異型管模鍛件成形質(zhì)量及毛刺缺陷的研究
2017-08-11 11:01:04焦娟娟黃少鵬趙巍山東南山鋁業(yè)股份有限公司
鍛造與沖壓 2017年15期
文/焦娟娟,黃少鵬,趙巍·山東南山鋁業(yè)股份有限公司
異型管模鍛件成形質(zhì)量及毛刺缺陷的研究
文/焦娟娟,黃少鵬,趙巍·山東南山鋁業(yè)股份有限公司
針對異型管鍛件生產(chǎn),為了節(jié)省制造模具的費用,通過改造現(xiàn)有反擠壓模具進行鍛造成形。為此設計了3種沖頭改造方案、5種上模外筒方案和3種直徑坯料方案,利用有限元模擬手段研究不同設計方案下異型管鍛件的成形質(zhì)量及毛刺缺陷形成情況,從而得到最佳模具改造方案和最佳坯料規(guī)格方案。
異型管介紹
異型管與普通管件相比,外部多了一個凸臺。異型管內(nèi)徑尺寸為265mm,外徑尺寸為350mm,高度為240mm,凸臺外徑為420mm,內(nèi)徑265mm,高度為20mm。根據(jù)零件結構特征設計鍛件,在異型管零件的內(nèi)徑、外徑、高度、凸臺外徑和高度方向均增加了余量,其鍛件與零件形狀上的最大區(qū)別是異型管鍛件底部留有20mm連皮。
異型管鍛件成形方案
異型管模鍛成形方案示意圖如圖1所示。沖頭連接在沖桿上,沖頭與上模外筒之間沒有連接關系。整個成形過程的動作順序:沖頭和上模外筒均停留在坯料表面,此時上模外筒上端面與沖桿下端面的距離是20mm→沖頭開始向下運動,此時上模外筒依靠自身重力仍與坯料接觸,對坯料不施加成形作用力→沖頭繼續(xù)向下運動,直至沖桿下端面與上模外筒上端面接觸,此時上模外筒隨沖頭一起向下運動→沖頭下壓到距離凹模模腔底部20mm停止。
異型管鍛件數(shù)值模擬分析
針對3種沖頭設計方案、5種上模外筒設計方案和3種直徑坯料方案,采用Deform-3D有限元模擬軟件進行成形過程的模擬。坯料設定為塑性體,坯料材質(zhì)為鋁合金6061,坯料始鍛溫度450℃。模具設定為剛性體,模具溫度300℃恒定。坯料與模具間的熱交換系數(shù)為5N/sec/mm/℃,坯料與模具間的摩擦系數(shù)為0.4。

