換線中轉站對快速換模效果的改善
2017-08-16 14:51:23鄒培文陳再良
制造業自動化 2017年6期
鄒培文,陳再良
(蘇州大學 機電工程學院,蘇州 2150060)
換線中轉站對快速換模效果的改善
鄒培文,陳再良
(蘇州大學 機電工程學院,蘇州 2150060)
快速換線技術(Quick Changeover)是精益生產中很重要的一部分,是企業充分實現多品種小批量的生產的前提。目前,國內外快速換線的發展更多是基于快速換模(Single Minute Exchange of Die, SMED)理論,在此基礎上衍生出采用定制化思想實現SMED、將換線分為預換線階段和正式換線階段等方法,從而實現快速換線。但是目前快速換線的研究更多的是基于設備的研究,而忽略的對整體產線切換流程的優化。構建了基于快速換線技術,以整條生產線為研究對象,配合換線中轉站的研究路線,充分發揮SMED對于設備切換的改善效果,使得產線整體的切換時間縮短70%。
快速換線;快速換模;換線中轉站
0 引言
G公司有10條生產線負責生產近百種產品,稱之為雜線(MIX LINE),平均每條生產線每天需生產3~5種產品,平均每次切換的時間在30分鐘以上,意味著每天2~3小時沒有生產輸出,生產效率低下、設備利用率低,影響生產效率提升。對于這種多品種小批量生產的產線,單純的對設備進行SMED改善效果并不佳。因此,選擇其中一條生產線作為研究對象。
1 快速換線理論的研究現狀
1.1 快速換模
快速換模,SMED(Single Minute Exchange of Die)是精益生產的重要工具之一,目的是為了設備的準備時間從而快速換模的要求。該方法是由日本的新鄉重夫(Shigeo Shingo),日本豐田汽車工程師摸索出的一套應對切換時間長、切換作業浪費的方法,是日本人在工業工程領域重要的技術革新。SMED的目標是將換模時間減少到10min以內,它的核心思想是通過一系列的改善活動來減少換模作業中的浪費,讓設備運行盡可能多的時間,并簡化剩余流程使得生產過程更見流暢[1]。
1.2 快速換線
