PSPC要求下散貨船頂邊艙換新的工藝問題
2017-08-17 11:03:23周萬棟肖志堅
中國修船 2017年4期
周萬棟,肖志堅
(上海華潤大東船務工程有限公司,上海 202150)
PSPC要求下散貨船頂邊艙換新的工藝問題
周萬棟,肖志堅
(上海華潤大東船務工程有限公司,上海 202150)
文章以“伊比斯”散貨船的頂邊艙整體換新工程,闡述了在《所有類型船舶專用海水壓載艙和散化船雙舷側處所保護涂層性能標準》(PSPC)要求下“伊比斯”船的頂邊艙整體換新工程的工藝問題。
PSPC要求;頂邊艙換新;工藝問題
隨著世界經濟全球化的發展,以改善船舶航行性能為目的的船舶壓載水艙對海洋生態環境的污染問題也凸顯出來,其中壓載水艙腐蝕的影響尤為嚴重,因而國際海事組織(IMO)已于 2006年第82屆海上安全委員會大會上以 MSC215(82)決議正式通過了《所有類型船舶專用海水壓載艙和散貨船雙舷側處所保護涂層性能標準》 (Performance Standard for Protective Coatings,簡稱PSPC) ,并同時以 MSC216(82)決議通過了 SOLAS 公約第Ⅱ-1/3-2 條修正案,正式將其寫入SOLAS 公約并成為強制性標準,IMO對 PSPC的執行范圍如下。
1)500 總噸以上船舶。這意味著幾乎所有遠洋貨船都涵蓋其中。
2)散貨船雙舷側空間在150 m長度以上的。
3)專用壓載水艙(包括壓載貨艙)。
PSPC的實施意味著對許多造修船廠,不管是從設計方面,還是建造工藝方面都提出了更高的要求。針對如何使船舶達到PSPC標準,本文以 “伊比斯”船為例,講述如何從換新區域選擇、生產設計、修理工藝、精度策劃和吊裝方案等方面進行規劃,以滿足PSPC要求并獲得理想的修復效果。
1 換新范圍的選擇及生產設計
1)項目概況。該船No.2貨艙雙側頂邊壓載水艙在打壓載水時,透氣帽未打開,壓載水艙被撐爆,嚴重變形。受損區域橫剖面圖如圖1所示,(圖1所示為右舷,左右舷對稱)。受損區域甲板平面圖,如圖2所示。
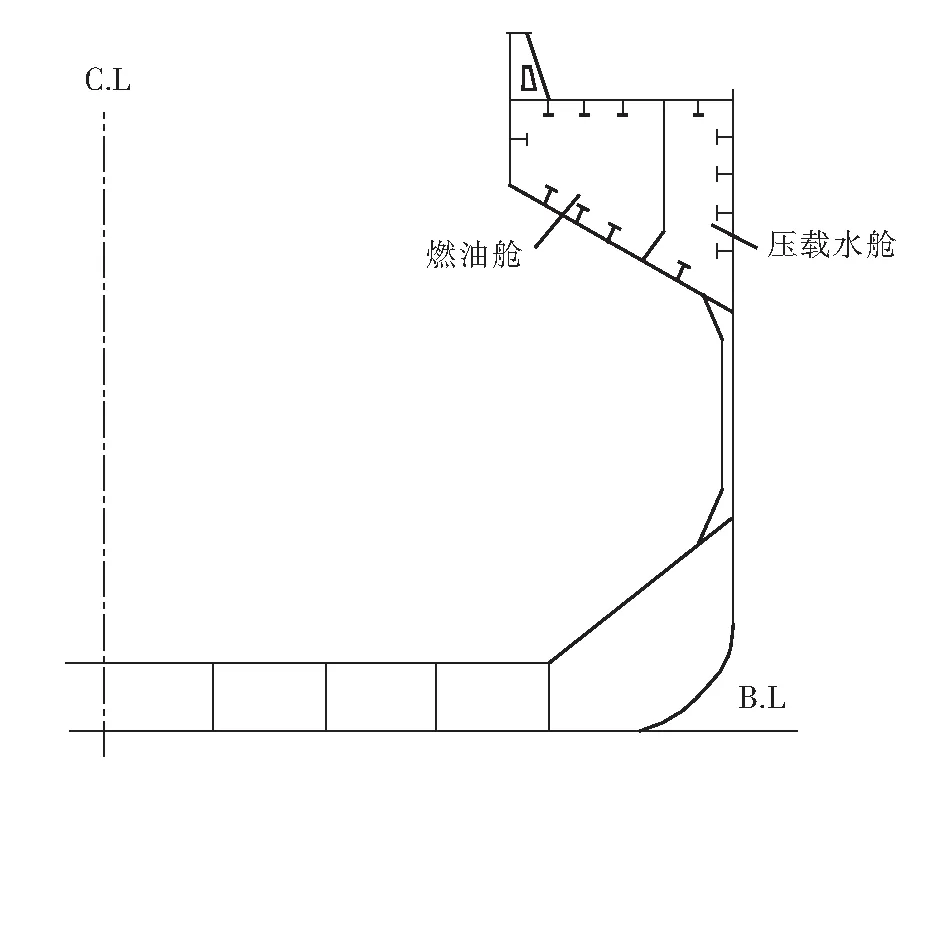
圖1 受損區域橫剖面圖
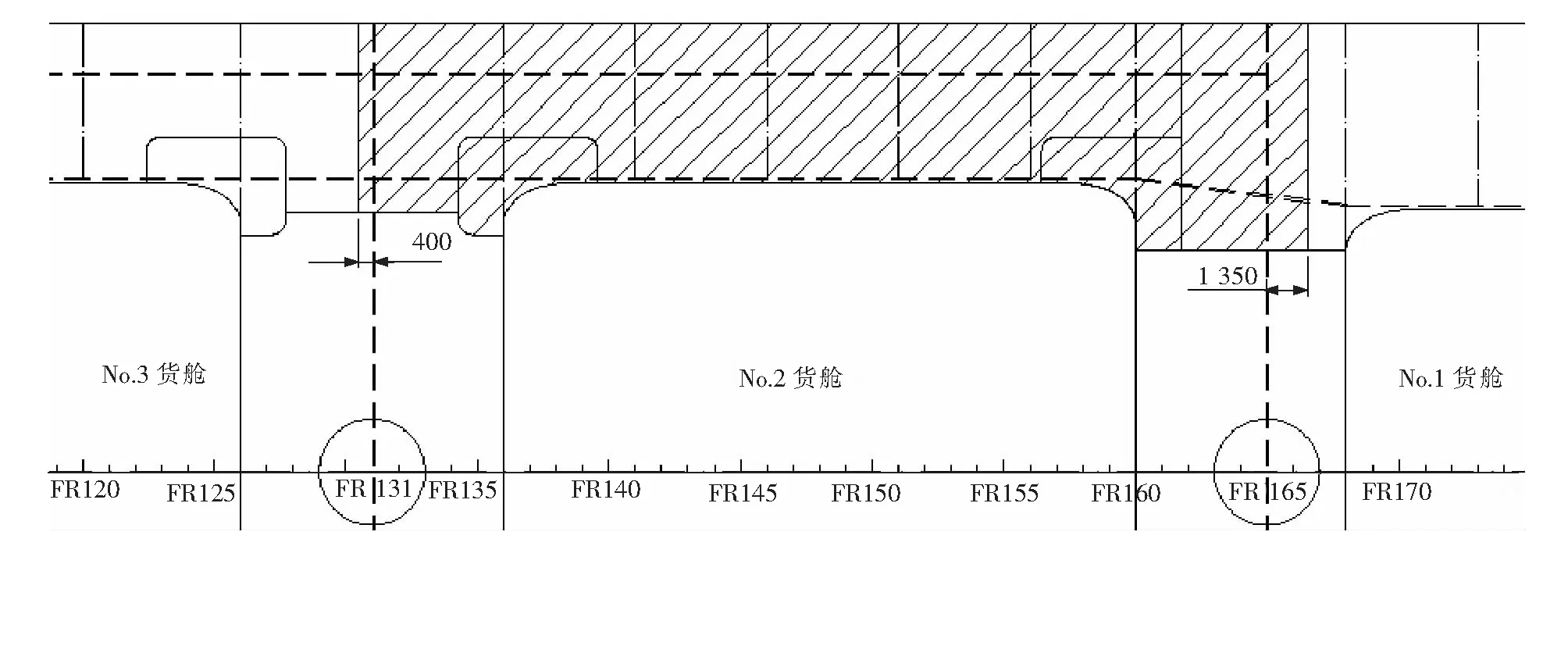
圖2 主甲板平面圖