圖1 異型管模鍛成形方案示意圖
影響異型管鍛件成形質(zhì)量的因素
模具沖頭改造方案對異型管成形質(zhì)量的影響
針對3種不同沖頭改造方案對異型管鍛件成形過程進行了數(shù)值模擬,3種方案模擬時使用的坯料規(guī)格相同,其直徑為480mm,高度為100mm,重量為48kg。模擬完成后異型管的最終成形情況如圖2所示。圖2(a)為利用現(xiàn)有反擠壓模具沖頭進行異型管鍛件成形模擬的結果,圖2(b)為在現(xiàn)有反擠壓模具沖頭基礎上增加半徑比該沖頭最大半徑小4mm套筒后異型管鍛件成形模擬結果,圖2(c)為在現(xiàn)有反擠壓模具沖頭基礎上增加半徑與該沖頭最大半徑間相同的套筒后異型管鍛件成形模擬結果。
采用現(xiàn)有模具沖頭進行異型管鍛件成形模擬,模擬完成后異型管形狀如圖2(a)所示。由圖可見,異型管管壁整體呈內(nèi)凹趨勢,其內(nèi)徑和外徑沿高度方向很不均勻,外徑與上模外筒內(nèi)壁存在間隙,如圖2(a)中紅色標記區(qū)域A和B,最大間隙尺寸為4mm。內(nèi)徑最小尺寸為234mm,最大尺寸為252mm,二者單邊尺寸相差9mm。在這種情況下,鍛造完成后,模具沖頭無法從異型管鍛件內(nèi)腔中取出。為此,在原有模具沖頭上方增加一個套筒,從而減小甚至消除內(nèi)凹缺陷。
在現(xiàn)有沖頭基礎上增加半徑比該沖頭最大半徑小4mm套筒后進行異型管鍛件成形模擬,模擬完成后異型管形狀如圖2(b)所示。與圖2(a)結果相比,異型管鍛件管壁整體內(nèi)凹趨勢大大減小,其內(nèi)徑和外徑沿高度方向均勻度增加,外徑與上模外筒內(nèi)壁之間仍存在間隙,如圖2(b)中紅色標記區(qū)域A和B,但最大間隙尺寸減小,其值為1mm。內(nèi)徑最小尺寸為244mm,最大尺寸為252mm,二者單邊尺寸相差4mm。此種情況下,鍛造完成后,沖頭仍無法從異型管內(nèi)腔中取出。
在現(xiàn)有沖頭基礎上增加半徑與該沖頭相等的套筒后進行異型管鍛件成形模擬,模擬完成后異型管形狀如圖2(c)所示。由圖可見,異型管鍛件內(nèi)外管壁均不存在內(nèi)凹傾向,其內(nèi)徑和外徑沿高度方向均勻一致,外徑與上模外筒內(nèi)壁緊密貼合,不存在間隙,如圖2(c)中紅色標記區(qū)域A和B。內(nèi)徑最小尺寸為251.7mm,最大尺寸為252mm,二者單邊尺寸相差0.15mm,幾乎相等。在這種情況下,鍛造完成后,沖頭可以從異型管內(nèi)腔中取出。
綜上所述,異型管鍛件鍛造完成后成形質(zhì)量受沖頭影響顯著。現(xiàn)有沖頭最大直徑與套筒直徑相差越小,異型管成形質(zhì)量越好,而且鍛造完成后,沖頭也更容易從異型管內(nèi)腔中取出。
上模外筒圓角半徑對異型管成形質(zhì)量的影響
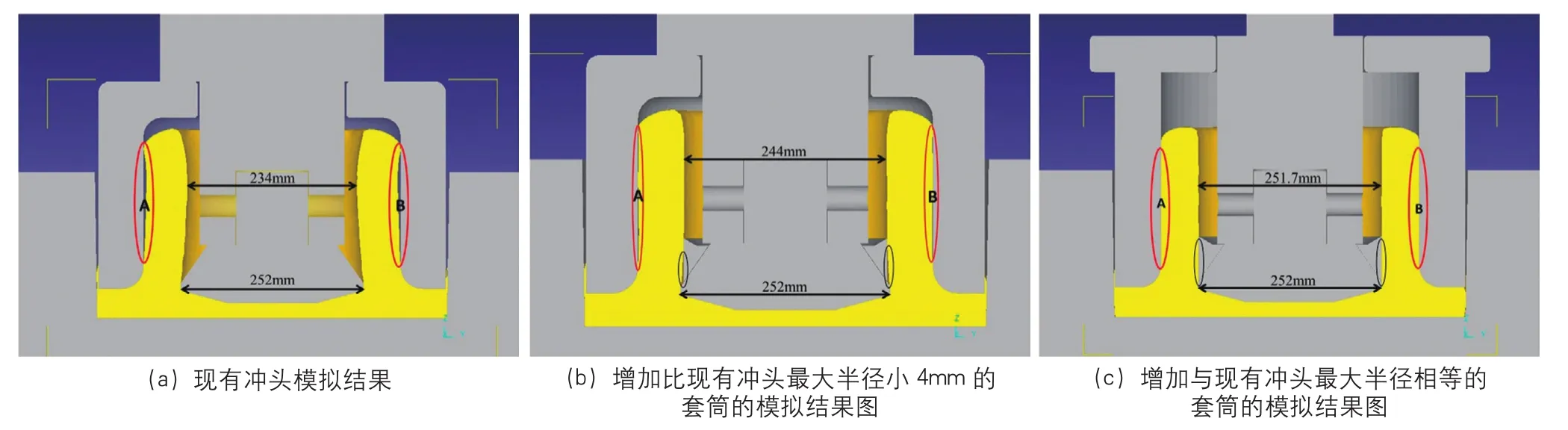
圖2 不同沖頭改造方案對應的異型管鍛件成形模擬結果圖
針對3種圓角半徑的上模外筒對異型管鍛件成形過程進行了數(shù)值模擬,3種方案的模擬使用坯料規(guī)格相同,其直徑為480mm,高度為100mm,重量為48kg。模擬完成后異型管鍛件的最終成形情況如圖3所示。圖3(a)是上模外筒圓角半徑為15mm時異型管鍛件成形模擬結果圖;圖3(b)是上模外筒圓角半徑為20mm時異型管鍛件成形情況模擬結果圖;圖3(c)是上模外筒圓角半徑為30mm時異型管鍛件成形模擬結果圖。由圖可見,隨著上模外筒圓角半徑從15mm、20mm到30mm逐漸增加,異型管鍛件成形質(zhì)量幾乎相同,異型管外壁緊貼上模外筒內(nèi)壁,異型管內(nèi)徑和外徑在高度方向均勻一致。上模外筒圓角半徑為15mm時,異型管鍛件內(nèi)徑最小尺寸為251.1mm,最大尺寸為252mm,二者單邊尺寸相差0.45mm;上模外筒圓角半徑為20mm時,異型管鍛件內(nèi)徑最小尺寸為251.6mm,最大尺寸為252mm,二者單邊尺寸相差0.2mm;上模外筒圓角半徑為30mm時,異型管鍛件內(nèi)徑最小尺寸為251.4mm,最大尺寸為252mm,二者單邊尺寸相差0.3mm。由此可見,上模外筒圓角半徑對異型管成形質(zhì)量影響很小。

