巴西杰瑞水電站雙層外操作油管制造質(zhì)量控制
2017-08-17 00:20:51秦振偉
水電站機(jī)電技術(shù) 2017年3期
秦振偉
(東方電氣集團(tuán)東方電機(jī)有限公司,四川 德陽 618000)
巴西杰瑞水電站雙層外操作油管制造質(zhì)量控制
秦振偉
(東方電氣集團(tuán)東方電機(jī)有限公司,四川 德陽 618000)
杰瑞水電站是世界上目前在建的單機(jī)容量最大及裝機(jī)臺數(shù)最多的貫流式水輪發(fā)電機(jī)組。本文主要介紹杰瑞電站水輪機(jī)雙層外操作油管的結(jié)構(gòu)形式和特點(diǎn)及制造難點(diǎn),重點(diǎn)介紹了其制造過程的質(zhì)量控制要點(diǎn),對封閉腔清潔度控制、封閉腔內(nèi)防護(hù)等關(guān)鍵問題進(jìn)行了較為詳細(xì)的敘述。
貫流式水輪機(jī);雙層外操作油管;封閉腔;質(zhì)量控制
0 引言
杰瑞水電站位于巴西北部朗多尼亞州的馬德拉河上,馬德拉河是亞馬遜河的主要支流之一。杰瑞水電站將總共安裝50臺燈泡貫流式水輪發(fā)電機(jī)組,單臺機(jī)容量為75 MW,是目前世界上單機(jī)容量及總裝機(jī)容量最大的貫流式機(jī)組。其中左岸22臺機(jī)組為東方電機(jī)制造,本文介紹的是東方電機(jī)機(jī)組中制造難度非常大的雙層外操作油管的制造質(zhì)量控制。
杰瑞水電站雙層外操作油管一端連接在主軸支撐板上,另一端連接受油器轉(zhuǎn)軸,不僅是轉(zhuǎn)輪槳葉操作壓力油油路的一部分,同時還承擔(dān)著受油器轉(zhuǎn)軸支撐的作用。雙層外操作油管采用雙層管結(jié)構(gòu),由法蘭A、法蘭B、外層油管和內(nèi)層油管組成,如圖1所示。
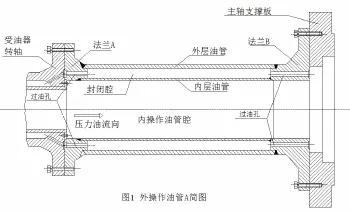
圖1 外操作油管A簡圖
雙層外操作油管重約1 t,內(nèi)層油管和外層油管均采用20(L)的冷拔鋼管制成,法蘭A和法蘭B為Q235B鋼板加工制成。在外層油管與內(nèi)層油管之間的封閉腔,是轉(zhuǎn)輪槳葉操作壓力油油路,法蘭A和法蘭B上各開有16個Ф18過油孔,封閉腔通過過油孔與上下油路連接。由于封閉腔是壓力油油路,對清潔度要求非常高,而操作油管制造并未采用不銹鋼材料,因此制造過程中會出現(xiàn)內(nèi)腔銹蝕、內(nèi)腔無法有效清理等問題,本文詳細(xì)介紹了如何通過質(zhì)量控制手段來確保雙層外操作油管質(zhì)量合格。
1 質(zhì)量控制技術(shù)準(zhǔn)備
考慮到焊接前清理內(nèi)腔的問題,雙層外操作油管的制造工序安排如下:單件下料、加工→法蘭A與外層油管焊接→法蘭B與內(nèi)層油管焊接→打磨焊縫并探傷→中間過程加工→噴砂清理表面→表面防護(hù)→焊前封閉腔清理檢查→過油孔使用螺塞封堵→組焊成整體→焊后內(nèi)窺鏡檢查封閉腔→打磨焊縫并探傷→壓力試驗(yàn)→封堵封閉腔并精加工→表面防護(hù)及包裝。使用這樣的工藝流程,可以在雙層外操作油管封閉腔焊接成整體前,對封閉腔進(jìn)行全面清理及防護(hù),保證封閉腔的清潔。