快速換線(Quick Changeover,QOC)是一個有組織的過程,可以縮短生產線生產不同產品間轉換時間,提高轉換的可重復性,確保在盡可能短的時間內轉換成功并生產出合格產品,促使生產者可減少生產批量和降低庫存水平而不影響正常操作。快速換線不同于快速換模,快速換模更注重于單個設備的切換,將設備作為研究對象來做,而快速換線是將一條產品線作為研究對象。快速換模理論帶來最大貢獻是關于內外部作業的定義,因此,對于整條生產線來講,對于整個產品的切換應該進行內外部作業的區分與轉換。在QCO的過程中,可能會包含多個SMED過程,代表著更直接的產品間的切換,更具備組織性與整體性。
2 QCO在雜線生產線的實施
2.1 現場現狀分析
由于T公司目前根據訂單生產,因此每天產線平均每天要有3~5個訂單,訂單的周期越來越短且緊急訂單的比例越來越大,生產插單機會多。根據產品工時,計劃部下達的計劃理論上每條產線都應當具備足夠的生產能力。然而現在的情況在于產線的生產能力并沒有能力完成訂單的生產,并且加班眾多,甚至還會出現訂單延期,從而導致目前生產部計劃制定困難或需經常調整。這些情況均與雜線整體的換線時間就密切相關。
2.2 目前產品的切換分析
通過四周的觀察,對現今的切換流程進行觀察統計,詳細記錄了整個過程。統計結果如表1所示,可以看出在這整個換模過程中,27.5分鐘,生產單元是不產生任何價值的。
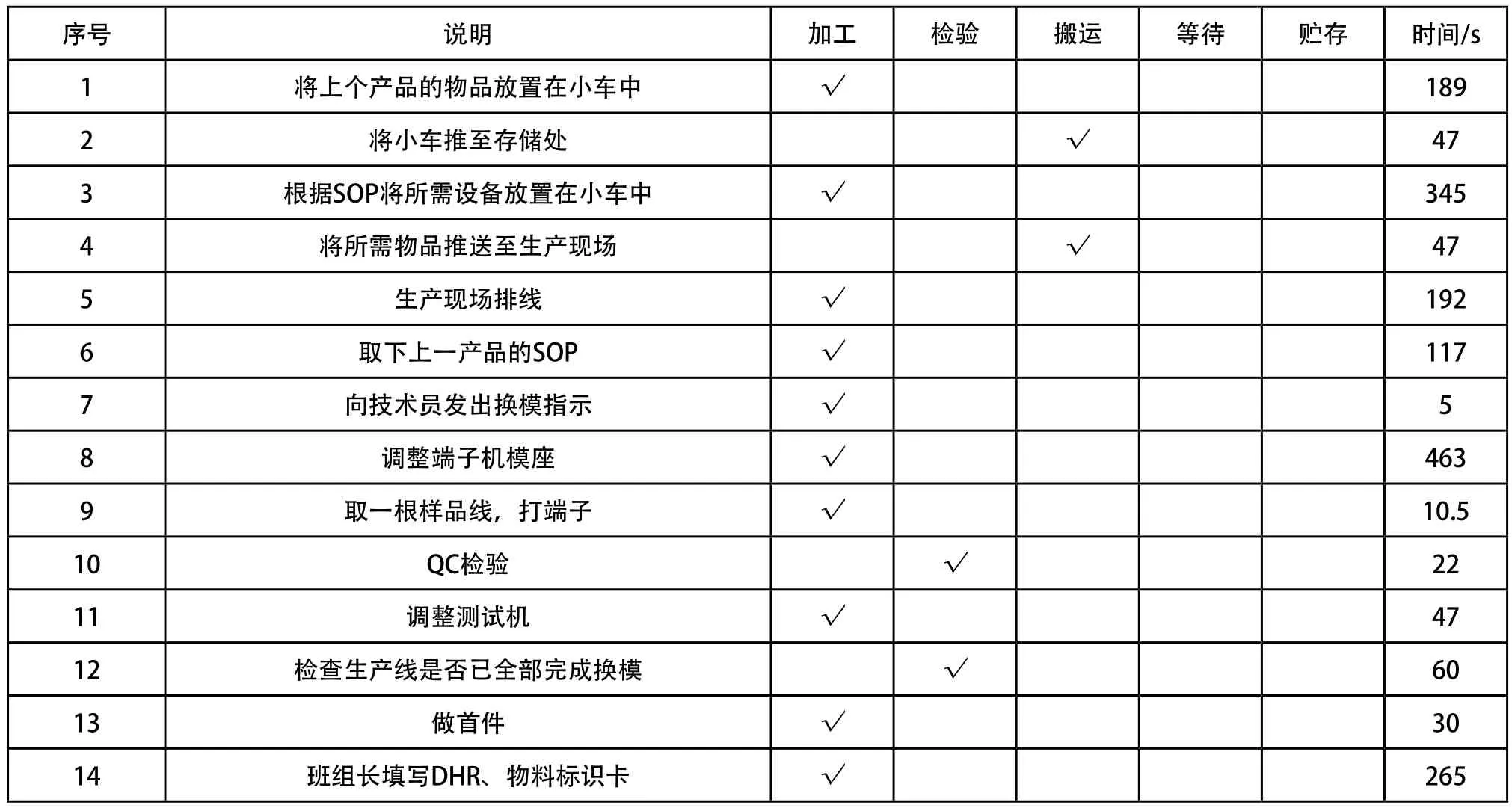
表1 現今生產線切換流程表
2.3 基于SMED理論對瓶頸工序端子機的切換進行優化
根據作業測定的方法,統計端子機切換操作流程與工時,如表2所示。
由表2可以看出,目前端子機換模的時間耗費最久的工序就屬螺絲固定。
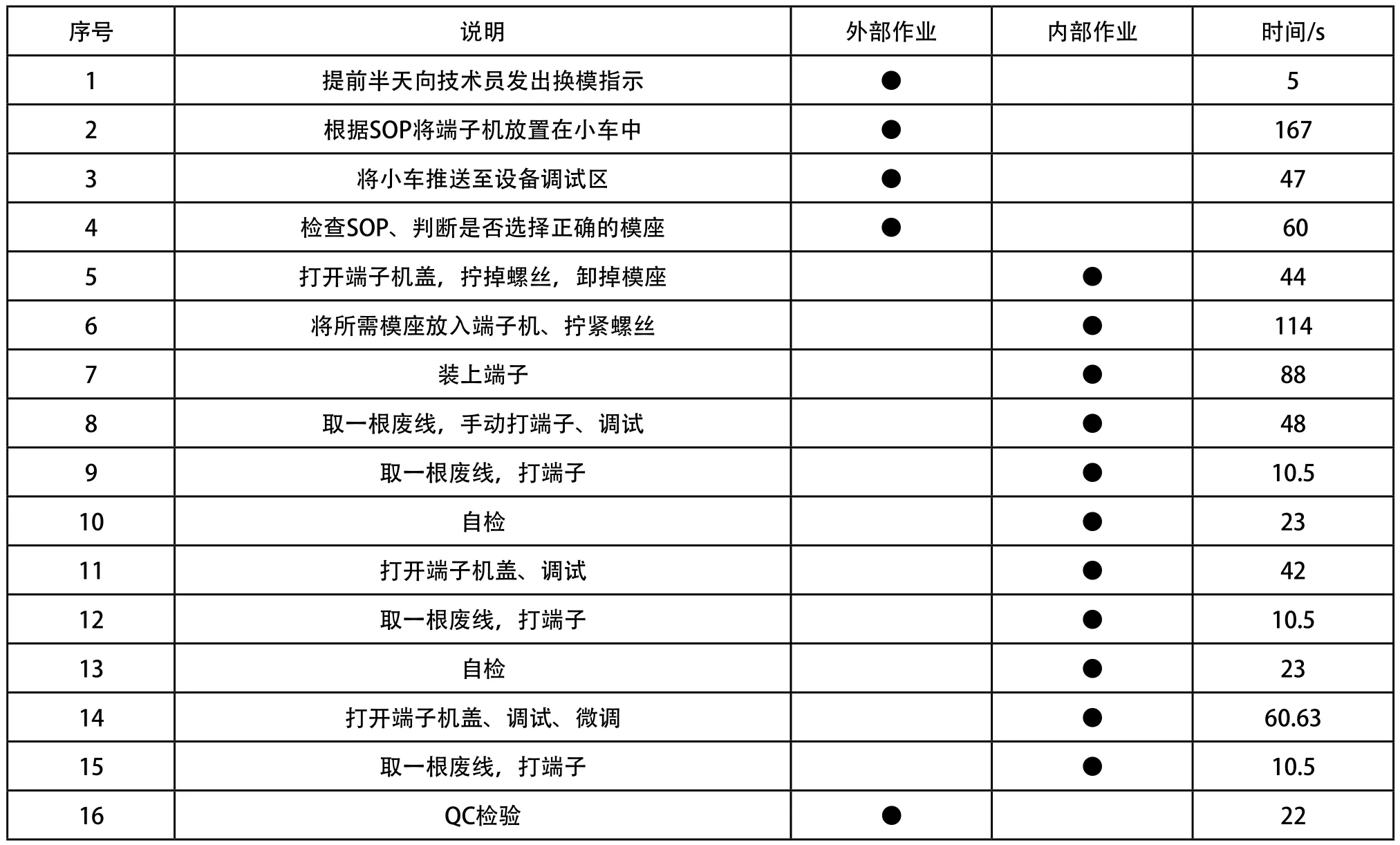
表2 端子機切換操作流程表
2.3.1 螺絲固定
設備換模,盡量減少使用螺母、螺絲的固定方式,盡可能用插銷、壓桿、中介夾具、卡式插座、軸式凸輪鎖定等方式。如確需要螺栓、螺母固定方式,盡量減少上緊及取下螺母的時間,如U形或C形墊圈、凹形螺紋設計,被鎖緊部位高度固定化,梨形洞緊固件等,都可以減少螺紋旋轉的圈數[2]。
由于每份訂單都需要打端子近千次且在量產的時候打端子僅需3s左右的時間,所以端子機模座的固定需要足夠的強度。現在的固定方式采用如圖1所示的楔形夾用螺絲鎖緊固定,使用的工具是L型的六角螺桿。技術員攜帶所需的六角螺桿,在側面松緊螺絲,由于強度的要求,需要緊固十幾圈。這就造成了動作浪費和時間的浪費。