圖3 采用不同圓角半徑的上模外筒時異型管鍛件成形模擬結果圖
影響異型管鍛件毛刺缺陷的因素

圖4 上模外筒采用不同直徑阻流槽時異型管毛刺情況模擬結果
異型管鍛件鍛造完成后帶有的毛刺會影響鍛件脫模效果,毛刺越多脫模越困難,因此研究影響鍛件毛刺產(chǎn)生的因素很有必要。
上模外筒底部阻流槽對異型管鍛件毛刺缺陷的影響
在上模外筒底部設計3種尺寸規(guī)格阻流槽來進行異型管鍛件成形過程數(shù)值模擬,3種方案的模擬使用的坯料規(guī)格相同,其直徑為410mm,高度為135mm,重量約為48kg。模擬完成后異型管鍛件毛刺缺陷如圖4所示。圖4(a)是上模外筒底部無阻流槽時異型管鍛件毛刺缺陷的模擬結果圖,圖4(b)是上模外筒底部含有直徑5mm阻流槽時異型管鍛件毛刺缺陷的模擬結果圖,圖4(c)上模外筒底部含有直徑8mm阻流槽時異型管鍛件毛刺缺陷的模擬結果圖。由圖可見,上模外筒底部無阻流槽、含有直徑5mm阻流槽和含有直徑8mm阻流槽時異型管鍛件凸臺外圓周均存在毛刺,而且毛刺隨阻流槽直徑的增大而幾乎不變,三種方案下,異型管鍛件毛刺缺陷基本一致。
這是由于隨著上模向下運動,坯料首先沿徑向流動,且徑向流動速度在坯料高度方向上不均勻,當坯料上部與下模內(nèi)壁存在接觸時,坯料下部與下模內(nèi)壁存在一定尺寸的間隙。隨著上模繼續(xù)向下運動,坯料逐漸充滿該間隙區(qū)域。當間隙區(qū)域正好充滿時,若上模繼續(xù)向下運動,坯料就會擠入上模外筒與下模內(nèi)壁之間的間隙內(nèi)而形成毛刺缺陷。
由圖5可知,上模外筒底部無阻流槽,上模行程為59mm時,坯料上部剛好與下模內(nèi)壁接觸,如圖5(a)所示,此時坯料下部與下模內(nèi)壁之間形成一定尺寸的間隙,如圖5(a)紅色標記區(qū)域所示。上模繼續(xù)向下運動,當行程為65.1mm時,坯料恰好充滿上述間隙區(qū)域,此時上模繼續(xù)下行,坯料將開始擠入上模外筒與下模內(nèi)壁之間的間隙內(nèi)成為毛刺缺陷。
由圖6可知,上模外筒底部含直徑5mm阻流槽,上模行程為59.1mm時,坯料上部剛好與下模內(nèi)壁接觸,如圖6(a)所示,此時坯料下部與下模內(nèi)壁之間形成一定尺寸的間隙,如圖6(a)紅色標記區(qū)域所示。上模繼續(xù)向下運動,當行程為65mm時,坯料恰好充滿上述間隙區(qū)域,此時上模繼續(xù)下行,坯料將開始擠入上模外筒與下模內(nèi)部之間的間隙內(nèi)成為毛刺缺陷。
由圖7可知,上模外筒底部含直徑8mm阻流槽時,上模行程為58.9mm時,坯料上部剛好與下模內(nèi)壁接觸,如圖7(a)所示,此時坯料下部與下模內(nèi)壁之間形成一定尺寸的間隙,如圖7(a)紅色標記區(qū)域所示。上模繼續(xù)向下運動,當行程為65.4mm時,坯料恰好充滿上述間隙區(qū)域,此時上模繼續(xù)下行,坯料將開始擠入上模外筒與下模內(nèi)部之間的間隙內(nèi)成為毛刺缺陷。