除了工藝上的考慮外,還需要在質(zhì)量檢驗(yàn)上進(jìn)行控制。針對部件特點(diǎn)編制檢查試驗(yàn)計(jì)劃,在各個有質(zhì)量風(fēng)險的環(huán)節(jié)設(shè)置檢驗(yàn)點(diǎn),并編制有針對性的檢驗(yàn)表格。
2 原材料質(zhì)量控制
在下料之前,必須嚴(yán)格檢查所需鋼管、鋼板、焊材的質(zhì)證書,確保所用材料與設(shè)計(jì)圖紙相符。并應(yīng)檢查鋼管、鋼板外觀,表面不能有裂紋、大面積銹坑、起皮等缺陷,材料尺寸應(yīng)符合材料標(biāo)準(zhǔn)中的驗(yàn)收準(zhǔn)則。
3 封閉腔焊接前質(zhì)量控制
材料下料之后,將進(jìn)行單件加工,主要是加工法蘭內(nèi)外圓,并加工焊接裝配用的止口以及焊接坡口,這些過程質(zhì)量風(fēng)險較小,可以按照操作者自檢的方式進(jìn)行質(zhì)量控制。外層油管與法蘭A(下文簡稱外A管)焊接時,需要嚴(yán)格按照WPS及焊接工藝規(guī)程進(jìn)行操作。由于封閉腔內(nèi)有表面防護(hù)要求,焊后不能進(jìn)行熱處理消除焊接應(yīng)力,只能在焊接時采取錘擊消應(yīng)的方法,因此需要對這一焊接過程進(jìn)行監(jiān)督控制,組織巡查人員不定時檢查,發(fā)現(xiàn)違規(guī)操作時需立即暫停焊接。內(nèi)層油管與法蘭B(下文簡稱內(nèi)B管)的焊接也需要按此規(guī)則進(jìn)行質(zhì)量控制。
外A管焊后要對焊縫進(jìn)行打磨,使焊縫部位和油管、法蘭表面光滑過渡,避免后續(xù)使用時形成局部應(yīng)力集中。焊后需對外A管和內(nèi)B管的焊縫進(jìn)行超聲波探傷與磁粉探傷,由于焊縫無法清根焊透,超聲波探傷的考核深度應(yīng)加以考慮。
表面噴砂處理后需由專業(yè)檢查員對噴砂質(zhì)量進(jìn)行檢查,噴砂表面粗糙度要符合表面防護(hù)技術(shù)規(guī)范的要求,杰瑞項(xiàng)目雙層外操作油管在制造中采用的是SSPC標(biāo)準(zhǔn)中SSPC-SP10(Sa2.5)級要求,表面噴砂的質(zhì)量關(guān)系到后續(xù)表面防護(hù)處理的質(zhì)量。噴砂后對外A管和內(nèi)B管進(jìn)行酸洗磷化處理,酸洗磷化處理會在工件表面形成一層磷化層,對防止銹蝕有一定作用,由于外A管和內(nèi)B管的管內(nèi)表面無法進(jìn)行有效的噴漆作業(yè),因此這兩個表面的磷化層將作為最終的防護(hù)層,雙層外操作油管的其他非加工表面會進(jìn)行噴漆處理,以使防護(hù)效果達(dá)到最佳。在酸洗磷化的過程中,由于外A管和內(nèi)B管的焊縫都沒有清根焊透,在酸洗磷化后會有酸液積留于焊縫根部,需要在酸洗磷化后加溫到100℃并干燥一段時間,使酸液揮發(fā)掉,以免酸液流出破壞磷化層。酸洗磷化后的外A管見圖2。

圖2 酸洗磷化后的外A管
除管內(nèi)表面及需要加工的表面外,其余表面按防護(hù)技術(shù)規(guī)范要求涂漆,并檢查漆膜厚度應(yīng)符合要求,無論是經(jīng)磷化還是涂漆施工后,油管表面外觀應(yīng)均勻一致,不允許有針孔、流掛、桔皮、起皺、剝落、擦傷、磕碰、裂紋、波紋、加熱印記等缺陷。內(nèi)B管涂漆后照片見圖3。

