順應實際工藝系統的計算機輔助加工方法
2017-08-16 08:18:39朱弘峰蔡池蘭
實驗室研究與探索 2017年7期
朱弘峰,蔡池蘭
(上海第二工業大學 工學部 數字化制造工程中心,上海 201209)
順應實際工藝系統的計算機輔助加工方法
朱弘峰,蔡池蘭
(上海第二工業大學 工學部 數字化制造工程中心,上海 201209)

分析了計算機輔助加工技術。從切削過程分析、建模仿真、數控系統裝調及優化控制等技術環節進行了跨領域梳理,總結出計算機輔助制造的應用要點。然后,結合實例進一步分析了先進切削加工的關鍵操作步驟及技術細節,揭示了先進切削技術的實質,理清了從加工準備到過程控制的工藝執行思路,找出了順應實際工藝系統的計算機輔助加工實現方法,并指出了相應技術培訓的新方向和新內容。
先進切削技術; 建模仿真; 數控系統; 優化控制技術
0 引 言
先進切削技術是先進制造技術的一項主要技術,是隨刀具技術和數控優化控制技術的不斷突破發展而來的計算機輔助加工技術。所謂“順應”實際工藝系統就是優化整個工藝系統,目的是為了更準確地控制好切削發生的時間與位置,以更貼切的參數,有序地削去精心預留的毛坯材料,并在切削過程中獲得精確的零件尺寸、合適的表面效果、加工效率,甚至是熱處理后零件的表面質量和機械性能[1]。關鍵就是優化切削過程和操作過程。
以前,憑經驗加工零件,先分析圖樣,根據零件機械強度要求選擇毛坯材料和熱處理條件;根據零件結構和材質選擇刀具,確定加工參數[2];根據企業實力選擇設備和具體工藝條件。加工過程主要依靠監聽切削的聲音,目測排屑的性狀和主軸功率指示,用手觸探排屑邊緣光滑度、感受設備振動,統計加工周期和尺寸變化范圍等手段,人工反復調整生產狀況,直到獲得穩定的加工狀態。
