理化檢測。
下面主要介紹切邊校正復(fù)合模具的工作原理,具體如下:
⑴鍛件放置在切邊陰模上,切邊陰模頂型與鍛件相配合,保證鍛件平穩(wěn)的放置在陰模刃口內(nèi);
⑵設(shè)備錘頭向下運動,模具的壓邊圈將鍛件的毛邊壓實,此時壓邊圈壓力受壓增大,彈簧壓力保證鍛件在切邊過程中不再錯動,該過程在陽模接觸鍛件結(jié)束;
⑶陽模接觸鍛件后,隨著錘頭繼續(xù)下壓,陽模開始推切鍛件,陰模頂型彈簧開始受壓,該過程至切邊結(jié)束;
⑷鍛件切邊結(jié)束后,隨著錘頭繼續(xù)下壓,彈簧壓力逐漸增大,陰模頂型與陽模開始對鍛件進行校正,至錘頭回程。
工藝改善后的結(jié)果
經(jīng)過采用以上所述的工藝改善后,該設(shè)計達到了以下有益效果:
⑴由于在裝置中設(shè)計了陰模頂型和壓邊圈,使鍛件平穩(wěn)放置,壓邊圈在切邊過程中緊緊壓住毛邊,使鍛件受力均勻,大大減少了鍛件的變形量。
⑵由于在裝置中設(shè)計了導(dǎo)向裝置,使陽模頂型和陰模頂型準確定位,防止了切邊過程中產(chǎn)生過切,提高了校正工步的精度,保證了鍛件形狀、尺寸符合圖紙要求。
⑶由于本裝置將傳統(tǒng)的切邊工序和溫校正工序創(chuàng)新性的設(shè)計為切邊校正復(fù)合工序,在切邊的同時完成鍛件校正工序,實現(xiàn)了單工序解決鍛件翹曲、拉毛刺的目的,同時避免了溫校工序易增加鍛件殘余應(yīng)力的問題。
⑷裝置結(jié)構(gòu)新穎,工藝設(shè)計簡單,操作簡單,代替了機加去除毛邊的工步,降低了對員工操作的依賴性,同時也降低了操作工自身的勞動強度,提高了生產(chǎn)效率,也提高了產(chǎn)品合格率。
實際生產(chǎn)效果
我公司作為生產(chǎn)中、小型鍛件的專業(yè)化鍛造企業(yè),在生產(chǎn)折線分模的薄精鍛件時,巧妙的運用模具里的彈簧力,將其轉(zhuǎn)變?yōu)樾U蛪哼吜Γ鉀Q了薄連皮部位鍛打翹曲、切邊翹曲和切邊過程拉毛刺的問題。該模具在一個裝置內(nèi)同時完成了切邊和校正的工序,工序完成后即是最終產(chǎn)品,圖4為切邊校正工序結(jié)束后的產(chǎn)品實物,圖5為鍛件高倍照片(500×)。

圖4 切邊校正工序結(jié)束后的產(chǎn)品實物

圖5 鍛件高倍照片(500X)
整套裝置中所有模具零部件均可快速更換,由于設(shè)計了導(dǎo)向機構(gòu),對設(shè)備要求也不高,在沖床上可直接裝配使用。模具投入使用后,經(jīng)過不斷優(yōu)化工藝,該鍛件已經(jīng)進入批量生產(chǎn)驗證,鍛件翹曲小,尺寸滿足圖紙要求,質(zhì)量穩(wěn)定,產(chǎn)品合格率達到99%以上。
結(jié)束語
小鍛件也隱藏著大學問,通過不斷的實踐經(jīng)驗總結(jié)和創(chuàng)新,對鍛造工藝的不斷優(yōu)化創(chuàng)新,可以生產(chǎn)出更精密、質(zhì)量更高的鍛件。這就需要我們不斷學習積累,提高業(yè)務(wù)能力,并通過“顛覆性”的創(chuàng)新設(shè)計,來滿足客戶“挑剔”的質(zhì)量要求,從而提升企業(yè)在市場中的競爭能力。
