淺談汽車輪罩塑件注射模具設計
2017-08-16 03:11:22高磊東莞大和化成汽車零配件有限公司廣東東莞523533
化工管理 2017年20期
高磊(東莞大和化成汽車零配件有限公司,廣東東莞523533)
淺談汽車輪罩塑件注射模具設計
高磊(東莞大和化成汽車零配件有限公司,廣東東莞523533)
本文著重分析了汽車輪罩塑件注射模具的設計難點、要求和設計方法。
汽車輪罩;注塑模具;設計
汽車輪罩塑件的注塑成型始終是相關設計人員開展模具設計工作的難點,尤其是當塑件的壁厚變化較大,各部位壁厚不均勻時,在實際的注塑過程中會有出現壓力過大、飛邊和熔接痕的危險,嚴重影響模具設計質量,無法滿足客戶提出的要求,并最終影響到模具施工壽命以及產品生產經濟效益。為此,有必要在設計工作中充分利用現階段成熟的輔助設計軟件,充分考慮塑件特點,制定合理有效的設計方案,妥善處理設計過程中遇到的難題,從而達到提高設計質量,保證產品滿足使用要求的目的。現針對汽車輪罩塑件注射模具各項特點,對其設計要點、設計流程及設計中采用的關鍵技術進行深入分析,為確保模具設計質量及產品加工質量提供可靠的參考與依據。
1 主要零部件工藝
左輪罩與右輪罩均采用PP(71103)塑膠,其收縮率可保持在1%左右,中間部分的壁厚約為1.2mm,兩側壁厚略大于中間部分,為1.7mnm,整體尺寸:1068mm×434mm×628mm,是典型的薄壁型注塑模具。此零部件為半圓形,外部形狀較不規則。在外觀方面,應滿足無氣孔、飛邊和縮坑,且整齊光滑等要求。在零部件的表面,設有若干處通孔與倒鉤,其中通孔的直徑在6.5mm左右,無法在脫模方向上依靠動定模靠破以及插破完成成型,在結構上應當設計成側向抽芯的型式。根據零部件各項基本信息可知,此零部件主要有以下設計難點:其一,壁厚變化較大,在注塑過程中有發生壓力超標、飛邊與熔接痕等危險;其二,零部件的外觀尺寸相對較大,應對模具的強度、自重、吊升形式、規格等進行重點考慮;其三,在對模具進行生產時,取件難度較大。
2 模具結構設計
2.1 總體思路
考慮到此零部件外觀尺寸偏大,形狀與結構不規則,壁厚變化較大等特征,在對模具進行設計分析與結構合理性的探討時,應借助Moldflow等專業軟件對其設計重點進行分析,包括澆口的具體位置與大小、充填開始時間、注塑流動前沿實時溫度、鎖模強度、氣泡具體位置、模腔實際壓力與熔接痕的具體位置等。
Moldflow專業軟件能提供專用于注塑成型方面的仿真工具,可協助模具設計人員對具體的成型流程、塑料零部件與模具進行可靠的驗證與優化。在實際工作中,通過對該軟件的合理應用,能為設計人員、制造人員及工程師提供正確且必要的指導,并在仿真設置以及結果反饋的支持下,對各個因素為可制造性造成的實際影響進行展示[1]。無論是薄壁零件,還是厚壁零件或堅固零件,利用該軟件形成的各類幾何圖形都能為設計人員的方案選定提供進行方案試驗的條件,這是傳統模具設計方式無法實現的。