2)修理區域的選擇。受損區域位于No.3貨艙前壁FR131與No.1貨艙后壁FR165之間,長27.2 m。根據現場勘驗發現,頂邊艙的雙側外板、頂邊艙底板變形凸出;燃油艙與壓載水艙之間縱壁受內壓變形,內強框架撕裂,弱檔骨架變形,嚴重變形區域發生在整個頂邊艙的中部。靠外板處的壓載水艙須根據PSPC相關要求進行生產設計、制作和涂層保護。由此,橫向范圍可以選擇:①僅壓載水艙進行局部分段換新;②頂邊艙區域的整體換新。縱向范圍選擇原則:①原船板縫優先;②分段縱向結構平順處優先。很明顯,頂邊艙橫向局部換新工藝性不佳,臨時支撐、艙口保距梁架設、整體加強等輔助工作繁雜,工藝性差,不穩定因素很多。所以頂邊艙橫向整體換新是理想的選擇;縱向換新區域以過槽型艙壁或不到槽型艙壁為最佳選擇,從頂邊艙底板圖和現場勘驗中發現,FR131-400 mm處有1道橫向板縫,而FR165后結構變化大,結構轉接過度復雜,最好將復雜的結構制作在分段內,不留到船上解決。下方區域選擇頂邊艙下止端向下800 mm原船縱縫為界最佳。因此,最終選擇在FR131-400 mm~FR165+1 350 mm范圍內進行分段換新修理。
3)生產設計。換新區域確定好之后,散裝結構多,自然破壞油漆的面積就比較大,甲板和外板上有小塊挖補,既影響結構強度,也影響美觀。綜合考慮,決定將首部頂邊艙底板上FR165+950 mm~FR165+1 350 mm處,長度400 mm范圍內的甲板縱骨、外板縱骨、頂邊艙底板和底板縱骨作為散裝零部件。這樣,FR165+950 mm~FR165+1 350 mm處區域甲板和外板只留板殼。不僅可以盡量少地損壞油漆,也保持了外板甲板的連續性和美觀。分段不僅可以順利“塞入”缺口,FR165處如有線型不貼合的問題還可以進行裝配調整。將散裝零部件裝配上去,問題就得到了解決。根據原船結構圖和線型資料,進行了分段的生產設計、線型進行放樣和下料。
2 換新修理工藝策劃
為了實現按照PSPC的標準制作并搭載頂邊艙總段,進行了工藝策劃。
1)凡是在涂裝之后還需進行裝配和焊接的部位,一律遠離水艙和油艙。
2)換新區域的D-ling、透氣帽、測深管、人孔蓋、舷墻、燃油艙的輸油管路及加熱盤管等,均在分段完工測量合格后,涂裝作業之前,裝配或焊接到分段上。因此分段采用以外板為基面的側造方式進行建造,原船的拆裝舾裝件等,就便于定位和裝配到新分段上了。