圖3 涂漆后的內(nèi)B管
油管涂漆之后,即可進(jìn)行封閉腔組裝。將外A管與內(nèi)B管放置在平臺上,清理過油孔內(nèi)雜質(zhì),然后用螺塞封堵過油孔。將內(nèi)B管法蘭朝下放置于平臺上,全面清理外表油漆面上的雜質(zhì)、漆瘤,磨掉焊接坡口附近的油漆。將外A管用起重機(jī)吊起,法蘭朝上,吊于適合的高度,全面清理管內(nèi)表面雜質(zhì),并用強(qiáng)光源進(jìn)行目視檢查,清理干凈后,將外A管吊到內(nèi)B管上方,控制外A管緩慢下降,套到內(nèi)B管的止口上,期間要注意防止磕碰。組裝完畢后,取下一個過油孔螺塞,使用內(nèi)窺鏡檢查封閉腔,確認(rèn)封閉腔內(nèi)無異物雜質(zhì)后,回裝螺塞。如內(nèi)窺鏡檢查發(fā)現(xiàn)異物,需將外A管吊出,再次進(jìn)行清理,清理后按上述步驟重新進(jìn)行組裝,并做內(nèi)窺鏡檢查。圖4是內(nèi)窺鏡檢查發(fā)現(xiàn)磕碰后掉落漆皮的照片,這種情況下需對磕碰處進(jìn)行補(bǔ)漆后再組裝。上述檢查過程是控制封閉腔清潔度的關(guān)鍵環(huán)節(jié),需要檢查人員全程跟蹤監(jiān)督,并做書面確認(rèn)后方可轉(zhuǎn)序進(jìn)行焊接。

圖4 內(nèi)窺鏡檢查封閉腔
4 封閉腔焊接過程質(zhì)量控制
封閉腔焊接與外A管、內(nèi)B管單件焊接的質(zhì)量控制要點(diǎn)基本相同,在此不再贅述。需要注意的有兩點(diǎn),一是在組裝之前將焊縫附件的油漆磨掉,避免焊接時漆膜受熱脫落掉于封閉腔內(nèi)。另一點(diǎn)是,有一條焊縫位于內(nèi)管的管內(nèi)壁上,焊接時需制作一個防護(hù)裝置(如木塞加隔熱墊)堵在內(nèi)管中,防止焊接飛濺至內(nèi)管管壁深處無法清理。
5 封閉腔壓力試驗(yàn)過程質(zhì)量控制
封閉腔在焊縫打磨探傷并內(nèi)窺鏡復(fù)查清潔度后,將進(jìn)行油壓試驗(yàn)。油壓試驗(yàn)過程也伴隨著封閉腔污染的風(fēng)險,因此需要設(shè)置檢驗(yàn)點(diǎn)并加強(qiáng)質(zhì)量控制。由于制造廠內(nèi)的油壓試驗(yàn)用油一般都是反復(fù)使用的,油質(zhì)并不是很清潔,因此需在油泵出油口位置增加濾紙,以使進(jìn)入油管封閉腔的壓力油保持清潔。此外還應(yīng)檢查打壓用油管路是否清潔無雜質(zhì),油壓接頭是否清理干凈。在油壓試驗(yàn)過程中,除了連接油壓接頭外的其余過油孔螺塞均應(yīng)擰緊,并且不得打開。油壓試驗(yàn)后,檢查雙層外操作油管是否有滲漏,排出試驗(yàn)用油,用內(nèi)窺鏡檢查封閉腔清潔度。如封閉腔清潔度合格,則裝上過油孔螺塞,并做標(biāo)識牌“工地安裝前不可打開螺塞”用以警示。
6 機(jī)械加工質(zhì)量控制
