直流接觸器線圈架結(jié)構(gòu)設(shè)計淺談
2017-09-01 18:48:19曹雅娟董瑞林王卓
科技創(chuàng)新與應(yīng)用 2017年23期
曹雅娟+董瑞林+王卓


摘 要:直流接觸器磁路組件是給接觸器的閉合提供動力的部件,設(shè)計合理的磁路組件應(yīng)該滿足動作可靠、結(jié)構(gòu)簡單、體積小、零件數(shù)量少、耗能小、發(fā)熱低、噪音小、漏磁少等要求,其中的線圈架是設(shè)計的關(guān)鍵零件。文章結(jié)合公司直流接觸器的線圈架結(jié)構(gòu),給出了線圈架設(shè)計中應(yīng)該遵守的一些基本原則。
關(guān)鍵詞:直流接觸器;線圈架;結(jié)構(gòu)工藝性
中圖分類號:TM572.1 文獻(xiàn)標(biāo)志碼:A 文章編號:2095-2945(2017)23-0116-02
1 概述
線圈是電磁系統(tǒng)的重要組成部分,它的好壞直接影響到電器工作的可靠性。
在電器制造中,習(xí)慣上按結(jié)構(gòu)工藝特點將線圈分為電磁線圈和大電流線圈兩類。所謂電磁線圈是用電磁線繞成,它包括了電壓線圈和一部分電流較小的電流線圈。通常所說的電器線圈往往就是指電磁線圈,它占線圈生產(chǎn)的絕大部分。而大電流線圈是用較粗的裸銅線繞制而成,通過較大的電流,匝數(shù)很少,它的制造工藝和電磁線圈完全不同。
按照骨架的有無來分,可以分為有骨架線圈和無骨架線圈。有骨架線圈是將導(dǎo)線直接繞在骨架上,線圈骨架大多數(shù)是由塑料壓制而成,骨架形狀有圓形和方形之分,按照常規(guī),直流電磁系統(tǒng)多用圓形的骨架。
公司直流接觸器磁路組件中使用的線圈都是有骨架的用漆包線繞制的電磁線圈。
2 線圈架結(jié)構(gòu)確定的前提
線圈架結(jié)構(gòu)設(shè)計前,需事先確定接觸器的線圈額定電壓及其允許的波動范圍,負(fù)載的反力特性,線圈的允許發(fā)熱溫度,電磁系統(tǒng)的工作制等;確定磁路的動作方式是拍合式還是螺管式,通過對吸力和發(fā)熱的計算,在滿足要求的情況下,才能進(jìn)行線圈架結(jié)構(gòu)設(shè)計。
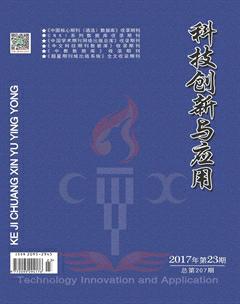
根據(jù)繞線窗口的不同,可分為直型、漸變型和階梯型,如圖1所示。
直型線圈架繞線窗口為矩形,使用最為廣泛,可用于拍合式和螺管式的電磁系統(tǒng),典型使用有S140、S152、S137、C195、C294、CL1000等直流接觸器。
漸變型線圈架繞線窗口為梯形,主要用于拍合式和螺管式的電磁系統(tǒng),典型使用有S1000、S1100直流接觸器。
階梯型線圈架繞線窗口有明顯的跳躍臺,主要用于螺管式電磁系統(tǒng)結(jié)構(gòu)中,典型使用有S296直流接觸器。
選用原則是:拍合式電磁系統(tǒng)選直型線圈架,螺管式電磁系統(tǒng)3種線圈架結(jié)構(gòu)均可選擇,主要取決于電磁系統(tǒng)的結(jié)構(gòu)、止片的安裝方式、線圈架的大小等等因素。對于尺寸較大的線圈架,為了脫模方便可優(yōu)先考慮漸變型,階梯型結(jié)構(gòu)的好處是止片可以直接置于靜鐵芯的端部而不脫出,生產(chǎn)組裝方便,可靠性高。