根據模流分析的成果對模具的基本結構進行確定:其一,一模一腔排位;其二,熱流道系統主要采用六點進膠形式;其三,模具生產所用注塑機應保持在1250t左右,不得低于1250t;其四,模架需使用非標三板形式;其五,對于行程相對較大的側抽芯應優先使用油缸進行驅動,其余則可使用常規斜導柱進行驅動;其六,產品留于動模,取件利用機械手進行直接抓取完成。在實際工作中嚴格按照以上要求進行設計,并在所用專業軟件中開展模擬分析,兼顧冷卻水道,同時將分析結果作為依據,對設計方案進行確定,以此確保方案的可行性與合理性。
2.2 結構設計
(1)澆注系統
考慮到汽車輪罩是典型的大型薄壁式零部件,在注塑料澆注成型時必須保持最佳流動性,并且在具體的設計環節應借助熱流道確保穩定在要求的流動范圍中,以此保證熔料可以在標準的范圍之內完全充填型腔。通過對熔體進行的流動分析與模擬分析,可確定出六點澆口的最佳位置,如圖1所示。為了防止在作業過程中零部件的表面產生嚴重的熔接痕,需將六點澆口實際尺寸確定如下:四點直徑嚴格控制在3.5mm左右,采用單邊2度的斜度以大澆口在產品上直接進行進膠;另外兩點則采用15度斜度、20mm寬和3mm高的側澆口于滑塊的頂端位置進行進膠。
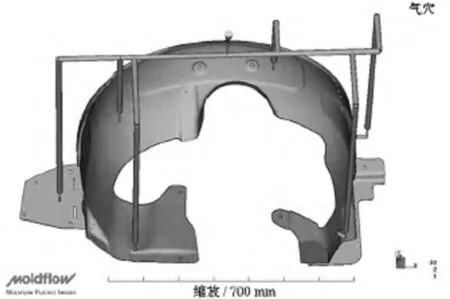
圖1 六點澆口位置
(2)分型面
為滿足取件提出的基本要求,并確保次零部件有良好的外觀質量,其主分型面應確定在裝車狀態底端對應的最大輪廓面上;與此同時,在與客戶協商并征得同意之后,可將側抽芯分型線(共六處)設置在零部件的表面,如圖2所示;而其余的圓孔抽芯分型線(共三處)則可設置在零部件表面預留的圓孔口上。
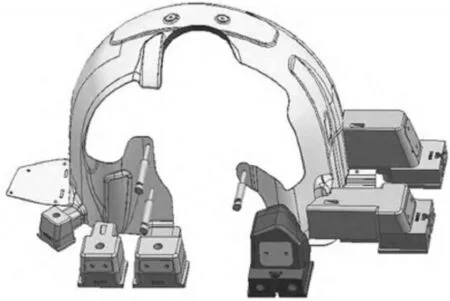
圖2 分型線
(3)側抽芯機構
經過深入的設計分析可知,無法在脫模方向上直接進行成型倒鉤的部位共有九處,為方便生產加工,避免對外觀質量造成影響,可將其設計為側抽芯的形式,如圖3所示。其中,對側抽芯而言(共六處),為了使加工取件更為方便,降低生產難度和提高效率,需適當增大滑塊,并將其和動模進行可靠固定,如果抽芯的行程在10mm以上,則可利用液壓油缸進行驅動;而在10mm以下時,可使用常規的斜導柱進行驅動。除這六處圓孔外的其他三處圓孔,應采用鑲針側抽芯形式,將其和定模進行可靠固定,并利用液壓油缸進行驅動,不再使用斜導柱。
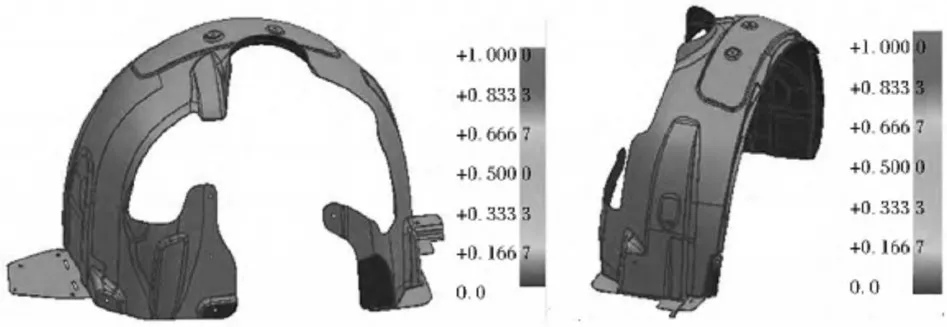
圖3 出模斜度
(4)冷卻系統
定模冷卻主要使用直通形式的冷卻水道,冷卻水一進一出;動模也可以使用一進一出中間用潛入式水井不斷靠近零部件表面的水道進行有效冷卻。為了保證冷卻效果,每一處抽芯都要設置專用的冷卻水道。通過準確的模流分析可知,如果能將進出水口實際溫差控制在2℃-3℃的范圍內,則可避免發生因溫差超標而造成的收縮不均等問題。因此,在設計過程中,除了要重視冷卻系統設計,還要采取有效措施嚴格控制進出水口實際溫差。
3 模具具體工作過程分析