圖5 上模外筒底部無阻流槽時不同上模行程對應的毛刺情況模擬結果

圖6 上模外筒底部含直徑5mm的阻流槽時不同上模行程對應的毛刺情況模擬結果

圖7 上模外筒底部含直徑8mm的阻流槽時不同上模行程對應的毛刺情況模擬結果
綜上所述,上模向下運動至坯料上部剛好與下模內(nèi)壁接觸時,3種尺寸阻流槽對應的上模行程最大相差0.3mm。上模繼續(xù)向下運動至坯料即將開始擠入下模內(nèi)壁與上模外筒形成的間隙時,3種尺寸阻流槽對應的上模行程最大相差0.4mm。因此,3種尺寸阻流槽對應的異型管鍛件開始產(chǎn)生毛刺的時刻幾乎相同,且該時刻3種尺寸阻流槽對應的上模外筒與下模內(nèi)壁之間的間隙(圖中黑色標記區(qū)域)尺寸相同,從而使得最終形成的毛刺缺陷情況基本一致。
坯料直徑對異型管鍛件毛刺缺陷的影響
對不同直徑坯料進行異型管鍛件成形過程數(shù)值模擬,3種方案的模擬使用的坯料重量約為48kg,直徑分別為480mm,440mm和400mm。模擬完成后異型管鍛件毛刺缺陷如圖8所示。圖8(a)、圖8(b)和圖8(c)分別是坯料直徑為480mm、440mm和400mm時異型管鍛件毛刺缺陷情況模擬結果圖。由圖可見,坯料直徑為480mm時,異型管鍛件毛刺沿凸臺外圓周連續(xù)分布,且整個圓周上毛刺高度均勻一致。坯料直徑為440mm時,異型管鍛件毛刺沿凸臺外圓周也是連續(xù)分布,但整個圓周上毛刺高度參差不齊。坯料直徑為400mm時,異型管鍛件毛刺大大減少,沿凸臺外圓周斷續(xù)分布,且毛刺高度很低。
由圖9(a)可知,上模向下運動,當行程為23.5mm時,坯料將開始擠入上模外筒與下模內(nèi)壁之間的間隙內(nèi)成為毛刺缺陷。由圖9(b)可知,當上模向下運動行程為44.5mm時,坯料將開始擠入上模外筒與下模內(nèi)部之間的間隙內(nèi)成為毛刺缺陷。由圖9(c)可知,當上模向下運動行程為76.3mm時,坯料將開始擠入上模外筒與下模內(nèi)部之間的間隙內(nèi)成為毛刺缺陷。由此可見,隨著坯料直徑逐漸減少,坯料將開始擠入上模外筒與下模內(nèi)部之間的間隙時對應的上模行程成倍增大,從而使得坯料剛擠入上模外筒與下模內(nèi)壁之間的間隙時對應的間隙尺寸依次減小,因此最終產(chǎn)生的毛刺缺陷減弱。

圖8 不同直徑坯料異型管鍛件毛刺缺陷模擬結果

圖9 不同坯料直徑對應的異型管鍛件開始產(chǎn)生毛刺缺陷時模擬結果
結論
⑴沖頭形狀對異型管鍛件成形質(zhì)量有顯著影響,隨著沖頭最大直徑與套筒直徑越接近,異型管成形質(zhì)量越好。上模外筒圓角尺寸對異型管成形質(zhì)量幾乎沒有影響。
⑵坯料直徑對毛刺缺陷影響顯著,隨著坯料直徑增加,異型管鍛件鍛造成形后毛刺缺陷逐漸減弱減少。上模外筒底部阻流槽對毛刺缺陷基本沒有影響。