3 線圈架漆包線出線部位的結(jié)構(gòu)確定
線圈架根據(jù)漆包線出線位置的不同,可以分為上分離式、一體式、下分離式,如圖2所示。
上分離式結(jié)構(gòu)中,漆包線和對外引出線焊接后需置于上部專屬的槽中,可用導(dǎo)熱凝膠固封,線圈架結(jié)構(gòu)相對較復(fù)雜,優(yōu)點是不需引線片和絕緣隔板。公司的高壓箱電鎖即采用該結(jié)構(gòu)線圈架。
一體式是最常看到的結(jié)構(gòu)型式,公司直流接觸器大多采用該結(jié)構(gòu)線圈架,如S140、S152、S137、C294、S1000、S1100接觸器等等。線圈架結(jié)構(gòu)相對簡單繞線容易,需專用引線片和絕緣隔板。
下分離式結(jié)構(gòu)最復(fù)雜,但散熱性好,還可以將線圈對外連接的快速插片和引線片合而為一,整體結(jié)構(gòu)設(shè)計巧妙。公司的C195、CL1000、C295、S296直流接觸器即采用該結(jié)構(gòu)線圈架。
4 線圈架收縮量及配合尺寸的確定
4.1 線圈架收縮量
不同的塑料材料,收縮率是有區(qū)別的,常見線圈架材料的收縮率見表1。
從表中可以看出,不同的材料,其收縮率不同,相同材料不同添加劑時,材料的收縮率也是不同的。因此,設(shè)計時應(yīng)先確定線圈架使用的材料,根據(jù)材料的不同選取不同的配合尺寸。
比較無玻纖和含玻纖的相同材料的收縮率,有玻纖時收縮率得到了很大改善,另外含玻纖時的零件強(qiáng)度更高,因此推薦優(yōu)選玻纖增強(qiáng)型材料。
公司直流接觸器的線圈架最常選用的材料是PBT 301-G30和30%玻纖增強(qiáng)PA6。
含玻纖的塑料材料的優(yōu)點:(1)耐熱溫度比不加玻纖以前提高很多,尤其是尼龍類塑料;(2)收縮率下降很多,剛性也大大提高;(3)不易發(fā)生應(yīng)力開裂,同時,塑料的抗沖性能提高很多;(4)提高了塑料的強(qiáng)度,如:拉伸強(qiáng)度、壓縮強(qiáng)度、彎曲強(qiáng)度,都提高很多;(5)燃燒性能下降很多,大部分材料不能點燃,是一種阻燃材料。
含玻纖的塑料材料的缺點:(1)原透明塑料會變成不透明的;(2)玻纖增強(qiáng)以后,所有塑料的韌性降低,而脆性增加;(3)表面變得粗糙。
4.2 線圈架配合尺寸的確定
線圈架設(shè)計時,在長度方向,一般有橡膠墊或彈性墊圈來調(diào)整和限位,要求的配合尺寸較松,在直徑方向和軛鐵之間間隙很大,主要的配合尺寸是靜鐵芯和線圈架內(nèi)孔以及線圈架對外出線孔和其他零件的配合。
靜鐵芯和線圈架內(nèi)孔的配合尺寸一定要選擇合理,線圈架內(nèi)孔尺寸偏小會造成靜鐵芯難以裝入,尺寸過大又會使線圈在徑向的躥動增大,增加接觸器吸合時的不穩(wěn)定性,一般二者的間隙量為0.3~1mm,線圈架尺寸愈大,線圈材料收縮量愈大,該間隙愈大。
5 線圈架尺寸精度的確定
尺寸精度選取不當(dāng),可造成脫模困難、零件局部產(chǎn)生裂紋和蹦角、模具制造困難、費用過高等問題,應(yīng)該引起注意。