現在,許多基于高端數控系統專用軟件有力推進了先進切削技術的發展,用好優化系統已成為切削過程實時優化的關鍵[3]。而切削加工的本質并沒有變,其幾何成形過程仍是毛坯余量形體去除過程,只是精細到每一片切屑的排列形式和切去過程,并伴有整個工藝系統經歷的物理過程。所以,充分發揮優化切削作用的關鍵就是通過操作手段精確控制工藝條件。為此,本文梳理了整個工藝系統的各個技術環節,進而為開發新型技術培訓課程出一點微薄之力。
1 計算機輔助制造
狹義的計算機輔助制造是指CAM,實際即指建模仿真。廣義的計算機輔助制造至少還包括了數控系統等一切電子裝置的實時控制過程。目前,幾乎所有的高端數控設備都開放其控制數據,以便用高級編程指令或軟件二次開發形式增加了優化控制環節,實現切削參數動態優化、刀具管理、遠程診斷、預防性維修,乃至工業4.0的底層數據采集等功能。有的甚至已升級為“仿控一體”智能數控系統。
1.1建模仿真
通過建模仿真能在加工前預知零件、刀具、夾具、設備等實體對象各自的形位關系和運動關系。目前常用的CAD/CAM軟件有UG NX、Cimatron、Mastercam、POWERMILL、SolidCAM、PRO/E等。可用作設計工具、輔助操作和管理工具、工程分析與優化工具,也有個案用作控制工具。操作過程包括零件、刀具、夾具、設備等建模,加工策略和刀具軌跡設計,欠過切及干涉情況仿真分析,針對實際數控設備完成自動編程和程序編譯等任務。
CAD/CAM軟件通過圖形交互式界面操作,輸入加工特征信息或定制數控加工策略。其中,加工特征是零件的信息組成單元,包括形狀信息和加工信息。分形狀特征、材料特征、精度特征、工藝特征、制造資源特征等[4](見圖1)。
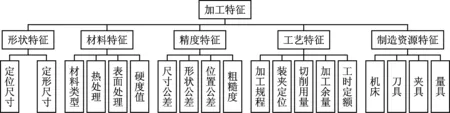
圖1 加工特征的分類組成
加工策略的定制就是安排每一片切屑的形狀、位置與切離的次序,如圖2所示,通常指定為切削用量和下刀方式。根據刀具與工藝系統條件的選用,切削用量有3種選法:當工藝系統剛性不足,設備動力和刀具甲-側銑完成面,乙-順銑去除形體,丙-面銑去除形體,丁-面銑完成面,戊-側銑切屑展開,己-逆銑去除形體,庚-單片面銑切屑側銑時,切深大于切寬,左前側面采用順銑,自右向左逐片切去形體乙,留下面甲;與此類似,右前側面采用逆銑,自左向右逐刃切去形體己,每刃切去的形體如戊所示。