根據目前現場端子機的實際情況,在不影響緊固效果的情況下,定制如圖2、圖3所示帶有把手的緊固螺絲。這樣帶來的好處在于,不需要專屬的工具,可以直接手動擰緊,螺絲可以通過彈簧進一步加緊。經過時間研究,改善后緊固時間可由26.5秒縮短至13.4秒。

圖1 楔形螺絲緊固模座

圖2 帶有把手的螺絲

圖3 使用定制螺絲固定
2.3.2 消除調節
從表2可以看出自第5步至第15步均是在進行調整作業,共計用時474.13,占比45.8%,也就是說有一半的時間均是在進行模座調整。減少或者消除調節,關鍵調整參數一步設置到位。而在實際操作中,需要技術員不斷摸索、試錯確定準確位置,QC技術員不停在旁邊測試,牽扯了人力又浪費時間。
1)調整刻度可視化。如圖4所示,根據產品的需要在模座的相應位置增加位置刻度、標志線,模座的調整基于數據(量化)或精確目測,而不是靠直覺不斷試錯,這樣可以提升作業效率。

圖4 模座的刻度線
2)換模作業標準化。過去換模作業存在不確定因素,不同技術員根據自己的個人經驗以及現場的不斷試錯,花費的時間久。沒有標準化,代表著沒有人對人的經驗和知識進行管理,每次換模操作都是一個全新的摸索過程。所以,要縮短換模流程,必須把工裝模具、工具、操作流程、產品工藝參數等標準化。這樣即使有其他技術員前來作業,亦可以快速調整到標準所需尺寸。
正如前文所講,目前快速換模更多是針對這一部分的研究應用。通過對端子機快速換模的改善,可以明顯縮短端子機的切換時間。但是,通過這部分的研究僅僅是縮短了設備的切換的時間,對于整個流程,尤其每天經歷多次換線,改善效果并不大。
因此,以整條生產線作為研究對象,重新進行內外部作業的分離與轉化。
2.4 生產線內部作業、外部作業的識別與轉化
2.4.1 通過魚骨圖識別切換作業類型
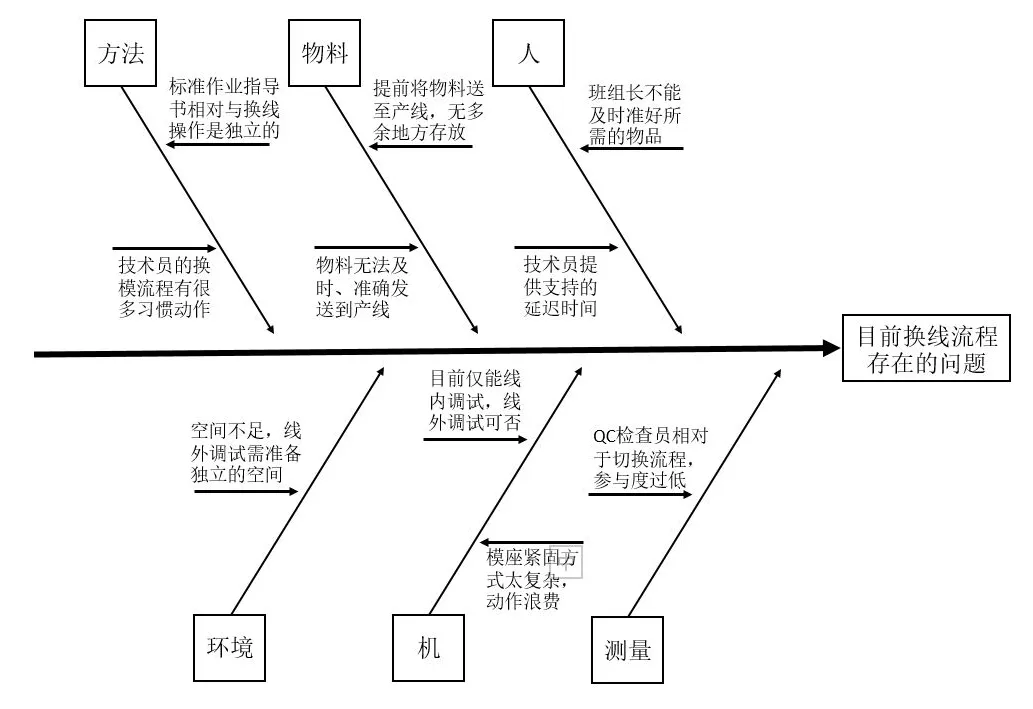
圖5 目前換線流程的魚骨圖分析
魚骨圖又名因果圖、石川圖,是由石川熏先生發明。魚骨圖是圖如其名的工具圖,其形狀正如一條魚的完整骨刺,由“魚頭”、“主刺”、“副刺”組成[3]。而主刺典型的原因類別包括人力資源(Manpower)、機器(Machines)、材料(Materials)、方法(Methods)、測量(Measurement)和環境(Mother Nature)。