正式開模之后,在注塑機施加的作用之下,動模會不斷向后方移動,直至到達設定的行程。三處側抽芯在液壓油缸的驅動之下脫離膠體,直至達到設定的距離。采用機械手對輪罩進行抓取,并按由上至下的順序取出部件。在合模的過程中,滑塊在液壓油缸的驅動作用下先行復位,然后動模開始不斷向前方移動,直到分型面完全鎖緊。
4 模具的試生產與結果
考慮到模具實際溫度決定了結晶程度,所以在實際生產時應將模具實際溫度嚴格控制在45℃,而料筒的實際溫度應根據其分段情況控制在190℃-220℃范圍內,采用70MPa注塑壓力,壓力保持狀態下的最大壓力不能超出30MPa。開始注塑后,應采用高速進行注射,通過對充模速度的提高能保證塑料具有更好的流動性,確保模腔內盡快被料填滿,以此有效降低型腔內壓,避免飛邊等問題的發生[2]。將模具正式投產之后的實際生產狀況作為依據,開展跟蹤驗證,根據驗證結果可知,模具的成型及填充情況較好,可在十分平穩的狀況下進行流動,且成型壓力始終保持在較低的水平,沒有發現由于壓力過大而造成的毛刺和飛邊等成型缺陷。通過對成品進一步的檢查發現,無明顯困氣現象和燒焦等由于嚴重困氣導致的缺陷。從整體上看,模具的實際工作情況較為穩定,可順利且方便的進行取件,雖然采用多澆口的形式會產生一些熔接線,但在實際情況中并不明顯,不會對產品的機械性能、外觀和質量造成影響,部件整體質量滿足客戶提出的各項技術要求,說明此次設計合理可行,具有良好的參考和借鑒價值。
5 結語
綜上所述,在對汽車輪罩塑件注射模具進行設計的過程中,選定最佳的塑件澆口位置始終是相關設計人員和客戶關注的焦點問題,同時也是決定設計質量的難點與關鍵點所在,尤其是此類塑件的壁厚有較大的變化,對設計提出了十分嚴格的要求,如果未對這一因素進行分析,必定會對設計質量造成不利影響。對此,應借助Moldflow等專業軟件為設計工作提供必要的輔助,而通過實踐也能看出,在全面應用設計輔助軟件之后,不僅可以處理各項設計難題,節省用于反復試驗投入的資金,而且還能起到縮短實際開發周期的作用,并為設計人員制定合理的設計方案提供可靠的基礎支撐。
[1]王偉,盛丹,蔡嘉盛,周應國.熔接線數值模擬在汽車保險杠注射模具設計中的應用[J].江蘇科技大學學報(自然科學版),2013(01):22-26.
[2]王偉其.新型汽車輪罩及工藝研究[J].長春工業大學學報,2013(8):476-480.
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
汽車與安全(2019年9期)2019-11-22 09:48:03
藝術啟蒙(2018年7期)2018-08-23 09:14:18
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
作文大王·低年級(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50
舒適廣告(2008年9期)2008-09-22 10:02:48