端銑時切深小于切寬,每刃的切屑展開形體如庚,去除總量為丙的形體后形成面丁韌性足夠時,用強力切削;工藝系統剛性足夠,刀具耐磨性足夠時,用高速切削;工藝條件充分,刀具強度、耐磨性都足夠時,提倡用高效率切削。下刀方式是指切入、切離、走刀與優先方式的組合形式。具體選用視加工部位機械特性、結構和工藝系統條件而定[5]。
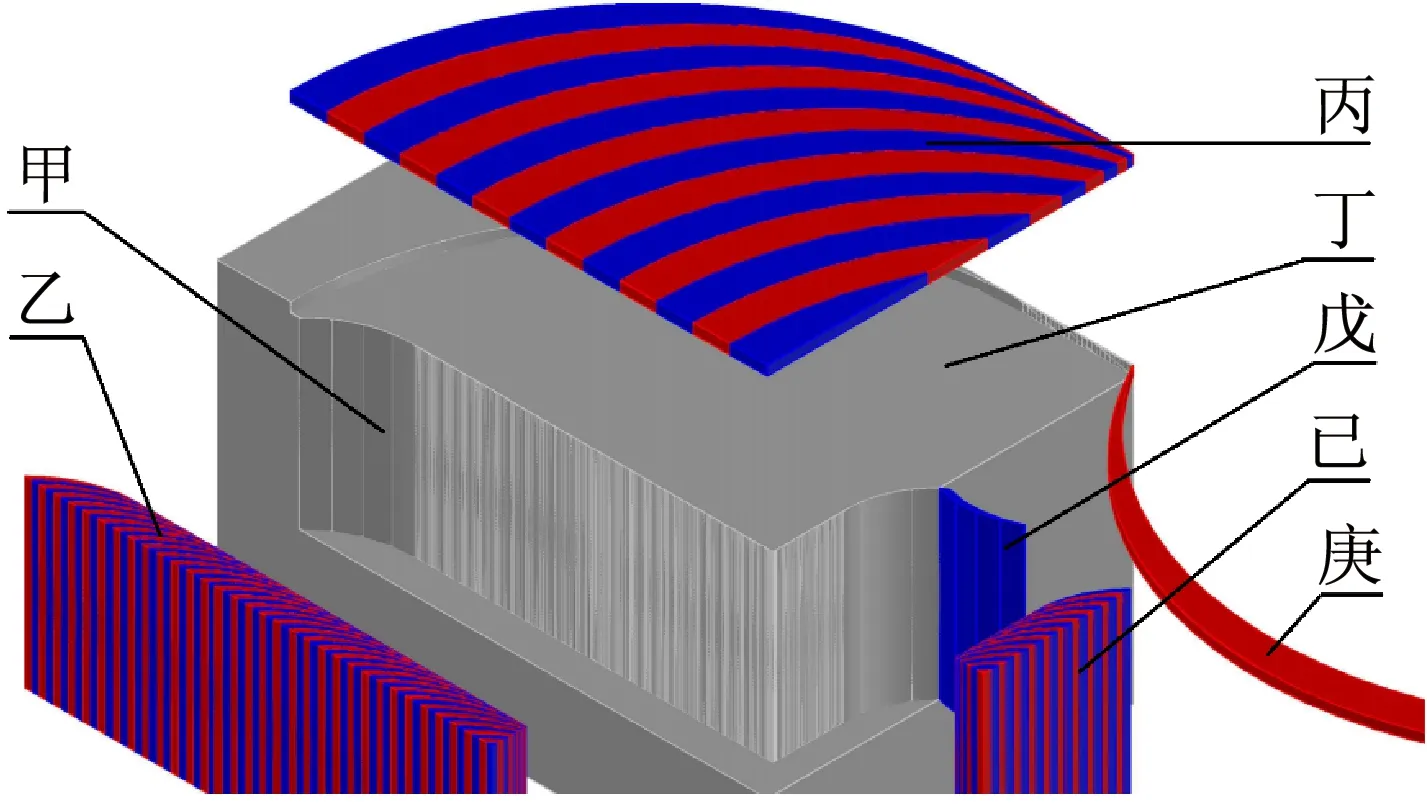
圖2 切屑的形狀與位置
加工策略的定制需要人的經驗,即要求用戶熟知加工對象、工藝條件和軟件的功能,并能通過人機界面操作完成特征描述和條件配對,盡量發揮不同軟件的獨特優點[6]。
實切過程還有許多不能通過仿真發現的問題,如切削變形、夾緊變形、切削狀況的變化、排屑形狀與方向的變化及其對后續加工的影響等。這些都需在實際加工中加以優化。
1.2過程優化控制
數控系統優化控制技術能在加工過程中解決自適應控制、熱-力補償控制等實時控制問題。加工過程優化包括加工參數優化、控制過程優化和操作過程優化,目的都是為了發揮新型刀具和數控設備的最佳性能,現在越來越需要依靠專用軟件來實現。
加工參數優化是刀具和切削技術一直在研究的內容,也是數控加工過程優化的重要環節[7]。目前采用物理仿真分析軟件對整個工藝系統進行優化。如Delcam Vortex借助傳感器采集機床實際運行數據,分析機床動態性能,掌握工藝系統的特征參數,再分析刀具與設備的實際性能條件與加工特征的匹配性能,進行物理仿真,為整個工藝系統量身定制加工程序,巧妙實現優化加工[8]。