在生產線進行頭腦風暴討論,在白板上統計結果。由圖5所示,由于沒有區分內外部作業,幾乎所有的作業都是內部作業,而技術員的工作基本是在停機之后才進行;且多數作業都屬串聯作業,存在嚴重的時間浪費。例如,停機后才開始安排各工位的作業內容、停機后才開始準備設備、調機時間隨機多變難以控制等等。
2.4.2 內外部作業的轉化
通過上述分析,設計初步的解決方案,通過多次討論,評估方案的可行性,決定先采取以下措施:
1)設備的調整轉到線外進行調試。
2)生產部門領取物料、標簽、模具等工作,可由班長提前半天進行。
3)完善員工能力矩陣。
4)部分產品的調整與檢驗采用并行作業。
通過內部作業轉向外部作業的活動,排線切換產品的時間只有更換設備、更換作業指導書等的558s,極大提高了產線的利用率。
2.5 優化內部作業
對于內部作業即停機后的作業時間必須盡量縮短,縮短停機時間。就目前改善后的換線工作來看,只有更換設備這一項操作為內部作業。
2.5.1 快速工裝夾具的使用
針對目前雜線設備的使用情況,需要固定的設備只有測試機底座。現在使用固定測試機底座的工具如圖6所示是U型夾,緊固方式靠的是螺絲擰緊固定.存在問題主要有:首先,數量的欠缺,由于數量不足,有時需要用膠帶固定,這種方式顯然不符合質量的要求;其次,固定主要基于U型夾下方的螺絲擰緊,照成動作的浪費且操作起來極其不方便;磨具設計不合理,由于定位螺絲的關系,夾具只能勉強夾在精益管上,可靠性難以保證。

表3 改善后換線統計表

圖6 目前所使用的U型夾
針對這種情況,根據產線的使用情況,主要有兩種方案:
1)取消夾具緊固。永久固定測試機,這種方案帶來的弊端在于使這個工位喪失柔性,也就失去做快速切換的真正意義。
2)使用更簡單的夾具、一扣即好的U型夾。采用如圖7所示的更可靠的U型夾,緊固方式放棄螺絲,使用基于杠桿原理的夾具固定。通過這種方式,可以極大縮短固定設備的時間,從緊固一個U型夾花費34秒縮短至11秒即可完成固定。

圖7 快速緊固夾具
2.5.2 實施并行作業