3)對于需在搭載之后,才能回裝的甲板立柱,無法避免搭載后電焊的,其下口新制分段甲板對應處,裝配并焊接30 mm厚墊板,用于抵消立柱船上焊接所產生的熱效應,保護涂裝油漆。
4)按照“殼、舾、涂”一體化要求和順序制作分段。所用鋼板及型材的表面粗糙度在30~75 μm范圍;水密及非水密補板拐角全部按圓弧過渡設計;零件銳邊按R2的要求倒角,或3次打磨;打磨焊道,去除焊接飛濺和其它污物。鋼板表面處理:被破壞的底漆和分段內焊縫光潔度達到SA2.5;具備材料底漆合格的證明文件。分段搭載合龍后的油漆損壞應滿足:小面積油漆破壞區域小于總面積的2%,大接縫表面光潔度達到ST3要求。所有總裝吊環,都在涂裝之前,焊接在避開壓載水艙區域。
5)原船回裝結構,需進行拆除前的對合線劃制并作洋沖標記;舷墻、立柱等回裝構件,需測量到對接縫詳細尺寸并記錄,作為回裝到新制分段的依據。
3 精度測控方案
精度測控方案直接關系到船舶原始狀態的保持,影響到換新工程的成敗。因此,在生產設計和工藝編制之外,根據工藝需要進行精度控制的策劃,并根據方案的需要繪制精度控制圖表。主要從以下5個方面進行換新工程的精度控制。
1)艙口圍拆開前的艙口圍下企口臨時加強,防止拆除后艙口圍變形;艙口圍拆除前割縫處對合線劃制并作洋沖標記。
2)頂邊艙切割前,艙口長度、寬度間距原始數據測量和記錄,艙口端梁與頂邊艙連接處的寬度對合線劃制并作洋沖標記;保留的艙口端梁加裝臨時支撐并焊牢。
3) 縱向艙口圍(施工拆除部分)直線度測量并記錄原始數據。
4)船舶進塢后,原船切割前船體局部區域(No.1貨艙前~No.3貨艙后)的甲板水平度測量、船底撓度測量(拆除前、拆除后、分段吊裝后,分別測量并記錄1次),以此觀測施工過程中船體的撓度變化。
5)原船前后艙壁的實際間距復核并記錄,以備用于新制分段前后艙壁間距的微調。
4 總段的吊裝方案
“伊比斯”船預先方案選擇浮修,但船舶頂邊艙拆除后,浮修狀態下不僅船體總縱強度無法得到保證,船體在No.2貨艙處也存在折斷的可能,因此必須安排進塢修理。為了達到縮短塢期和保證修理質量的雙重目的,本船頂邊艙做一體化建造,并一次吊裝到位,在總段搭載時注意以下幾點。
1)吊環的設置盡量避開頂邊艙區域,避免吊環割除過程中損壞總段主體部位油漆。
2)根據浮吊船作業習慣,搭載總段的吊環按照左右舷的區別進行對稱布置。