數控系統優化控制技術,簡稱優控,具有實時控制、自動補償等功能。主流優控系統有高端數控系統(如Siemens 840D系統)、外掛式優化監控系統(如OMATIVE ACM系統、KOMAT Tool scope)等。高端數控系統提供多種編程手段,進行軸監控、補償或同步控制,實現優化加工。外掛監控系統能利用各種伺服系統實時控制數據分析多種切削加工過程中刀具的使用狀態,同時實現各種優化控制和優化管理。
早期操作優化全憑個人經驗。現在依靠軟件,可使操作規范化、系統化、集中化、統一化,進而產生功能疊加效應。如DMG ShopTurn車削操作軟件,采用二維圖形向導,只需專注完成輪廓定義、刀具選擇、切削方式和加工參數的確定,便可自動生成安全規范的加工程序,精確計算粗、精加工余量和刀具軌跡,杜絕程序輸入錯誤、不必要的空行程和后處理兼容性問題。大大提高生產效率和加工質量。
大隈的OSP suite同時具有輔助編程和優控功能,采用3D建模,能夠邊仿真邊加工,因這些功能在同一臺設備上疊加,帶來了智能防撞、床身熱變形管理和動態補償、智能優化等新功能。
綜上所述,先進切削技術的先進之處就在于通過優化的工藝參數、控制方法、操作方式,實現優化切削。切削的關鍵在于刀具,過程優化的關鍵在專用軟件。如何用好刀具和軟件就是用好先進切削加工技術的關鍵。
2 先進切削加工技術
表1列出了數控加工過程中常用方法的比較。表中行間反映步驟關系,列間反映方法的升級。結合實際工藝經驗梳理出如下關鍵操作步驟。工藝保障的要點如下各例所示。
2.1實際切削狀態參數的獲得
切削刀具的材質、涂層和刀槽都是針對特定材料和加工目的設計的,切削參數選擇范圍一般比較狹窄。圖3所示為一組采用不同切削參數車削45鋼棒料端面的實例。圖3(a)所示為主軸轉速和進給率,S=1 400 r/min,f=0.2 mm;圖3(b)、(c)是以恒轉速車削端面的效果。根據表面粗糙度變化的分界位置可算出切削速度的臨界值;(c)外圈退刀痕說明較高速度切削時,刀刃擠壓已加工面發生過彈性變形,實測可知變形量。