雙層外操作油管的內(nèi)管及外管上都焊接有工藝瓦架,作為加工時的支撐及加工裝焊止口的定位基準(zhǔn)。由于雙層外操作油管是轉(zhuǎn)動軸系的一部分,因此對法蘭與油管的裝焊止口同軸度、法蘭定位止口與法蘭面垂直度、兩個法蘭定位止口的同軸度有很高的要求。在機(jī)械加工階段應(yīng)設(shè)置檢驗(yàn)點(diǎn),對雙層外操作油管的形位公差進(jìn)行重點(diǎn)檢查,并按圖紙要求檢查加工尺寸、粗糙度等質(zhì)量要素,形位公差打表檢查見圖5。在機(jī)械加工過程中,不允許打開過油孔螺塞,應(yīng)在開始加工前對機(jī)床操作者進(jìn)行培訓(xùn),防止誤操作后異物進(jìn)入封閉腔。
7 防護(hù)及包裝質(zhì)量控制

圖5 檢查形位公差
雙層外操作油管在封閉腔焊接完成后,需要打磨焊縫進(jìn)行探傷,焊縫附近的油漆涂層會被打磨掉,此外在轉(zhuǎn)運(yùn)、油壓試驗(yàn)、機(jī)械加工過程中,都可能造成表面漆膜損傷。為了防止序間生銹,會在焊縫探傷后、油壓試驗(yàn)后這兩個節(jié)點(diǎn)對油漆進(jìn)行補(bǔ)涂。在外操作油管加工完成后,將對油管整體進(jìn)行一次清理、清洗,并在油漆面覆涂一層面漆,精加工表面覆涂一層RUVT-2C長效防銹蠟,內(nèi)管內(nèi)壁涂FBT-4T薄層防銹油。防護(hù)完成后,應(yīng)設(shè)置檢驗(yàn)點(diǎn),按照防護(hù)技術(shù)規(guī)范對防護(hù)質(zhì)量進(jìn)行檢驗(yàn)。防護(hù)檢驗(yàn)合格后,雙層外操作油管用鋁塑膜密封包裝,包裝內(nèi)置防腐劑及防銹劑,并可靠固定在帶有支撐的包裝木箱中,在檢驗(yàn)包裝質(zhì)量合格后封箱。由于杰瑞電站地處遙遠(yuǎn)的巴西,需要進(jìn)行長途海運(yùn),防護(hù)及包裝質(zhì)量合格才能保證長途海運(yùn)中工件不被腐蝕。
8 結(jié)束語
杰瑞電站的22根雙層外操作油管生產(chǎn)制造已全部完成,經(jīng)過上述嚴(yán)格的質(zhì)量控制,每一根雙層外操作油管都達(dá)到了合格標(biāo)準(zhǔn),且沒有產(chǎn)生報(bào)廢及返修的情況。從整個過程來看,保證封閉腔清潔度的關(guān)鍵點(diǎn)是封閉腔焊接之前的質(zhì)量控制,在焊接之前就要對封閉腔做好表面防護(hù),并且保證清潔度合格后再進(jìn)行焊接,焊接后要隨時保持封閉狀態(tài),避免污染。由于現(xiàn)在很多發(fā)電設(shè)備部件都有封閉腔、半封閉腔結(jié)構(gòu),并且制造過程中經(jīng)常因?yàn)榉忾]腔有異物而造成返修、報(bào)廢,因此雙層外操作油管的制造質(zhì)量控制對帶有封閉腔結(jié)構(gòu)的部件制造具有一定的借鑒意義。
TV735
:B
:1672-5387(2017)03-0072-03
10.13599/j.cnki.11-5130.2017.03.023
2016-09-02
秦振偉(1982-),男,工程師,從事水輪機(jī)質(zhì)檢技術(shù)工作。
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
產(chǎn)品可靠性報(bào)告(2017年7期)2017-09-05 09:49:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26