現行的換線作業員工不參與換線作業,技術員在生產線完成設備調整,生產線班組長完成生產線布局。這樣的操作方式大大降低了換線效率。因此,根據這種情況,由于所有的調整作業都放置在線外進行,所以班組長只需將換模完成的設備放置在液壓車上。現場生產單元采用U型生產單元,班組長只需推車進入,操作工只需回身更換設備。這樣,使得線組人員參與到換線作業中。
由表4可以看出,通過快速夾具與并行作業使得生產現場排線、更換設備由381秒縮短至212秒。
2.6 換線中轉站的建立
所謂換線中轉站之所以叫中轉站,并不是說是簡單的將中央倉庫分割出來一部分轉移到產線,其不足5平米的場地也不允許這么做,而是僅對外部換模作業牽連到的生產資料進行管理。換線中轉站中所保留的SOP、模座、文件等,其保存期不得超過兩天的庫存[4]。班組長負責換線中轉站的日常管理,技術員每天檢查換模所需設備的質量并及時更新,從而保證生產所需。換線中轉站的存在也使得整個快速換線作業的切換時間得到極大的縮短,對整個生產周期的縮短是很有幫助的。
為了減少生產準備人員的外部換模時間,迷你倉庫內部的準備工作也應盡可能的縮短時間,因此,我們對于換線中轉站進行基于5S和目視化的管理。
1)換模平臺的管理。
由于換線中轉站要負責整個外部換模操作,因此,對于換模作業所需的平臺應該有特定要求,以符合建立換線中轉站的本質是縮短整體的換模周期。
因此,在中轉站,選擇的換模平臺是液壓車。如圖8所示,技術員在液壓車上完成端子機模座的切換。這樣的好處在于,液壓車上下高度調節方便,可以根據技術員的不同調整至技術員最舒服的位置;其二,在換線中轉站完成切換的設備需要搬運到產線進行更換,而是用液壓車可以調節完便將調整好的設備搬運到產線,減少搬運動作;其三,對于目前U型線的生產單元,液壓車一進一出便可完成整體生產線的切換。

表4 內部作業優化完成后改善效果圖
【】【】

圖8 液壓車進行換線作業
2)換線中轉站的布局
如圖9中標記區域,根據目前產線的布局,選擇產線中間的部分作為換線中轉站的地址。在這個區域,不影響生產線的運作,同時也不影響雜線之外其他生產單元的運作。同時,在液壓車完成各設備的換模后,可以直接運送至各產線。
3 結束語