圖3(d)、(e)、(f)所示均為恒線速切削效果,(d)、(e)中部粗糙區域都變小,說明恒線速車削對表面質量有利[9];(d)所示切削深度太淺,表面粗糙;(e)所示切深與進給合適,表面效果好,排屑規則;(f)所示進給過慢,表面反而粗糙,排屑不暢,形狀和排出方向都難以控制。綜上所述,車削鋼件時,找到切削三參數臨界值,并在附近微量變化,切削各方面效果就有立竿見影的變化,合理選用,即獲理想效果。
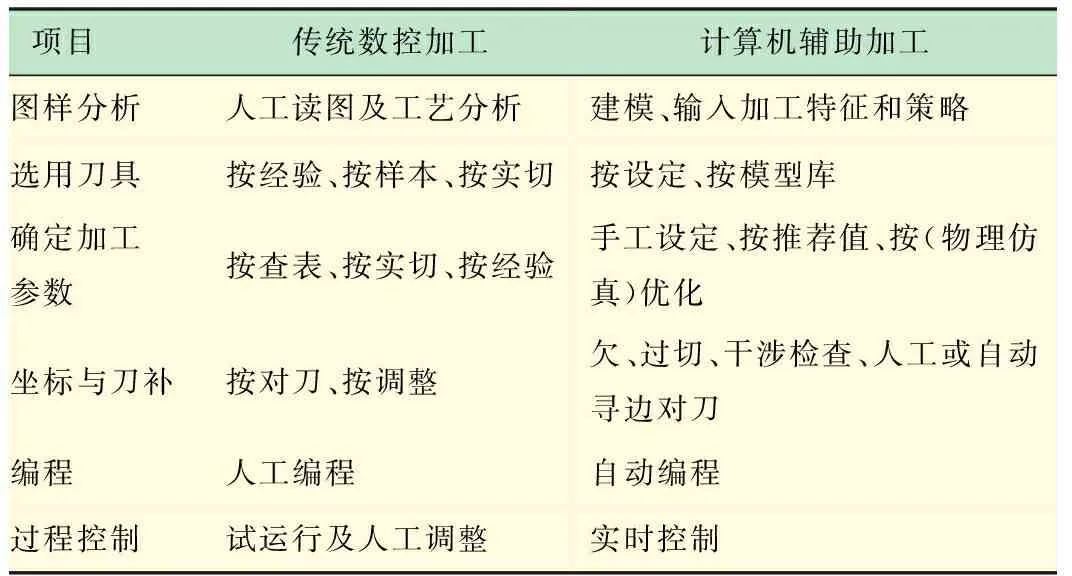
表1 傳統數控加工和計算機輔助加工方法比較

(a)(b)(c)(d)

(e)

(f)
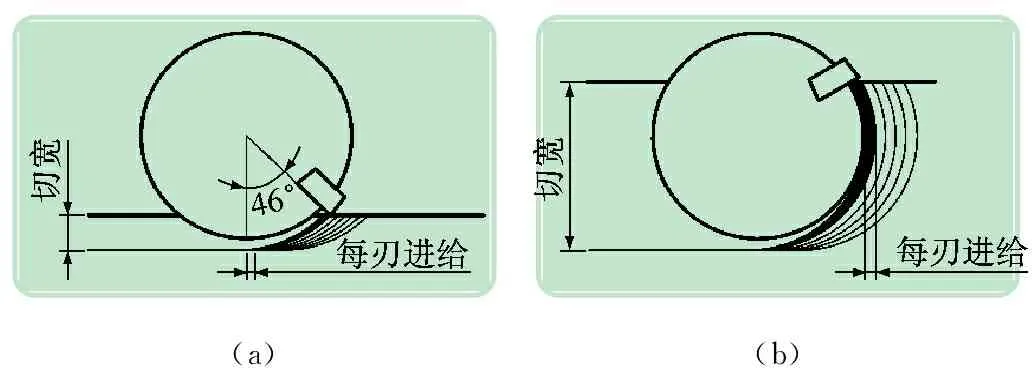
銑削屬于斷續切削,切屑形狀由切深、切寬、每轉進給3個維度的參數組成,見圖2。排屑是關鍵,策略是重點。如順銑和逆銑時,實際切削幾何角度并不總是由刀具幾何參數決定,而是隨著刀具與加工部位相位關系變化發生瞬態變化。如圖4所示,用同樣的刀具側銑和端銑相同零件,圖4(a)所示加工區域全是順銑區,刀具是刀尖先切入零件材料的,瞬時實際周向前角較大;圖4(b)所示加工區域存在部分逆銑區,刀具前刀面先與零件材料發生撞擊,瞬時周向前角為負。顯然,排屑狀況和切削時的力學過程都不同。好的策略不僅能夠引導CAM軟件輕易地處理幾何運動,而且能控制每一刀的切入切出方向,和切削層的參數,使每一片切屑的形狀和形成過程都基本一致,由此帶來優良的加工性能。
2.2零件定位狀態的保障
一臺嚴格定義坐標框架的數控機床實際無需對刀操作。直接按刀具、夾具實際長度設定偏置,并按圖設置工件坐標即可直接按調整法開始加工。應用的實例如圖5所示。圖5(a)為車床系統提示的零件裝夾和端切示意圖;(b)為端切完畢零件與刀具位置;(c)為夾具坐標和零件坐標的實長偏置,可以發現機床坐標減去各坐標偏置值的差就是刀具實長。這時編程刀軌可以精確地落在待加工零件上。關鍵技術就是正確設置機床坐標原點[10],四代以上數控系統都適用。
(a)(b)

圖4 不同切寬條件下材料切除過程
圖5 實長化對刀的方法與效果
