精制鹽在離子膜制堿生產中的使用總結
2017-08-22 04:12:17王黎麗
中國氯堿 2017年7期
關鍵詞:工藝
王黎麗
(中國平煤神馬集團開封東大化工有限公司,河南開封475003)
精制鹽在離子膜制堿生產中的使用總結
王黎麗
(中國平煤神馬集團開封東大化工有限公司,河南開封475003)
鹽水精制過程中使用精制鹽出現的故障及采取的處理措施。
鹽水精制;精制鹽;故障;處理措施
中國平煤神馬集團開封東大化工公司年產17.5萬t離子膜燒堿,每年消耗原鹽約26萬t。2006年10萬t/a離子膜燒堿擴建時,由于當時使用的原料為海鹽,配套鹽水工序的精制工藝按照海鹽的質量情況進行設計。2007年8月裝置投入運行,2008年4月,由于運輸費用高,海鹽質量與精制鹽相比有很大差距,基本全部使用了精制鹽。但在使用的過程中,也出現了一些問題。
1 預處理器中心桶堵塞,造成系統停車
開封東大公司有2個化鹽系統,原有化鹽系統向8萬t/a老電解裝置提供精制鹽水,采用的是道爾澄清桶、砂濾器過濾工藝,鹽水質量不高,二次鹽水工序采用α-纖維素預涂過濾工藝。而新上化鹽系統與10萬t/a電解裝置配套,采用的是浮上澄清桶(預處理器)、凱膜過濾工藝。
由于10萬t/a電解分兩期安裝,2007年8月新化鹽系統開車后鹽水一直較為穩定,在新電解一期開車后,新化鹽有5萬t/a的富裕量可提供老電解鹽水,但2008年3月15日新電解二期投產運行,一次鹽水產能驟然加大到15萬t/a,生產系統隨之出現問題。化鹽桶在上鹽后,經常發現中心桶漫鹽現象,且閥門、管道、設備內經常有鹽結晶,造成倒泵時閥門打不開,主要設備預處理器上部集水槽結鹽現象十分明顯,每周需清理四五次,且管道結晶,造成鹽水去后反應器不順暢,預處理器液位上升,引起連續上排泥,直接影響鹽水正常生產。
因加壓泵出口玻璃鋼管道泄漏,新化鹽系統停車檢修,檢修完成后開車時,發現自加壓溶氣罐至預處理器的鹽水主管道堵塞,開關閥門進行處理也未能解決,造成一次鹽水無法正常生產,導致離子膜新電解系統停產2天。
1.1 原因分析
停車后排查時,先將預處理器中外桶的鹽水通過底部排泥閥門排放至鹽泥池,但是預處理器中心桶的鹽水無法通過預處理器的進口管道排至鹽泥池,拆卸進口球閥后,發現此處全部被細鹽堵實,經過疏通將預處理器中心桶內的鹽水排凈,發現預處理器中心桶有4/5被鹽結實,這是造成這次停車的主要原因。
經過分析,由于精制鹽的顆粒細小,按原化鹽工藝使用,細鹽會以浮鹽的形式擴散上漂,上浮沖出化鹽桶,造成前反應器中有細鹽沉淀或粗鹽水中氯化鈉的濃度達不到工藝要求。化鹽桶內壁結鹽嚴重,有效直徑減小,加之鹽水產量急劇增大,超出設計能力,造成化鹽水流速增加,懸浮鹽夾帶更加嚴重,不但堵塞管道,且懸浮鹽進入預處理器中沉積在中心桶內,嚴重時造成化鹽停車,以致整個離子膜燒堿系統停產。