3)多點均勻布置主副鉤,減少吊裝重力集中于部分吊鉤和吊起后分段變形的風險。
基于上述考慮,我們在每個總段上設置了4組吊環主鉤,并布置在原船拆下來回裝到分段上的舷墻肘板上,在頂邊艙下止端肋骨面板上對稱地設置4組副鉤。吊環布置示意圖如圖3所示。
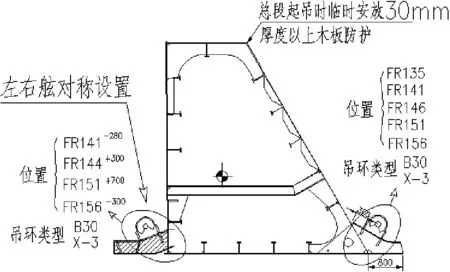
圖3 吊環布置示意圖
5 結束語
船舶壓載艙室的大型換新工程,特別是在PSPC標準的要求之下,對于船舶壓載艙室的換新,提出了更高的工藝要求。項目前期的工藝研判,對工藝進行分項分解細化非常重要,直接關系到換新工程的成敗。本文以“伊比斯”船的頂邊艙改造工程為例,講述在PSPC要求下通過從換新區域選擇、項目的生產設計、制作階段的工藝、精度控制方案的策劃和吊裝方案的策劃等方面著手,圍繞涂層保護和“修舊如新”這2個原則,展開了一系列工作,修理效果非常理想,獲得船東、船級社的好評。
In this paper,the technique is described for renewing top cabin of IVS IBIS under requirement PSPC(Performance Stand for Protective Coatings)of the whole,with IVS IBIS as example.
PSPC requirement;top cabin renewing;technique
周萬棟(1977-),男,安徽泗縣人,工程師,大學本科,主要從事船舶修理與設計工作。
U672
10.13352/j.issn.1001-8328.2017.04.003
2017-02-05
猜你喜歡
艦船科學技術(2022年14期)2022-09-22 03:07:40
船舶(2021年4期)2021-09-07 17:32:22
小哥白尼(趣味科學)(2019年10期)2020-01-18 09:16:22
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
銅業工程(2015年4期)2015-12-29 02:48:39
電測與儀表(2015年5期)2015-04-09 11:30:52
石油化工應用(2014年8期)2014-03-11 17:40:03
