分析柴油機(jī)噴油器的修理及檢驗(yàn)工藝
2017-08-24 06:39:15張錫科張吉林
科技創(chuàng)新導(dǎo)報(bào) 2017年14期
張錫科++張吉林
DOI:10.16660/j.cnki.1674-098X.2017.14.143
摘 要:在柴油機(jī)噴油器修理中,一個(gè)待修件通常會(huì)存在幾處或者多處損傷和故障,甚至有的部位可能還沒有達(dá)到極限損傷的狀態(tài),但是也仍然需要進(jìn)行檢修和修復(fù)。該文通過查詢相關(guān)文獻(xiàn),就柴油機(jī)噴油器的修理及檢驗(yàn)工藝做了如下分析。
關(guān)鍵詞:柴油機(jī) 噴油器 修理工藝 檢驗(yàn)工藝
中圖分類號(hào):TD711 文獻(xiàn)標(biāo)識(shí)碼:A 文章編號(hào):1674-098X(2017)05(b)-0143-02
相關(guān)實(shí)踐表明,科學(xué)合理的修理和檢驗(yàn)工藝是確保柴油機(jī)噴油器能夠持續(xù)穩(wěn)定運(yùn)行的關(guān)鍵所在。文章首先分析了噴油器故障問題的提出;其次分析了噴油器故障問題的分析,噴油器故障問題的解決;最后分析了噴油器故障的修理及檢驗(yàn)工藝。希望對(duì)相關(guān)單位有一定幫助。
1 柴油機(jī)噴油器故障問題
文章主要針對(duì)法國生產(chǎn)的PC2-5柴油機(jī)展開分析,生產(chǎn)廠家明確表示PC2-5柴油機(jī)的壽命在10 000 h,而設(shè)計(jì)檢驗(yàn)噴油器的時(shí)間在3000~5 000 h。每年柴油機(jī)使用的時(shí)間大約是2 000~3 000 h,通常情況下每隔3年時(shí)間就要對(duì)噴油器進(jìn)行全方位的檢驗(yàn)[1]。相關(guān)實(shí)踐表明,柴油機(jī)噴油器的使用壽命最長可達(dá)10年左右。但近年來,很多柴油機(jī)經(jīng)常發(fā)生系統(tǒng)故障,通過系統(tǒng)科學(xué)檢驗(yàn),發(fā)現(xiàn)都是噴油器故障引起的,農(nóng)機(jī)在正常運(yùn)行過程中,噴油嘴經(jīng)常和農(nóng)機(jī)之間發(fā)生柴油泄漏事故,對(duì)噴油器的正常散熱造成很大影響,柴油機(jī)噴油器的代修構(gòu)件,往往存在多處損壞和各種故障,柴油泄漏是難解決的故障之一,一旦發(fā)生柴油泄漏,就必須對(duì)柴油機(jī)進(jìn)行全方位、全過程修理和檢驗(yàn)[4]。
2 柴油機(jī)噴油器發(fā)生故障的原因
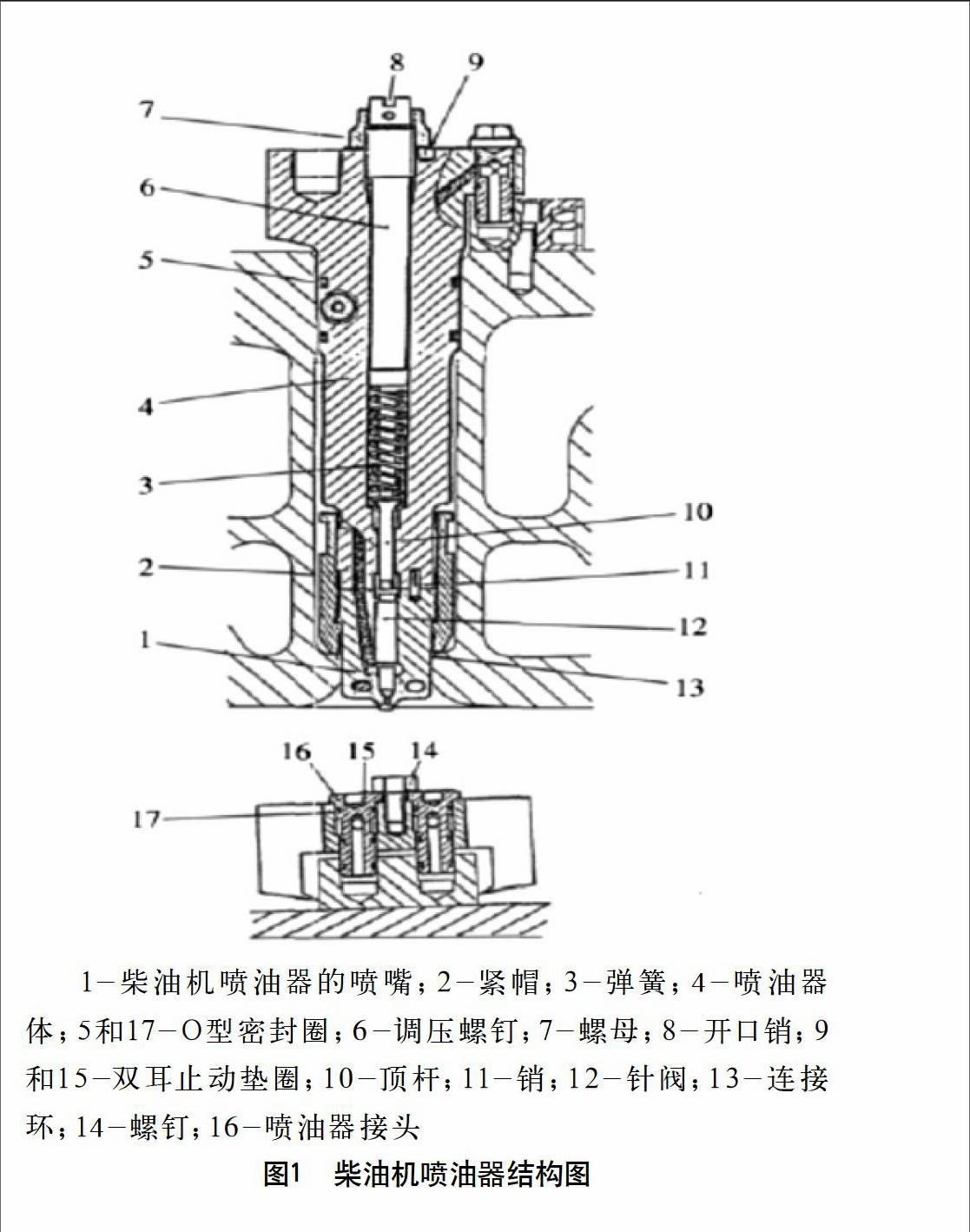
文章對(duì)柴油機(jī)噴油器常見的故障進(jìn)行了深入分析,并通過有限元計(jì)算,得出柴油機(jī)噴油器經(jīng)常發(fā)生故障主要原因是噴嘴端發(fā)生柴油泄漏引起的故障,按照相關(guān)規(guī)程進(jìn)行修理和檢驗(yàn)以后,重新應(yīng)用在農(nóng)機(jī)中,提高了農(nóng)機(jī)使用壽命7~12倍。柴油機(jī)噴油器的運(yùn)行前結(jié)構(gòu)圖如圖1所示。