2.3順應實際加工的程序
圖6所示是關于合理使用系統功能的鉆孔案例。孔軸線不與出口面垂直,這會造成鉆穿時單邊鉆削力突增,使鉆頭偏移,破壞加工質量,甚至斷刀。問題出在自動編程。鉆通孔有3個階段,定位、鉆孔和退刀。其中,鉆孔階段應有起鉆、鉆深、鉆穿3個過程,而一般鉆孔循環只提供一個統一的進刀過程。采用同步動作指令[11]可解決此問題。
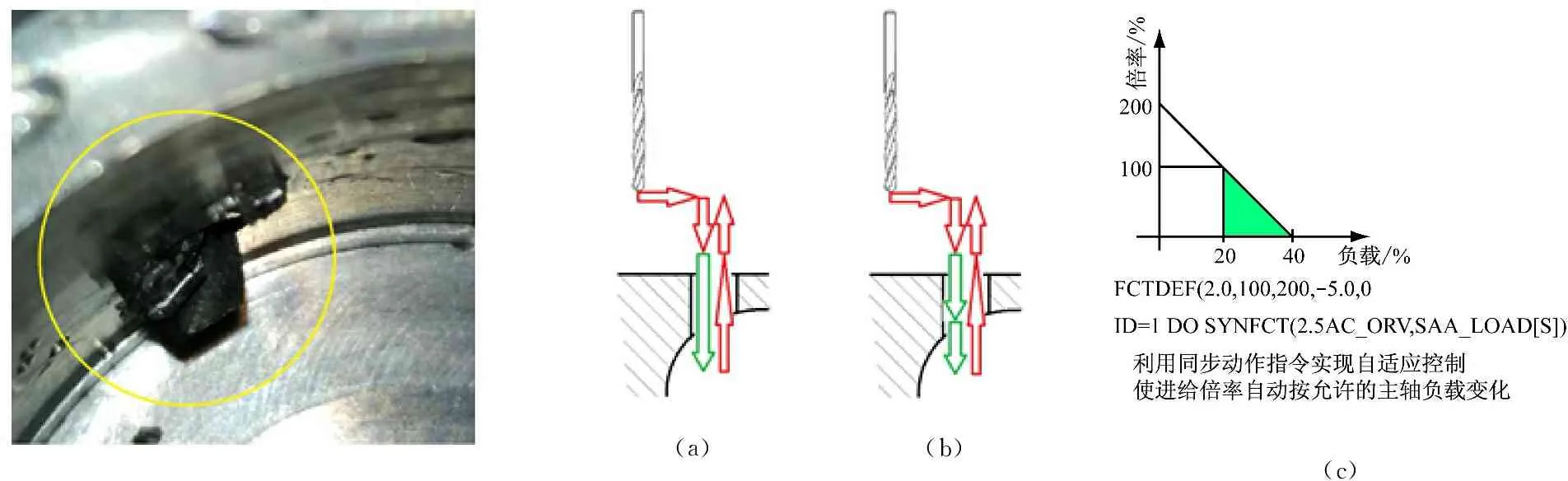
(a)(b)(c)
(a) 傳動鉆孔循環;(b) 鉆穿時增加同步動作;(c) 利用同步動作編程保證鉆孔質量[12]
圖6 典型自動優化鉆孔加工案例
2.4先進切削技術的培訓
先進切削加工技術的主要操作內容就是針對工藝系統和加工過程本身的特點采取優化措施。優控技術的實踐培訓就是抓住建模仿真、優控系統的使用或二次開發、工藝條件的保障,及對細化加工階段優化編程等。技術環節的培訓為切削服務。切削過程培訓就關注過程現象、噪聲、振動、溫升、排屑、尺寸波動、表面效果、生產效率,及切削后的刀具等。這些能通過感官感知。關鍵要分析各種表面現象、優化手段和加工效果之間的關聯,經過梳理后總結成加工經驗,形成能從特定的過程現象發現條件信息的能力。
優控系統的操作人員,實際充當了一個并聯校正環節,他們可以從系統外部進行干預,在問題發生之前就采取調整措施,干預或終止一個不穩定切削過程。更重要的是在重新開始一個切削過程之前,他們能給出軟件無法自動得出的決策或參數。
3 結 語
先進切削技術的實質是對切削過程的優化。關鍵就是細化工藝階段,保障加工條件。要實現順應實際工藝系統的計算機輔助加工,先輔助計算機找到切合實際的加工參數、系統參數,然后合理發揮系統功能,實現優化加工。相關的技術培訓就需要精簡加工技能培訓,增強優控技術的實踐,在實踐中培養研究解決問題的能力。長期堅持下去,匠心素質就磨練出來了。
[1] 王永國.金屬加工刀具及其應用[M].北京:機械工業出版社,2011.