精度等級千萬不能按照金屬件的公差標(biāo)準(zhǔn)來選取, 應(yīng)該以國家標(biāo)準(zhǔn)《GB/T 14486-2008塑料模塑件尺寸公差》為依據(jù),線圈架尺寸的標(biāo)注公差和未注公差的選取盡量按照該標(biāo)準(zhǔn)的推薦精度進(jìn)行。該國家標(biāo)準(zhǔn)只給出了一個公差帶的范圍,其正負(fù)偏移量可按設(shè)計需要自行選取。對未注公差一般認(rèn)為孔為正偏差,軸為負(fù)偏差,其他尺寸為對稱偏差。endprint
對沒有配合要求的尺寸,尺寸公差能大則大,這樣模具制造方便、費用降低、零件脫模也容易。
6 線圈架的結(jié)構(gòu)工藝性
(1)在保證使用要求(幾何尺寸和精度、物理力學(xué)性能等)的前提下,形狀和結(jié)構(gòu)盡量簡單。
(2)為了保證強(qiáng)度,盡量避免側(cè)向抽芯的設(shè)計形式
(3)脫模斜度:一般為0.5°~1.5°,能大則大,一般按照內(nèi)孔以小端為基準(zhǔn),斜度往擴(kuò)大方向放,外形以大端為基準(zhǔn),斜度往縮小方向取,脫模斜度不包含在尺寸公差范圍內(nèi)。
(4)邊厚比:應(yīng)該盡量相同,這樣線圈架收縮均勻,不易產(chǎn)生變形、開裂、氣孔等缺陷。對于注塑性成型件,一般壁厚可以在1~5mm范圍內(nèi)選擇,邊厚比不均勻的比例不超過1:1.5。
(5)加強(qiáng)筋:在線圈架的端面上可適當(dāng)增加加強(qiáng)筋,可以提高線圈架的強(qiáng)度和剛度,防止線圈架翹曲變形。
(6)圓角:輪廓過渡處應(yīng)盡可能圓滑,過渡處的圓半徑R與周圍壁厚t之間的比值R/t不要太小,否則會導(dǎo)致應(yīng)力集中。為避免應(yīng)力集中,改善塑料在模腔中的流動性,提高塑料模具的壽命,線圈架的設(shè)計應(yīng)使內(nèi)外圓角盡量取較大值,最小圓角一般應(yīng)大于壁厚或取R/t比值為0.8~2。
(7)孔邊距:因為型芯對熔體有分流作用,所以孔的周邊在成型時產(chǎn)生熔接痕,由此導(dǎo)致孔的強(qiáng)度降低。因此孔間距和孔到塑料制品邊緣的距離應(yīng)大于孔的直徑。
(8)凸臺及凹臺:為便于脫模,線圈架的內(nèi)表面上不應(yīng)有凸臺和凹臺。
(9)螺紋:線圈架上一般不應(yīng)該有壓制的螺紋。
(10)金屬嵌件:線圈架屬于薄壁件,不考慮嵌件的存在。
(11)標(biāo)記符號:對塑料制品而言,有凸起式、凹入式、沉孔凸起式,一般采用第三種。
7 其他注意事項
由于制造誤差和人為誤差的影響,塑料制品實際尺寸無法完全滿足圖紙要求,對于該部分尺寸要根據(jù)實際情況,對影響使用性能的必須進(jìn)行模具修正,而對使用性能無影響的尺寸,可以更改圖紙尺寸同實際尺寸一致,決不能以設(shè)計無誤為由要求修模具,這樣既增加了修模費用又減少了模具的使用壽命,是得不償失的,切記千萬不能以設(shè)計定終身。
參考文獻(xiàn):
[1]電器理論基礎(chǔ) 高等學(xué)校教材[M].西安:西安交通大學(xué)出版社,1996.
[2]周茂祥.低壓電氣設(shè)計手冊[M].北京:機(jī)械工業(yè)出版社,1992.endprint