從圖1中可以看出,柴油機(jī)噴油器主要由上下兩部分組成,其上部為噴油器本體,下部為噴嘴,在拆卸時(shí)噴油器的承受的力矩為540 N·m。
在修理過程中發(fā)現(xiàn)水道處存在嚴(yán)重水垢,堵住了水道整體的一半以上,從而降低了噴油嘴傳熱效率。而且在平面上面有明顯的油污,也就說明了柴油機(jī)噴油器發(fā)生了漏油事故,同時(shí)在噴油器平面上有大量殘留物,可見柴油機(jī)噴油器安裝過程中沒有遵循相關(guān)的規(guī)定和程序。
3 解決柴油機(jī)噴油器故障的方法
一旦柴油機(jī)噴油器發(fā)生故障,維修人員必須對(duì)發(fā)生故障的幾個(gè)零部件進(jìn)行“4-R”處理,也就是拆除、修理、改造、更換4個(gè)程序。如果柴油機(jī)噴油器的性能難以滿足設(shè)定的需求,就要采用系統(tǒng)科學(xué)的故障排除法,準(zhǔn)確找到發(fā)生故障的根源,并制定行之有效的解決措施。在解決柴油機(jī)噴油器故障時(shí),最常用的方法有兩種:一種是主動(dòng)式,能夠在柴油機(jī)噴油器的構(gòu)件性能衰退的同時(shí),快速識(shí)別出導(dǎo)致發(fā)生柴油機(jī)噴油器故障的根本原因;另一種是預(yù)防性維修,相比于主動(dòng)式維修,預(yù)防性維修具有不損毀維修的特點(diǎn),在不影響農(nóng)機(jī)正常運(yùn)行的基礎(chǔ)上進(jìn)行維修。這種維修主要可分為三大類:第一類,對(duì)正在工作子系統(tǒng)、機(jī)械裝置和各個(gè)零部件進(jìn)行定期維護(hù)和保養(yǎng);第二類,核對(duì)各冗余零部件是否損壞,必要時(shí)予以修理及更換;第三類,及時(shí)更換受損嚴(yán)重的零部件。
4 柴油機(jī)噴油器的修理及檢驗(yàn)工藝
就某一個(gè)受損的零部件,通常有以下幾種修復(fù)工藝可供選擇,結(jié)合實(shí)際情況,在充分滿足工藝合理性、經(jīng)濟(jì)性、可行性的基礎(chǔ)上,選擇出最佳的修理和檢驗(yàn)工藝。
4.1 工藝合理性
不同的檢修和檢驗(yàn)工藝都有其與之相適應(yīng)的材料,選擇修復(fù)工藝時(shí),必須考慮具體的修復(fù)材料和實(shí)際工藝相互適應(yīng)。比如:噴涂工藝的零件材質(zhì)適用范圍比較廣,金屬零件、碳鋼、鑄鐵等都能進(jìn)行科學(xué)合理的噴涂。就金屬材質(zhì)而言,只有少數(shù)的有色金屬,比如:紫銅噴涂的難度就非常大,主要原因是紫銅的熱導(dǎo)系數(shù)比較大,在噴涂過程中,當(dāng)粉末熔劑接觸到紫銅表面以后,其溫度就會(huì)立即降低,并不能形成順利結(jié)合,從而導(dǎo)致噴涂失敗。相關(guān)實(shí)踐表明,柴油機(jī)噴油器零件發(fā)生的磨損程度不同,在選擇修復(fù)工藝時(shí),必須充分掌握工藝修復(fù)所能達(dá)到的覆蓋層厚度。保證工藝的合理性可以從以下幾個(gè)方面進(jìn)行入手,第一,在柴油機(jī)噴油器和噴嘴平面之間采用紫銅墊片或者軟鋼墊片;第二,在油機(jī)噴油器和噴嘴平面之間鍍刷一層軟金屬;第三,采用高新技術(shù)的研磨工藝。