相當于預換線階段的外部換線時間,通過建立換線中轉站,從而縮短切換時間、系統管理外部換線作業的執行,充分發揮了SMED對于設備的改善效果。通過對雜線前后分析改善,有效提升了設備利用率、減少了生產周期,最終將生產線整體切換時間縮短70%。
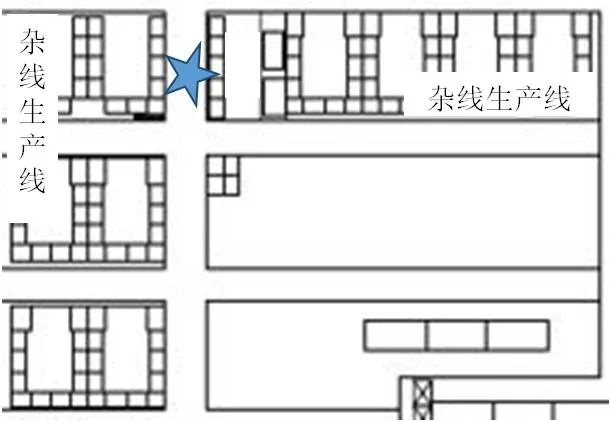
圖9 換線中轉站布局
雖然快速換線方法看似很簡單,但是在具體在實施的過程中應該時刻注意:快速換線理論最大的貢獻在于內部作業、外部作業的定義。靈活使用內部作業、外部作業,對于進一步實現各個部分快速換線具有重要意義。
本文通過案例分析,為多品種小批量企業,尤其產線產品眾多、每天需要多次換線的企業提供有益參考和借鑒意義。
[1] James P.Womack. Lean Thinking[M].機械工業出版社,2015,1.
[2] 葉永偉,王曉恩,林海,江葉楓.沖壓設備快速換模技術研究[J].機械制造,2010,5.
[3] 孟亮.基于改進魚骨圖的X公司QC過程優化研究[D].山東大學,2016.
[4] 陳賢生.G公司快速換模的應用研究[D].華南理工大學,2015.
Changeover station to improve the efectiveness of SMED
ZOU Pei-wen, CHEN Zai-liang
TP29
:A
1009-0134(2017)06-0120-06
2017-04-14
國家自然科學基金(51475315);江蘇省科技廳資助項目(BY2016043-02,BA2014004);青海省科技廳資助項目(2014-Z-Y09,2014-GX-219)
鄒培文(1991 -),男,山東人,碩士,研究方向為精益生產。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
中國化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
故事大王(2016年7期)2016-09-22 17:30:08
工業設計(2016年12期)2016-04-16 02:52:00
消費者報道(2014年7期)2014-07-31 11:23:57
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