[2] (德)烏爾里希·菲舍爾著.簡明機械手冊[M].云忠,楊放瓊譯.長沙:湖南科學技術出版社,2012.
[3] 劉志兵,楊曉紅.自適應控制技術在CNC機床上的應用[J].制造技術與機床,2005(10): 107-109.
[4] 石 俊,姜壽山,石 佼.基于典型零件的加工特征分類與描述[J].機床與液壓,2006(8): 34-35,91.
[5] 魏茂源,史文杰.淺談基于Cimatron E 加工策略的快速編程方法[J].價值工程,2014(30): 84
[6] 富榮生,段欣楠,朱廣智.自動化編程CAD/CAM技術的優越性[J].科技致富向導,2012(14): 408.
[7] 劉 強,李忠群.數控銑削加工過程仿真與優化[M].北京:航空工業出版社,2011.
[8] 翟萬略.Delcam專利技術釋放機床潛能降低刀具磨損[C]//2013國際先進制造工藝與刀具技術研討會會議資料,北京:機械工業出版社,2013: 15.
[9] Karaguzel U,Olgun U,Uysal E,etal.Increasing tool life in machining of difficult-to-cut materials using nonconventional turning processes[J].Int J Adv Manuf Technol,2015,77:1993-2004.
[10] 陳先鋒,蔡 捷.SIEMENS數控技術應用工程師——SINUMERIK 840D/810D數控系統NC高級編程與Shop Turn應用教程[M].北京:人民郵電出版社,2011.
[11] 王文理,袁士平.自適應加工技術在數控加工領域的分類應用[J].航空制造技術,2013(6): 28-30.
[12] 劉浩波,錢龍宇,秦 東.西門子數控系統同步動作的應用[J].機械與電子,2010(1): 78-79
[13] 劉朝華. 西門子數控系統調試與維護[M].北京: 國防工業出版社,2010.
[14] 尤東升,夏加明,孫金行 基于西門子840D的加工穩定性分析與參數優化[J].機械制造,2012,50(5): 24-28.
[15] Delcam(中國)有限公司 Delcam最新技術亮相DMC2012[J].航空制造技術,2012(7): 98-99.
[16] 顧旭東.對先進切削加工技術的幾點思考[J].技術研發,2014(21):72-73.
Computer Aided Processing Method Conforming Practical Process
ZHUHongfeng,CAIChilan
(Centre of Digital Manufacturing Engineering,Faculty of Engineering,Shanghai Second Polytechnic University,Shanghai 201209,China)
While advanced manufacturing technology is subverting the traditional manufacturing methods,cutting technology is not sifted out,but also is gradually developed into advanced cutting technology,owing to unceasing breakthroughs of the cutting tool technology and numerical control technology.For this sake,the computer aided processing technology was re-analyzed by combing the technical links of cutting process analysis,modeling and simulation,NC system adjustment and optimization control technology.The key points of the computer aided manufacturing application were summed up.Then,the key operation steps and technical details of advanced machining were rther analyzed by examples,and these revealed the essence of advanced cutting technology.The method of computer aided machining is found to be suitable for the actual process system,and the new direction and new contents of the corresponding technical training were pointed out through a whole new viewpoint.
advanced cutting technology; modeling and simulation; numerical control system; optimization control technology
2016-10-08
國家自然科學基金項目(No.51305251)資助
朱弘峰 (1974-),男,江蘇吳縣人,工程師,從事數控加工技術應用、數控設備維修改造工程及相關實踐教學。
Tel.:13795356977; E-mail: hfzhu@sspu.edu.cn
蔡池蘭 (1976-),女,湖北枝江人,副教授,從事機械產品創新設計和高速切削關鍵技術研究,及機械制造基礎課程教學。
Tel.:13651976267; E-mail: clcai@sspu.edu.cn
TG 659
:A
1006-7167(2017)07-0014-05
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
家庭影院技術(2017年9期)2017-09-26 03:41:45