4.2 經(jīng)濟(jì)性
在柴油機(jī)噴油器的修理及檢驗(yàn)工藝選擇過程中,要保證確保機(jī)械零件修復(fù)工藝合理的前提下,確保經(jīng)濟(jì)性。
4.3 可行性
在柴油機(jī)噴油器的修理及檢驗(yàn)工藝選擇過程中,要結(jié)合現(xiàn)有的修理裝備和修復(fù)水平。明確柴油機(jī)噴油器的修理及檢驗(yàn)工藝是否合適,還要不斷更新修理技術(shù)和檢驗(yàn)工藝。此文研究過程中,查詢了大量文獻(xiàn),制定出嘴油器體與噴嘴接觸端面研磨修理工藝及檢驗(yàn)標(biāo)準(zhǔn),引入了新的方法和手法。通常情況下,研磨的方法主要有兩種方法,機(jī)器研磨和手動(dòng)研磨,其中機(jī)器研磨的精度比較高,但是成本比較大;手動(dòng)研磨雖然簡單實(shí)用,但對(duì)人工水平的要求比較高。在此過程中需要注意的是,柴油機(jī)噴油器的修理及檢驗(yàn)并不是針對(duì)故障本身進(jìn)行修復(fù),在修理前要制定出一套科學(xué)合理的解決方案,包括修復(fù)后安裝程序、從根源上解決故障的方法等。比如:安裝預(yù)緊力以及冷卻水水質(zhì)的問題,還有手磨工藝對(duì)工人的個(gè)人素質(zhì)要求較高,需要隨時(shí)掌握研磨的程度和質(zhì)量。
5 結(jié)語
綜上所述,文章通過對(duì)柴油機(jī)噴油器的修理及檢驗(yàn)工藝進(jìn)行深入分析,得出以下結(jié)論:(1)柴油機(jī)噴油器的修理及檢驗(yàn)工藝必須達(dá)到相應(yīng)的預(yù)緊力距,通常為800~1 000 N·m,控制其表面平整度在0.9 μm以下,粗糙度控制在0.2 μm以下。(2)在修復(fù)之后安裝時(shí),確保柴油機(jī)噴油器本體和噴嘴的接觸面之間沒有任何雜物,確保其能夠?qū)崿F(xiàn)無縫對(duì)接。(3)相關(guān)實(shí)踐表明,噴油嘴的檢驗(yàn)時(shí)間,從原來的400 h提升到了3 500 h,很大程度上保證了柴油機(jī)的穩(wěn)定性和可靠性。希望通過該文的分析,對(duì)柴油機(jī)噴油器的修理及檢驗(yàn)工藝的提升有一定幫助。
參考文獻(xiàn)
[1] 付濤,王大鎮(zhèn),弓清忠,等.基于混合粒子群算法的柴油機(jī)噴油器可靠性分布的參數(shù)估計(jì)[J].機(jī)械強(qiáng)度,2014(4):539 -542.
[2] 楊瑞,王毅.高壓共軌電控柴油機(jī)噴油器試驗(yàn)臺(tái)研究[J].森林工程,2014(5):102-105.