鑒于設備管道結晶嚴重的問題,通過取樣分析發現鹽水中氯酸根含量和硫酸根含量均超出正常工藝指標范圍,已影響到鹽水中氯化鈉含量,操作人員為了保證氯化鈉含量達標,就一直保持化鹽桶較高的鹽層,結果事與愿違,給后續設備帶來很大隱患。而硫酸根含量過高,是由于分析方法不正確引起的,沒有及時反映出鹽水中硫酸根的真實含量。
1.2 工藝改進
(1)化鹽桶:由于原設計中原材料為海鹽,現在全部采用精制井鹽,需對化鹽桶進行改造,將中心桶加高300 mm,增加出水溢流圈,并通過溢出水面找平,防止鹽水偏流,調整底部進水布水器的數量,增加出水淡鹽水布水管,上鹽時將加入水閥門打開,以有效降低懸浮鹽。
(2)加壓泵進口管道改造。原工藝設計是粗鹽水自前反應器底部經加壓泵抽出輸送至加壓溶氣罐后進入預處理器,現改為自前反應器上部抽出,采用DN350 PVC+FRP管道(兼做引水罐),并停止運行前反應器攪拌的11 kW電機,在前反應器下部增加排泥管,每小時排泥1次,鹽水排至鹽泥池,以便沉積的細鹽及時排出。
(3)進行日常檢查工作。在化鹽桶、前反應器,文丘里混合器、預處理器等不同地點,取樣觀察、分析、檢查懸浮鹽的含量,通過調整進預處理器鹽水閥門FIC107的開度,查看鹽水生產量變化大小,觀察管道內部通暢情況。
(4)要求電解工序添加高純鹽酸,減少返回淡鹽水中的氯酸鹽含量。上鹽改為一次少上,班內勤上,適當降低化鹽桶內的鹽層,減少懸浮鹽的產生。
(5)通過提高去脫硝工序鹽水流量,調整硫酸根的分析方法,確保在短時間內將硫酸根含量降至正常范圍,改進后工藝流程簡圖見圖1。
1.3 實施效果
(1)通過技術改造,化鹽桶無明顯懸浮鹽,管道內部不溶鹽結晶也大大減少,保證了公司生產的安全穩定運行。設備改造后化鹽桶的用鹽由選擇性用鹽改為任意性,極大穩定生產,且經濟效益也非常顯著。
(2)操作方法進行改進,前反應器攪拌停止運行,按每度電0.60元計算,每年可節約近六萬元。
(3)預處理器未發現鹽結晶堵塞的情況。
2 原鹽質量突然變化造成電解槽電壓升高
2016年10月30日白班電解人員發現電解系統槽電壓升高,經查歷史趨勢發現新老電解系統7臺電解槽的槽電壓于28日中班開始升高,經測量單槽電壓,平均單槽折標電壓升高60~70 mV。
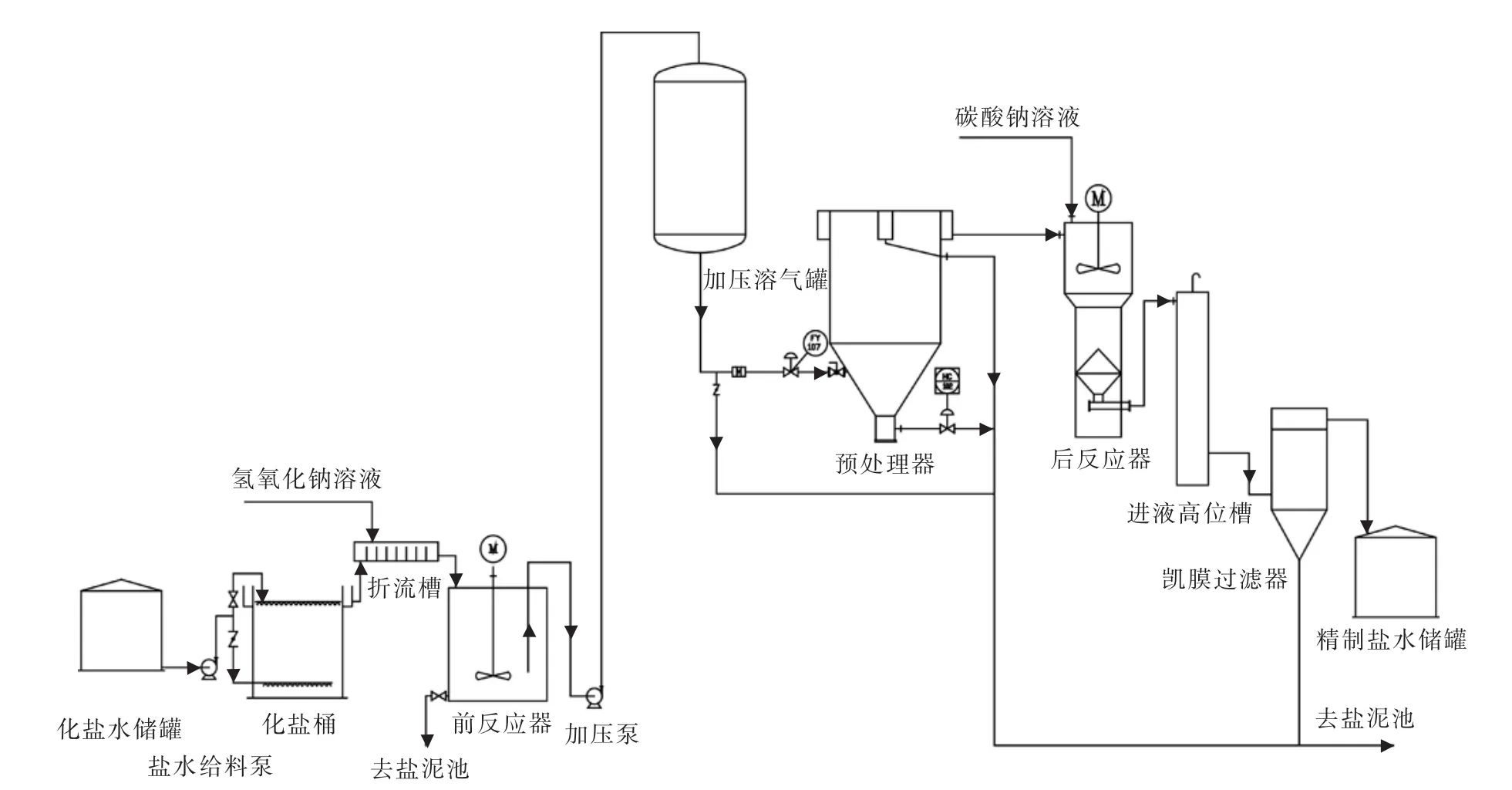
圖1 改進后工藝流程簡圖

表1 新老電解系統電壓升高情況
由于是所有電解槽電壓在同一個時間段升高,懷疑鹽水質量有問題,但查看樹脂塔鹽水工藝指標報表,未發現質量變化,全部合格(二次鹽水工藝指標不分析無機銨和總銨)。10月30日中班上鹽工發現使用的原鹽有刺鼻的異味,且眼睛受到刺激,發現原鹽似有氨味,立即停止使用該批次原鹽。后經過對進廠原鹽一車一車檢查,發現個別車輛所裝原鹽有氨味。通過了解,這批原鹽自27日開始使用,由于并不是全部為含氨的原鹽,原鹽進倉后混合堆放,故現場未發現異常。而30日中班是原鹽卸車后直接投入使用,發現后及時調整為使用原庫存的原鹽,并對使用的問題鹽留樣待檢。
根據原鹽的情況,31日通知中心化驗室取樣分析原鹽和精制鹽水,原鹽以NH3計。
卸車鹽留樣品0.24%,鹽倉取混合樣0.12%,未卸車鹽混合樣0.09%;
無機銨:一次鹽水31.6mg/L,二次鹽水31.6mg/L;
總銨:一次鹽水42.9 mg/L,二次鹽水39.5 mg/L;
一次鹽水中工藝指標要求:無機銨≤1 mg/L,總銨≤2 mg/L。
與原鹽供應商聯系得知,這批次原鹽不是其生產的,而是協調的另外一個企業,而該企業有合成氨裝置,發現其含有氨味的原鹽是因為儲存在了原化肥成品倉庫,造成了二次污染。
采取措施:由于鹽水中的無機銨和總銨均超出工藝指標幾十倍,給后續液氯生產帶來了極大的安全隱患。為盡快降低其含量,確保鹽水質量盡快達標,采取將鹽倉內堆放的原鹽返回原廠,確保進倉的原鹽合格。將電解返回淡鹽水游離氯含量由零調整為1×10-6~3×10-6、樹脂塔縮短再生周期(再生完成后即切塔運行)、嚴格控制一次鹽水燒堿和純堿加入量等多項措施,鹽水質量很快恢復,電解槽電壓逐漸降低,至11月14日基本恢復至原有水平,見表2。
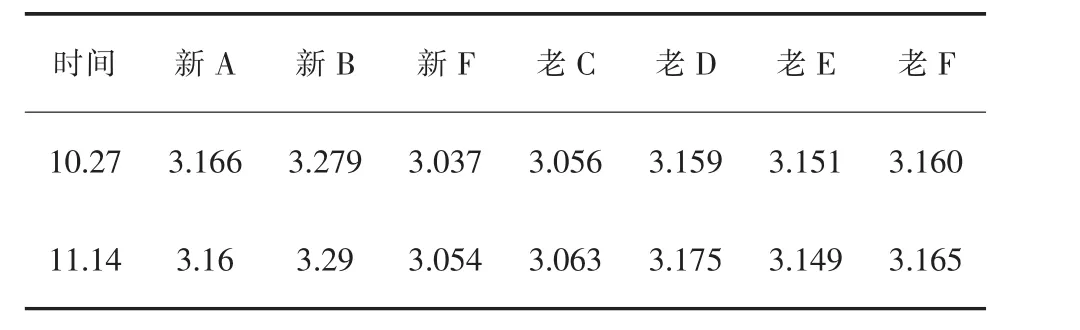
表2 新老電解系統電壓情況mV
3 結語
原鹽入廠時不要因為是精制鹽而忽視,一定要嚴把質量關,更換廠家一定及時通知取樣分析,除了進行常規的NaCl、鈣鎂離子、硫酸根離子、水分、水不溶物的含量分析外,更應注意銨含量的分析,以防止后續三氯化氮超標。在使用精制鹽的過程中,應多留心觀察鹽水指標的變化,以便發現問題及時解決,避免事故的發生。
The refined salt used in the production of ionic membrane alkali production summary
WANG Li-li
(China Shenma Group Kaifeng Dongda Chemical Co.,Ltd.,Kaifeng 475003,China)
Fault and treatment measures of using the refined salt produced in the process of brine refining were introduced.
brine purification;refined salt;fault;treatment measure
TQ114.26+1
B
1009-1785(2017)07-0005-03
2017-04-08
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52